Turbine oils. Turbine Oil Operation: Operating Conditions and Aging
Turbine oils are widely used in the lubrication and cooling of bearings in various turbine generators - steam and gas turbines, hydro turbines, and turbo pumps. They are also used as a working fluid in turbine control systems and industrial equipment.
What properties does it have?
The turbine is a complex mechanism that must be handled with care. The turbine oils used must meet a number of characteristics:
- have antioxidant properties;
- protect parts from deposits;
- have demulsifying properties;
- be resistant to corrosion;
- have low foaming properties;
- be neutral to metal and non-metal parts.
All these characteristics of turbine oils are achieved during production.
Features of production
Turbine oils are produced from highly refined petroleum distillates, to which additives are added. Thanks to antioxidant, anti-corrosion, antiwear additives, their performance characteristics are improved. Because of all these additives, it is important to select oils in accordance with the operating instructions for the particular unit and the manufacturer's recommendations. If the turbine oil is of poor quality, the unit may simply fail. To achieve high quality in the production of compositions, high-quality oil grades are used, deep cleaning is used during processing and the introduction of additive compositions. All this in combination can improve the antioxidant and anticorrosive properties of oils.
Primary requirements

The rules for the technical operation of various pumping stations and networks say that the turbine oil should not contain water, visible sludge and mechanical impurities. According to the instructions, it is also required to monitor the anti-rust properties of the oil - for this, special corrosion indicators are used, located in the oil tank of steam turbines. If, nevertheless, corrosion appears in the oil, it is necessary to introduce a special additive against the appearance of rust. We offer an overview of popular brands of turbine oils.
TP-46
This oil is used to lubricate bearings and other mechanisms of various units. Turbine oil 46 shows good antioxidant properties. For its creation, sulfurous paraffinic oil of deep selective purification is used. The composition can be used on ship steam power plants and in any auxiliary mechanisms. TP-46 serves as a reliable protection of the surfaces of parts from corrosion, is highly stable against oxidation and does not emit precipitates during long-term operation of turbines.
TP-30

Turbine oil 30 is developed on the basis of mineral base oils, to which additives are added to improve the operational properties of the composition. Experts advise using TP-30 in turbines of any type, including gas and steam. Moreover, the operation of the oil is available even in harsh climatic conditions. Among the distinctive features of TP-30 are excellent antioxidant capacity, good level of minimal cavitation, excellent thermal stability.
T-46
Turbine oils T-46 are created from high-quality, low-sulfur, non-paraffinic oils without additives, thereby ensuring the availability of its cost while maintaining all operational characteristics. Quality raw materials used for production allow the oil to reach a certain level of viscosity, making it easier and more convenient to clean. The use of this composition is advisable in ship turbines, steam turbine units.
TP-22S

Turbine oil TP-22S allows lubrication and cooling of bearings, auxiliary mechanisms of steam turbines that operate at high speeds, and it can also be used as a sealing medium in sealing and regulation systems. Among the advantages of this oil are:
- excellent performance properties due to deeply purified mineral base and effective additives composition;
- excellent demulsifying properties;
- excellent stability against oxidation;
- high viscosity;
- minimal cavitation.
This oil is used in turbines for various purposes - from steam and gas turbines to gas turbines of power plants.
TP-22B
Turbine oil TP-22B is produced from paraffinic grades of oil, and cleaning is carried out with selective solvents. Thanks to the additives, a good level of resistance to corrosion and oxidation is achieved. If we compare TP-22B with TP-22S, then the former forms less sediment during the operation of the equipment, it is more durable in use. Its peculiarity is the absence of analogues among domestic grades of turbine oils.
"Lukoil Tornado T"

This series offers a wide range of high quality turbine oils. They are based on those produced according to a special synthetic technology with the use of high-efficiency ashless-type additives. The oils are developed in accordance with the latest requirements for such formulations. It is advisable to use them in steam rooms with and without gearboxes. Excellent antioxidant, anti-corrosion and anti-wear properties contribute to minimal sludge formation. The oil is specially adapted for modern high-performance turbine installations.
Features of the composition
Modern turbine oils are created on the basis of special paraffinic oil grades with certain viscosity-temperature characteristics, as well as antioxidants and corrosion inhibitors. If the oil is planned to be used on turbines with gearboxes, then they must have a high bearing capacity, and for this, extreme pressure additives are added to the composition.
To obtain base oils, extraction or hydrogenation is used, and refining and high pressure hydrotreating allows to achieve such characteristics of turbine oil as oxidative stability, water separation, deaeration, which, in turn, affect the price formation.
For different types of turbines

Turbine oils (GOST ISO 6743-5 and ISO / CD 8068) are used for modern gas and steam turbines. The classification of these materials, depending on the general purpose, can be represented as follows:
- For steam turbines (also with gear drives under normal load conditions). These lubricants are based on refined mineral oils, supplemented with antioxidants and corrosion inhibitors. The use of oils is advisable for industrial and marine drives.
- For steam turbines with high load-bearing capacity. These turbine oils additionally have extreme pressure characteristics that provide lubrication of gears during equipment operation.
- For gas turbines: these oils are made from refined mineral formulations, to which antioxidants are added,
Cleaning features
The internal parts of any movement deteriorate over time due to natural wear and tear. Accordingly, in the lubricating oil itself, as it is used, mechanical impurities in the form of water, dust, shavings accumulate, and an abrasive will begin to form. It is possible to make the operation of the equipment full and longer by constant monitoring and cleaning of the turbine oil to remove mechanical impurities from it.
Note that modern oils make it possible to optimize and increase the efficiency of the production process due to the full protection of parts and components of equipment. High-quality cleaning of turbine oil is a guarantee of reliable operation of turbine units for a long time without failures and malfunctions of the equipment itself. If you use low-quality oil, the functional reliability of the equipment will be in question, which means that it will wear prematurely.
Oil recovered after cleaning can be reused. That is why it is advisable to use continuous cleaning methods, since in this case it is possible to increase the life of the oil without needing to refill it. Turbine oils can be cleaned by different methods: physical, physicochemical and chemical. Let's describe all the methods in more detail.
Physical

These methods purify turbine oil without compromising its chemical properties. The most popular cleaning methods include:
- Settling: oil is cleaned of sludge, water, mechanical impurities through special sedimentation tanks. An oil tank can be used as a sump. The disadvantage of the method is low productivity, which is explained by the long stage of delamination.
- Separation: the oil is purified from water and impurities in a special drum of the centrifugal force separator.
- Filtration: with this method, the oil is purified from impurities that cannot be dissolved in it. For this, oil is passed through a porous filtering surface through cardboard, felt or burlap.
- Hydrodynamic cleaning: This method cleans not only the oil, but all equipment. During operation, an integral oil film remains between the metal and oil; corrosion does not appear on metal surfaces.
Physicochemical
When using these cleaning methods, the chemical composition of the oil changes, but only slightly. These methods assume:
- Adsorption cleaning, when the substances contained in the oil are absorbed by solid highly porous materials - adsorbents. In this capacity, aluminum oxide, enamels with a whitening effect, silica gel are used.
- Condensate flushing: This method is used if the oil contains low molecular weight acids that are soluble in water. After flushing, the performance properties of the oil are improved.
Chemical methods
Cleaning by chemical methods involves the use of acids, alkalis. Alkaline cleaning is used if the oil is badly worn out and other cleaning methods do not work. Alkali affects the neutralization of organic acids, sulfuric acid residues, removal of esters and other compounds. Cleaning is carried out in a special separator under the influence of hot condensate.
The most efficient way to clean turbine oils is by using combined units. They involve cleaning according to a specially worked out scheme. In industrial conditions, it is possible to use universal installations, thanks to which the cleaning can be carried out by a separate method. Whichever cleaning method is used, it is important that the final quality of the oil is at its best. And this will increase the life of the equipment itself.
Petroleum synthetic lubricating oils and cutting fluids or mixtures (coolants) are widely used in industry (and mechanical, forging and other shops for lubricating and cooling rubbing metal parts).
Petroleum oils are high molecular weight viscous liquids of yellowish brown color. The main components of petroleum oils are aliphatic, aromatic and naphthenic hydrocarbons with an admixture of their oxygen, sulfurous and nitrogenous derivatives. To obtain special technical properties, various additives are often introduced into petroleum oils, for example, polyisobutylene, compounds of iron, copper, chlorine, sulfur, phosphorus, etc.
Most synthetic lubricating oils (turbine, automotive, compressor, motor, industrial, etc.) are obtained by polymerization of olefins, for example ethylene, propylene.
The composition of the cutting fluid includes mineral oils and emulsifiers from sodium salts of naphthenic acids (asidol). Emulsions and pastes are available. The basis of the coolant is emulsols - colloidal solutions of soap and organic acids in mineral oils, giving stable emulsions with water or alcohol.
During the operation of the machines, lubricating oils and coolants are heated (up to 500-700 ° C), and oil mists, vapors of hydrocarbons, aldehyde, carbon monoxide and other toxic substances are released into the air of the working area.
The toxic effect of lubricating oils can be manifested mainly by clean contact of the oil on open areas of the body, by prolonged work in oil-soaked clothing, and by inhalation of mist. The toxicity of lubricating oils increases with an increase in the boiling point of oil fractions, with an increase in their acidity, and with an increase in their composition of aromatic hydrocarbons, resins and sulfur compounds.
Oil and cooling mixtures in the form of aerosols (MPC for oil aerosols is 5 mg / m3) can have a resorptive effect, entering the body through the respiratory system, and also affect the latter. At the same time, the greatest potential hazard is represented by lubricating oils containing volatile hydrocarbons (gasoline, benzene, etc.) or sulfur compounds.
Acute poisoning
Acute poisoning is described when cleaning tanks from petroleum oils, as well as with an aerosol of cooling oils in those working indoors at high temperatures. The symptoms of poisoning were similar to those observed in acute.
Chronic poisoning
Mechanical workers (turners, millers, grinders) and other workshops, in contact with the coolant, often experience chronic hypertrophic, less often atrophic rhinitis, pharyngitis, tonsillitis, bronchitis. Development of pneumosclerosis is possible. Characterized by vegetative-vascular disorders with a predominant impairment of peripheral circulation of the type of angiospastic syndrome, reminiscent of Raynaud's syndrome, and autonomic polyneuritis. There is information about the possibility of developing lipoid pneumonia and tumors of the respiratory tract in persons who inhale aerosols for a long time and vapors of various petroleum oils. In most cases, lipoid pneumonia is asymptomatic.
Petroleum oils and cooling mixtures have a degreasing effect on the skin and help to block its pores. This leads to the occurrence of various skin diseases (dermatitis, eczema, folliculitis, oily acne); possible development of sensitization to chemical agents used as additives
Some oils can cause keratoderma, warty growths, papillomas, skin cancer.
Prolonged contact with vapors of mineral oils and emulsions can contribute to lung cancer, bronchial and bladder cancer.
Damage to the skin (especially the hands) may occur with lubricating oils that get under the skin during testing under high pressure from oil pipelines, diesel engines, etc. In this case, the oil penetrates the skin and causes the development of edema in the subcutaneous tissue. Sharp pains and swelling last for 8-10 days.
In persons in contact with oil tar, photodermatoses and diseases such as melanosis are observed: skin pigmentation of exposed parts of the body exposed to friction, increased follicular keratinization, atrophy; phenomena such as Riel's melanosis (dark red and brown spots, merging in places), follicular keratoses on the arms, trunk and along the edge of the scalp are found among those working with oil aerosols.
Treatment is syndromic.
Examination of working capacity
Depending on the nature of the disease, the presence of an allergic component, the persistence of the disease and its relapses - temporary or permanent suspension from work.
Prevention
Skin care before and after work, the correct use of protective pastes and detergents is important for the prevention of skin diseases. Various protective hydrophilic ointments and pastes, film-forming hydrophilic pastes, hydrophobic ointments and pastes, films, silicone cream are recommended.
In order to reduce skin alkalization when working with coolant, it is recommended to wash your hands with a weak solution of hydrochloric acid during breaks in work. After the end of the shift - washing hands with water and lubricating the skin with ointments (cream with vitamins A, E, etc.). So-called industrial cleaners are used to remove oil and other contaminants. Compliance with personal hygiene measures (washing in the shower, frequent changing of overalls, etc.). Prevention and treatment of microtraumas.
When working in an atmosphere contaminated with high concentrations of aerosols or lubricating oil vapors, use a gas mask.
Persons suffering from any skin diseases should not be allowed to work.
Turbine oil refers to high quality distillate oils obtained in the oil distillation process. In the lubrication and regulation system, turbine oils (GOST 32-53) of the following brands are used: turbine 22p (turbine with VTI-1 additive), turbine 22 (turbine L), turbine 30 (turbine UT), turbine 46 (turbine T) and turbine 57 (turbo - geared). Oils of the first four brands are distillate products, and the latter is obtained by mixing turbine oil with aviation oil.
In addition to oils produced in accordance with GOST 32-53, turbine oils produced in accordance with the Inter-Republican Specifications (MRTU) are widely used. These are primarily sulphurous oils with various additives, as well as oils of low-sulfur oils from the Fergana refinery.
At present, the digital marking of oils is used: the figure characterizing the grade of the oil is the kinematic viscosity of this oil at a temperature of 50 ° C, expressed in centi - Stokes. Index "p" means that the oil is operated with an antioxidant additive.
The cost of the oil is in direct proportion to its brand, and the higher the viscosity. oil, the cheaper it is. Each grade of oil must be used strictly for its intended purpose, and substitution of one for another is not allowed. This is especially true for the main energy equipment of power plants.
The fields of application are different. oils are defined as follows.
Turbine oil 22 and 22p is used for bearings and control systems of small, medium and large turbine generators. power with a rotor speed of 3000 rpm. Turbine oil 22 is also used for sleeve bearings of centrifugal pumps with circulating and ring lubrication systems. Turbine 30 is used for turbine generators with a rotor speed of 1500 rpm and for marine turbine installations. Turbine oils 46 and 57 are used for units with gearboxes. between the turbine and the drive.
|
Table 5-2
|
Physicochemical properties of turbine oils. are given in table. 5-2.
Turbine oil must meet the standards of GOST 32-53 (Table 5-2) and be distinguished by high stability of its properties. Of the main properties of the oil that characterize its performance, the most important ■ are the following:
Viscosity. Viscosity, or coefficient of internal friction, characterizes the friction loss in the oil layer. Viscosity is the most important characteristic of a turbine oil, by which its marking is made.
The viscosity value determines such important operationally values \u200b\u200bas the heat transfer coefficient from oil to the wall, friction power loss in bearings, as well as oil consumption through oil lines, spools, and metering washers.
Viscosity can be expressed in units of dynamic, kinematic and conventional viscosity.
The dynamic viscosity, or the coefficient of internal tread, is a value equal to the ratio of the internal friction force acting on the surface of the liquid layer at a velocity gradient equal to one to the area of \u200b\u200bthis layer.
Where Di / Di is the speed gradient; AS is the surface area of \u200b\u200bthe layer, which is acted upon by the internal force.
In the CGS system, the unit of dynamic viscosity is poise. Poise dimension: dn-s / cm2 nli g / (cm-s). In units of the technical system, the dynamic viscosity has a dimension of kgf-s / m2.
There is the following relationship between dynamic viscosity, expressed in the CGS system, and technical:
1 poise \u003d 0.0102 kgf-s / m2.
In the SI system, 1 N s / img, or 1 Pa s, is taken as a unit of dynamic viscosity.
The relationship between old and new viscosity units is as follows:
1 poise \u003d 0.1 N s / mg \u003d 0.1 Pa s;
1 kgf s / m2 \u003d 9.80665 N s / m2 \u003d 9.80665 Pa-s.
Kinematic viscosity is a quantity equal to the ratio of the dynamic viscosity of a liquid to its density.
The unit of kinematic viscosity in the CGS system is stok s. The Stokes dimension is cm2 / s. The hundredth part of the Stokes is called centistokes. In the technical system and the SI system, the kinematic viscosity has a dimension of m2 / s.
The relative viscosity, or the viscosity in Engler's degrees, is defined as the ratio of the time that 200 ml of the test liquid flows out from a VU or Engler viscometer at the test temperature to the time that the same amount of distilled water flows out at a temperature of 20 ° C. The magnitude of this ratio is expressed as the number of conditional degrees.
If a VU viscometer is used for oil testing, then the viscosity is expressed in arbitrary units, when using an Engler viscometer, the viscosity is expressed in Engler degrees. To characterize the viscosity properties of turbine oil, both kinematic viscosity units and units of conventional viscosity (Engler) are used. To convert degrees of relative viscosity (Engler) to kinematic, you can use the formula
V / \u003d 0.073193< - -, (5-2)
Where Vf - kinematic viscosity in centi - Stokes at a temperature of t 3t - viscosity in Engler's degrees at a temperature t E - viscosity in Engler's degrees at 20 ° C.
The viscosity of the oil is highly dependent on temperature (Fig. 5-iii), and this dependence is more sharply
Rns. 5-13. Temperature dependence of turbine oil viscosity.
22, 30, 46 - oil brands.
Expressed in heavy oils. This means that in order to maintain the viscosity properties of the turbine oil, it is necessary to operate it in a fairly narrow temperature range. By the rules of technical operation, this range is set within 35-70 ° С. Operation of turbine units at lower or higher oil temperatures is not allowed.
Experiments have shown that the specific load that a plain bearing can withstand increases with an increase in oil viscosity. With an increase in temperature, the viscosity of the grease decreases and, consequently, the bearing capacity, which ultimately can cause the cessation of the action of the lubricating layer and melting of the babbitt filling of the bearing. In addition, at high temperatures, the oil oxidizes and ages faster. At low temperatures, due to an increase in viscosity, oil consumption through the metering washers of the oil lines is reduced. Under such conditions, the amount of oil supplied to the bearing is reduced and the bearing will operate with increased oil heating.
The dependence of viscosity on pressure can be more accurately calculated by the formula
Where v, - kinematic viscosity at pressure p Vo - kinematic viscosity at atmospheric pressure; p - pressure, kgf / cm2; a - constant, the value of which for mineral oils is 1.002-1.004.
As can be seen from the table, the dependence of viscosity on pressure is less pronounced than the dependence of viscosity on temperature, and when the pressure changes by several atmospheres, this dependence can be neglected.
The acid number is a measure of the acid content of the oil. The acid number is the number of milligrams of potassium hydroxide required to neutralize 1 g of oil.
Lubricating oils of mineral origin mainly contain naphthenic acids. Naphthenic acids, despite the weakly expressed acidic properties, when in contact with metals, especially non-ferrous ones, cause corrosion of the latter, forming metal soaps, which can precipitate out. The corrosive effect of oils containing organic acids depends on their concentration and molecular weight: the lower the molecular weight of organic acids, the more aggressive they are. This also applies to acids of inorganic origin.
The stability of the oil characterizes the preservation of its basic properties during long-term operation.
To determine the stability, the oil is subjected to artificial aging by heating it with simultaneous blowing with air, after which the percentage of sediment, acid number and the content of water-soluble acids are determined. The deterioration of the qualities of artificially aged oil should not exceed the norms specified in table. 5-2.
Ash content of oil is the amount of inorganic impurities remaining after burning a sample of oil in a crucible, expressed as a percentage of the oil taken for combustion. The ash content of the pure oil should be minimal. A high ash content indicates poor oil purification, i.e. the presence of various salts and mechanical impurities in the oil. The increased salt content makes the oil less resistant to oxidation. In oils containing antioxidant additives, increased ash content is allowed.
Demulsification rate is the most important performance characteristic of turbine oil.
The demulsification rate refers to time c. minutes, during which the emulsion formed by passing steam through the oil under test conditions is completely destroyed.
Fresh and well-refined oil does not mix well with water. Water quickly separates from such oil and settles to the bottom of the tank even when the oil is ■ for a short time. With poor oil quality, water does not completely separate in the oil tank, but forms a fairly stable emulsion with the oil, which continues to circulate in the oil system. The presence of a water-in-oil emulsion in the oil changes the viscosity. oil and all its main characteristics, causes corrosion of the elements of the oil system, leads to the formation of sludge. The lubricating properties of the oil are severely impaired, which can lead to bearing damage. The aging process of oil in the presence of emulsions is still ‘accelerated.
The most favorable conditions for the formation of emulsions are created in the oil systems of steam turbines, therefore, turbine oils... requirements are imposed on high demulsifying ability, i.e. the ability of oil to quickly and completely separate from water.
The flash point of the oil is the temperature to which it is necessary to heat the oil so that its vapors form a mixture with air that can ignite when an open flame is brought to it. (
Flash point characterizes the presence of light volatile hydrocarbons in the oil and the volatility of the oil when it is heated. The flash point depends on the grade and chemical composition of the oil, with the flash point usually increasing as the viscosity of the oil increases.
During the operation of turbine oil, its flash point decreases. This is due to evaporation. low-boiling fractions and oil decomposition phenomena. A sharp decrease in the flash point indicates an intense decomposition of the oil caused by local overheating. The flash point also determines the fire hazard of the oil, although the spontaneous ignition temperature of the oil is a more characteristic value in this respect.
The self-ignition temperature of oil is such a temperature, upon reaching which the oil ignites without bringing an open flame to it. This temperature for turbine oils is approximately twice the flash point and depends largely on the same characteristics as the flash point.
Mechanical impurities are various solids in the oil in the form of sediment or in suspension.
Oil. can be contaminated with mechanical impurities during storage and transportation, as well as during operation. Especially strong oil contamination is observed with poor-quality cleaning. oil pipelines and oil tank after installation and repairs. Being in a suspended state of oil, mechanical impurities cause increased wear of rubbing parts. According to GOST. mechanical impurities in the turbine oil must be free.
The pour point of the oil is a very important indicator of the quality of the oil, allowing to determine the ability of the oil to work at low temperatures. ‘The loss of oil mobility with a decrease in its temperature occurs due to the release and crystallization of solid hydrocarbons dissolved in the oil.
Pour point. oil is the temperature at which the test oil under the conditions of the experiment thickens so much that when the test tube with oil is tilted at an angle of 45 °, the oil level remains stationary for 1 min.
Transparency characterizes the absence of foreign inclusions in the oil: mechanical impurities, water, sludge. The transparency of the oil is checked by cooling the oil sample. The oil cooled to 0 ° C should remain clear.
C) Operating conditions of turbine oil. Aging oil
The operating conditions of the oil in the oil system of the turbo generator are considered difficult due to the constant action of a number of factors unfavorable for the oil. These include:
1. Exposure to high temperature
Heating the oil in the presence of air contributes greatly. its oxidation. Other performance characteristics of the oil also change. Due to the evaporation of low-boiling fractions, the viscosity increases, the flash point decreases, the de-emulsion ability deteriorates, etc. The main heating of the oil occurs in the turbine bearings, where the oil is heated from 35-40 to 50-55 ° C. The oil is mainly heated by friction in the bearing oil layer and partly by the transfer of heat along the shaft from the hotter parts of the rotor.
The temperature of the oil leaving the bearing is measured in the return line, which gives a rough indication of the bearing temperature. However, the relatively low temperature of the oil at the drain does not exclude the possibility of local overheating of the oil due to the imperfect design of the bearing, poor-quality manufacture or improper assembly. This is especially the case for thrust bearings, where different segments can be loaded in different ways. Such local overheating contributes to increased oil aging, since with an increase in temperature * above 75-80 ° C, the oxidizability of the oil increases sharply.
Oil can also be heated in the bearing housings themselves from contact with hot walls heated from the outside by steam or due to heat transfer from the turbine housing. Oil heating also takes place in the control system - servomotors and oil lines passing near the hot surfaces of the turbine and steam lines.
2. Spraying oil by rotating parts of the turbine unit
All rotating parts - couplings, gear wheels, ridges on the shaft, ledges and shaft sharpening, centrifugal speed regulator, etc. - create oil splashing in the bearing housings and columns of centrifugal speed regulators. The atomized oil acquires a very large surface of contact with the air that is always in the crankcase and mixes with it. As a result, the oil is intensively exposed to atmospheric oxygen and oxidizes. This is also facilitated by the high speed acquired by the oil particles relative to the air.
In the bearing housings, there is a constant exchange of air due to it being sucked into the clearance along the shaft due to a slightly reduced pressure in the crankcase. The decrease in pressure in the crankcase can be explained by the ejection effect of the oil drain lines. Sliding couplings with forced lubrication spray oil especially intensively. Therefore, to reduce oil oxidation, these clutches are surrounded by metal shrouds to reduce oil splash and air ventilation. Protective covers are also installed on rigid couplings in order to reduce air circulation in the crankcase and limit the rate of oxidation of the oil in the bearing housing.
To prevent axial leakage of oil from the bearing housing, oil rings and grooves are very effective, machined in babbitt at the ends of the bearing at the shaft exit points. The use of the UralVTI screw seals is especially effective.
3. Exposure to air contained in oil
Air in oil is contained in the form of bubbles of various diameters and in dissolved form. Air entrapment in oil. occurs in places where oil is most intensively mixed with air, as well as in oil drain lines, where oil does not fill the entire pipe section and sucks in air.
The passage of the oil containing air through the main oil pump is accompanied by the rapid compression of the air bubbles. In this case, the air temperature in large bubbles rises sharply. Due to the speed of the compression process, the air does not have time to give off heat to the environment, and therefore the compression process should be considered adiabatic. The released heat, despite its negligible absolute value and short duration of exposure, significantly catalyzes the process of oil oxidation. After passing through the pump, the compressed bubbles gradually dissolve, and the impurities contained in the air (dust, ash, water vapor, etc.) pass into the oil and, thus, pollute and water it.
The aging of oil due to the air contained in it is especially noticeable in large turbines, where the pressure of oil after the main oil pump is high, and this leads to a significant increase in the air temperature in the air bubbles with all the ensuing consequences.
4. Exposure to water and condensing steam
The main source of oil flooding in turbines of old designs (without steam suction, from labyrinth seals) is steam.
Knocked out of the labyrinth seals and sucked into the bearing housing. In this case, the rate of watering largely depends on the state of the labyrinth seal of the turbine shaft and on the distance between the bearing housings and the turbine. Another source of waterlogging is a malfunction of the steam shut-off valves of the auxiliary turbo oil pump. Water also gets into the oil and from the air due to the condensation of vapors and through oil coolers.
In centrally lubricated turbo feed pumps, oil can be watered by water leaks from the pump seals.
Especially dangerous is oil flooding due to oil contact with hot steam. In this case, the oil is not only watered, but also heated, which accelerates the aging of the oil. In this case, the formed low molecular weight acids pass into an aqueous solution and actively affect the metal surfaces in contact with the oil. The presence of water in the oil contributes to the formation of sludge, which settles on the surface of the oil tank and oil lines. When sludge gets into the bearing lubrication line, sludge can clog the holes in the metering washers installed on the discharge lines and cause the bearing to overheat or even melt. Sludge entering the control system. can disrupt the normal operation of spools, axle boxes and other elements of this system.
The penetration of hot steam into the oil also results in the formation of an oil-water emulsion. In this case, the surface of contact of oil with water increases sharply, which facilitates the dissolution of niemolecular acids in water. Oil-water emulsion can get into the turbine lubrication and control system and significantly worsen its operating conditions.
5. Exposure to metal surfaces
Circulating in the oil system, the oil is constantly in contact with metals: cast iron, steel, bronze, babbitt, which contributes to oil oxidation. Due to the ‘impact of metal. the surfaces of acids are formed by corrosion products that get into. oil. Certain metals have a catalytic effect on the oxidation of turbine oil.
All these persistent unfavorable conditions cause oil aging.
By aging we mean a change in physical and chemical
The properties of turbine oil in the direction of deterioration in its performance.
Signs of oil aging are:
1) an increase in oil viscosity;
2) an increase in the acid number;
3) lowering the flash point;
4) the appearance of the acidic reaction of the aqueous extract;
5) the appearance of sludge and mechanical impurities;
6) decrease in transparency.
Oil aging rate
Depends on the quality of the filled oil, the level of operation of the oil system and the design features of the turbine unit and oil system.
Oil with signs of aging is still considered good according to the standards. to operation if:
1) the acid number does not exceed 0.5 mg KOH per 1 g of oil;
2) the viscosity of the oil does not differ from the initial one by more than 25%;
3) the flash point has dropped by no more than 10 ° C from. initial;
4) the reaction of the aqueous extract is neutral;
5) the oil is transparent and does not contain water and sludge.
If one of the listed characteristics of the oil deviates from the norms and it is impossible to restore its quality on a running turbine, the oil must be replaced as soon as possible.
The most important condition for the high-quality operation of the oil facilities of the turbine shop is a thorough and systematic control of the oil quality.
For oil in operation, two types of control are provided: shop control and abbreviated analysis. The scope and frequency of these types of control are illustrated in table. 5-4.
With an abnormally rapid deterioration in the quality of the oil in use, the test time can be shortened. In this case, tests are carried out according to a special schedule.
The oil supplied to the power plant is subjected to laboratory testing in all respects. In the event that one or several indicators do not meet the established norms for fresh oil, it is necessary to send the received batch of fresh oil back. Oil analysis is also performed before filling it into the steam turbine tanks. The oil in reserve is analyzed at least once every 3 years.
The aging process of an oil in continuous operation leads to the fact that the oil loses its original properties and becomes unusable. Further operation of such oil is impossible and requires replacement. However, given the high cost of turbine oil and the quantities in which it is used in power plants, a complete oil change cannot be expected. Waste oil needs to be recovered for further use.
Oil regeneration is the restoration of the original physicochemical properties of the oils used in exploitation.
Collection and recovery of used oils is one of the most effective ways to save them.
Mia. The rates of collection and regeneration of turbine oil are given in table. 5-5.
The existing methods for the regeneration of used oils are divided into physical, physicochemical and chemical.
Physical methods include methods in which the chemical properties of the regenerated oil do not change during the regeneration process. The main of these methods are sludge, filtration and separation. With the help of these methods, the cleaning of oils from impurities insoluble in oil and water is achieved.
Physicochemical methods of regeneration include methods in which the chemical composition of the processed oil partially changes. The most common physical and chemical methods are oil cleaning with adsorbents, as well as oil flushing with hot condensate.
The chemical methods of regeneration include the purification of oils with various chemical reagents (sulfuric acid, alkali, etc.). These methods are used to recover oils that have undergone significant chemical changes during operation.
|
Table 5-4
|
The choice of the regeneration method is determined by the nature of oil aging, the depth of change in its performance, as well as the requirements for the quality of oil regeneration. When choosing a regeneration method, one should also take into account the cost indicators of this process, giving preference to the simplest and cheapest methods as possible.
Some regeneration methods allow the oil to be cleaned while the equipment is running, as opposed to methods that require a complete drain of the oil from the oil system. From an operational point of view, continuous regeneration methods are preferable because they extend oil life without re-filling and prevent deep abnormalities in oil performance. However, continuous regeneration of oil on a running turbine can only be carried out using small-sized equipment that does not clutter up the room and allows easy installation and dismantling. Such equipment includes separators, filters, adsorbers.
In the presence of more complex and bulky equipment, the latter is located in a separate room, and the cleaning process in this case is carried out with the oil drain. The most expensive equipment for oil regeneration is irrational to use for one station, considering the frequency of its operation. Therefore, such installations are often mobile. For large block stations with a significant volume of oil in operation, stationary regeneration plants of any type are also justified.
Let's consider the main methods of cleaning and regenerating turbine oil.
Sucks. The simplest and cheapest method of separating water, sludge and mechanical impurities from oil is the oil sludge in special sedimentation tanks with conical bottoms. In these tanks, over time, stratification of media with different specific gravity occurs. Clean oil, which has a lower specific gravity, moves to the upper part of the tank, and water and mechanical impurities accumulate at the bottom, from where they are removed through a special valve installed at the lowest point of the tank.
The oil tank also acts as a sump. Oil tanks also have tapered or sloped bottoms for collecting water and sludge and removing them. However, the oil tanks do not have the right conditions for the oil-water emulsion to separate. The oil in the tank is in constant motion, which causes mixing of the upper and lower layers. The unreleased air in the oil smooths out the difference between the densities of the individual components of the oil-water mixture and makes it difficult to separate them. In addition, the residence time of the oil in the oil tank does not exceed 8-10 minutes, which is clearly not enough for high-quality oil settling.
In the sedimentation tank, the oil is in more favorable conditions, since the settling time is not limited by anything. The disadvantage of this method is low productivity with a significant settling time. Such sedimentation tanks take up a lot of space and increase the fire hazard of the room.
Separation. A more efficient method of cleaning oil from water and impurities is oil separation, which consists in separating suspended particles and water from the oil due to centrifugal forces occurring in the separator drum, rotating at high frequency.
According to the principle of operation, oil-cleaning separators are divided into two types: low-speed ones with a rotation frequency of 4500 to 8000 rpm and high-speed ones with a rotation frequency of about 18,000–20,000 rpm. Slow-speed separators with a drum equipped with trays are most widely used in domestic practice. In fig. 5-14 and 5-15 show the diagram of the device and the overall dimensions of the disc separators.
Separators are also subdivided into vacuum ones, in which, in addition to mechanical impurities and suspended moisture, also partially dissolved moisture and air is removed from the oil, and separators
open tori. iB depending on the nature of contamination, oil purification by separators can be carried out by the method of clarification (clarification) and the method of purification і (lurification).
Oil purification by the clarification method is used to separate solid mechanical impurities, sludge, as well as to separate the water contained in the oil in such a small amount that it does not need to be removed directly. In this case, the impurities separated from the oil remain in the drum sump, from where they are periodically removed. Removing contaminants from oil by purification is used in cases where the oil is significantly watered and is, in essence, a mixture of two liquids with different densities. In this case, both water and oil are removed from the separator continuously.
Turbine oil contaminated with mechanical impurities and an insignificant amount of moisture (up to 0.3%) is purified by the clarification method. With a more significant water cut - according to the cleaning method. In fig. 5-114 the left side of the drum is shown assembled for work by the clarification method, and the right side by the cleaning method. The arrows show the flows of oil and separated water.
The transition from one method of separator operation to another requires the bulkhead of the drum and the oil outlets.

The productivity of the drum assembled by the clarification method is 20-30% higher than that of the drum assembled by the cleaning method. To increase the performance of the separator, the oil is preheated to 60-65 ° C in an electric heater. This heater is completed with a separator and has a limiting thermostat. oil heating temperature.
The oil separator can be used to clean the oil while the turbine is running. Such a need usually arises with significant oil watering. In this case, the suction pipe of the separator is connected to the lowest point of the dirty compartment of the oil tank, and the cleaned oil is directed to the clean compartment. If there are two separators at the station, they can be connected in series, and the first separator must be assembled according to the cleaning scheme, and the second according to the clarification scheme. This significantly improves the quality of oil refining.
|
|

|
Fig. 5-15. General view and overall dimensions of the NSM-3 separator. |

Filtration. Oil filtration is the separation of oil-insoluble impurities by passing (pressing) through a porous filter medium. Filter paper, cardboard, felt, sacking, belting, etc. are used as a filtering material. Frame filter presses are widely used to filter turbine oils. The frame filter press has its own rotary or vortex type oil pump, which, under a pressure of 0.294-0.49 MPa (3-5 kgf / cm2), passes oil through the filter material sandwiched between special frames. Contaminated filter material is systematically replaced with new one. The general view of the filter press is shown in Fig. 5-16. Oil filtration using a filter press is usually combined with oil cleaning in a separator. It is irrational to pass heavily watered oil C) through a filter press, since the filter material quickly becomes dirty, and cardboard and paper lose their mechanical strength. A more reasonable scheme is that the oil is passed first through a separator and then through a filter press. The oil can be cleaned while the turbine is running. If there are two sequentially operating separators, the filter press can be switched on after the second separator in the oil flow, assembled according to the clarification scheme. This will allow achieving a particularly high degree of oil purification.
LMZ uses a special filter-belting cloth in the filter press with the organization of the filtration process under a small drop. This method is very effective when the oil is heavily clogged with an adsorbent, and the filter itself does not need systematic maintenance.
‘A cotton filter has been developed at VTI, which is also successfully used.

To ensure the normal functioning of the oil system of the turbine unit, it is necessary not only to continuously clean the oil, but periodically (after repairs) to clean the entire system.
The adopted laminar flow regime of oil in the pipelines of the system at a speed not exceeding 2 m / s contributes to the deposition of sludge and dirt on internal and especially on cold surfaces.
Central Design Bureau Glavenergoremoita has developed and tested in practice a hydrodynamic method for cleaning oil systems. It consists in the following: the entire oil system, excluding the bearings, is cleaned by pumping oil at a speed that is 2 times or more higher than the operating speed at a temperature of 60 - bb ^ C. This method is based on the organization of a turbulent flow in the near-wall region, in which sludge and corrosion products are washed off the inner surfaces and carried into filters due to the mechanical action of the oil flow.
The hydrodynamic cleaning method has the following advantages:
1) the passivating film, formed as a result of prolonged contact of the metal with the operating oil, is not broken;
2) excludes the formation of corrosion on babbitt and nitrided surfaces;
3) does not require chemical solutions to wash off deposits;
4) excludes disassembly of the oil system (except for the places where jumpers are installed);
5) reduces the labor intensity of cleaning by 20-40% and reduces the duration of the overhaul of the turbine unit by 2-3 days.
The operation of the oil used for cleaning the systems has shown that its physical and chemical properties do not deteriorate, therefore, the oil systems can be cleaned with operating oil.
Adsorption. This method of cleaning turbine oils is based on the phenomenon of absorption of substances dissolved in oil by solid highly porous materials (adsorbents). By means of adsorption, organic and low molecular weight acids, resins and other impurities dissolved in the oil are removed from the oil.
Various materials are used as adsorbents: silica gel (BiOr), alumina and various bleaching earths, the chemical composition of which is mainly characterized by the content of BiOr and Al203 (bauxite, diatomite, shale, bleaching clay). The adsorbents have a highly branched system of capillaries piercing them. As a result, they have a very large specific absorption surface per 1 g of substance. So, for example, the specific surface area of \u200b\u200bactivated carbon reaches 1000 m2 / g, silica gel and aluminum oxide 300-400 m2 / g, bleaching lands ilOO-300 m2 / g.
In addition to the total surface area, the adsorption efficiency depends on the pore size and the size of the absorbed molecules. The diameter of the holes (pores) in the absorbers is of the order of several tens of angstroms. This value is commensurate with the size of the absorbed molecules, as a result of which some high-molecular compounds will not be absorbed by especially fine-porous adsorbents. For example, activated carbon cannot be used for oil purification due to its finely porous structure. Materials with pore sizes of 20-60 angstroms can be used as adsorbents for turbine oil, which allows the absorption of high-molecular compounds such as resins and organic acids.
The widely used silica gel absorbs resinous substances and organic acids somewhat worse. Alumina, on the other hand, extracts organic, especially low molecular weight, acids from oils well and absorbs resinous substances worse.
These two absorbents are artificial adsorbents and are expensive, especially alumina. Natural adsorbents (clays, bauxite, diatomite) are cheaper, although their effectiveness is much lower.
Cleaning with adsorbents can be carried out in two ways. methods: contact and percolation.
The contact method of oil processing consists in mixing the oil with a finely ground adsorbent powder. Before cleaning. the oil must be warmed up. The adsorbent is removed by passing oil through a press filter. The adsorbent is lost in this case.
The percolation filtration process consists in passing oil heated to 60-80 ° C through a layer of granular adsorbent loaded into special apparatuses (adsorbers). In this case, the adsorbent has the form of granules with a grain size of 0.5 m / m and above. With the percolation method of oil recovery, in contrast to the contact method, recovery and reuse of adsorbents is possible. This reduces the cost of the cleaning process and, in addition, allows the use of more efficient expensive adsorbents for oil treatment.
The degree of use of the adsorbent, as well as the quality of oil purification with the percolation method, is usually higher than with the contact method. In addition, the percolation method allows the oil to be recovered without draining it from the oil tank on the operating equipment. All these circumstances. led. moreover, this method has found predominant distribution in domestic practice.
The mobile adsorber is shown in Fig. 5-17. It is a welded cylinder filled with granular adsorbent. The cover and bottom of the adsorber are removable. A filter is installed in the upper part of the adsorber to retain small particles of the adsorbent. The oil is filtered from bottom to top. This ensures the most complete air displacement and reduces filter clogging. For the convenience of removing the spent adsorbent, the apparatus can be rotated around its axis by 180 °.
The adsorbent has the ability to absorb not only oil aging products, but also water. Therefore,
|
|

Before being treated with an adsorbent, the oil must be thoroughly cleaned of water and sludge - їma. Without this condition, the adsorbent will quickly lose its absorbing properties and oil purification will be of poor quality. In the general scheme of oil processing, adsorption should stand after oil purification through separators and filter presses. If there are ■ two separators at the station, one of the separators operating in the clarification mode can act as a filter press.
The used adsorbent can be easily recovered by blowing hot air with a temperature of about 200 ° C through it. In fig. 5-18 depict an installation for the recovery of adsorbents, which includes a fan for pumping air, an electric heater for heating it, and a reactivator tank, where the recovered adsorbent is loaded.
Adsorption cleaning cannot be used for oils containing additives, since the latter (except for ionol) are completely removed by adsorbents.
Condensate flushing. This type of oil treatment is used when the acid number of the oil increases and low-molecular water-soluble acids appear in it.
As practice has shown, as a result of flushing the oil, its other indicators also improve: the demulsibility increases, the amount of sludge and mechanical impurities decreases. To improve the solubility of acids, oil and condensate should be heated to a temperature of 70-809C. The amount of condensate required for flushing is 50-100% of the amount of flushed oil. The necessary conditions for high-quality flushing are good mixing of oil with condensate and the creation of the largest possible surface of their contact. To ensure these conditions, it is convenient to use
Wash with a separator, where water is and. the oil is in a finely dispersed state and mix well with each other. Low molecular weight acids pass from oil to water, with which they are removed from the separator. Sludge and impurities located. in oil, are moistened, their density increases, as a result of which the conditions for their separation are improved.
Oil flushing with condensate can also be carried out in a separate tank, where the circulation of water and oil is carried out using steam or a special pump. This flushing can be performed during turbine repair. In this case, oil is taken from the oil tank and, after flushing, enters the reserve tank.
Alkali treatment is used when the oil is deeply worn out, when all the previous methods of restoring the operating properties of the oil are insufficient.
Alkali is used for. neutralization of organic acids in oils, residues of free sulfuric acid (yari treatment of oil with acid), removal of esters and other compounds that, when interacting with alkali, form salts that pass into an aqueous solution and are removed by subsequent treatment of the oil.
For the regeneration of waste oils, 2.5-4% sodium hydroxide or 5-14% trisodium phosphate is most often used.
The treatment of oil with alkalis can be carried out in the separator in the same way as when flushing the oil with condensate. The process is carried out at a temperature of 40-90 ° C. To reduce the consumption of alkali, as well as improve the quality of cleaning, the oil must be previously dehydrated in a separator. ‘Subsequent oil treatment after its recovery with alkali consists in washing it with hot condensate and treatment with adsorbents.
Since the use of chemical reagents requires preliminary and subsequent oil treatment, combined installations for deep oil regeneration have appeared, where all stages of oil processing are combined into a single technological process. These installations, depending on the applied oil regeneration scheme, have rather complex equipment and are carried out both stationary and mobile.
Each scheme includes equipment specific for a given processing method: pumps, mixing tanks, sedimentation tanks, filter presses, etc. There are also universal installations that allow the process of oil regeneration by any method.
The use of additives is the most modern and effective method of preserving the fizicochemical properties of oil during long-term operation.
Additives are highly reactive chemical compounds added to the oil in small quantities, which allow maintaining the basic performance characteristics of the oil at the required level over a long period of operation. The additives added to turbine oils must meet a variety of requirements. These compounds should be cheap enough, used in small quantities, dissolve well in oil at operating temperature, not give precipitation and suspended matter, not be washed out with water and not removed by adsorbents. The action of the additives should give the same effect for oils of different origins and varying degrees of wear. In addition, by stabilizing some indicators, the additives should not degrade other oil performance indicators.
It should be noted that there are no additives that satisfy all these requirements yet. In addition, there is no compound that can stabilize all oil performance at once. For this purpose, there are compositions of various additives, each of which affects one or another indicator.
A variety of additives have been developed for oils of petroleum origin, of which antioxidant, anticorrosive and demulsifying additives are the most important for turbine oil.
The main in its value is an antioxidant additive that stabilizes the acid number of the oil. It is for this indicator that under adverse operating conditions the oil ages the fastest. For a long time, the main type of antioxidant additive of domestic production was the VTI-1 additive. This additive is quite active, it dissolves well in oil, and is used in small amounts (0.01% by weight of oil). The disadvantage of this additive is that it is only suitable for stabilizing fresh oils. In oils that have been in operation and have partially oxidized, it can no longer delay the process of further oxidation.
In this respect, the VTI-8 additive has the best characteristics. It is more active and, moreover, is suitable for both fresh oils and used oils. As a disadvantage, it should be noted the ability of this compound to release after some time a suspension that causes turbidity of the oil. To eliminate this phenomenon, oil at the initial stage of operation must be passed through a filter press. The VTI-8 additive is added in the amount of 0.02-0.025% of the oil mass.
The most effective antioxidant, which is widely used both in our country and abroad, is 2,6-di-tertiary butyl-4-methylphenol, which in the USSR is called DBK (ionol). This additive dissolves easily in oil, does not give precipitation, is not removed from the oil by adsorbents, does not break down when the oil is treated with alkali and metallic sodium. The additive is removed only when the oil is refined with sulfuric acid. The use of the DBK additive extends the life of a well-purified oil by 2-5 times. The only drawback of this antioxidant is the increased consumption (0.2-0.5%) in comparison with other additives. There are also reasons to increase this rate.
Anti-corrosion additives are used to protect the metal from the action of acids in fresh oil, as well as oil oxidation products. The anti-corrosion effect is reduced to the formation of a protective film on the metal that protects it from corrosion. One of the most effective anti-corrosion additives is the B-15/41 additive, which is an alkenyl succinic acid ester. Corrosion inhibitors can increase the acid number of oils to some extent and reduce their stability. Therefore, anti-corrosion additives are used in the minimum required concentration together with antioxidant additives.
Demulsifying additives (demulsifiers) - substances used to destroy oil and oil emulsions. Demulsifiers are aqueous solutions of neutralized acid sludge or emulsion of highly purified mineral oil with an aqueous solution of sodium salts of petroleum and sulfo-petroleum acids. Recently, new compounds - di-proxamines - have been proposed as demulsifiers. The most effective of them is diproxa - min-157 [DPK-157], developed by VNIINP.
Ecology / 4. Industrial ecology and occupational medicine
Ermolaeva N.V., Doctor of Technical Sciences Yu.V. Golubkov, Ph.D. Aung Khaing Pugh
Moscow State Technological University "Stankin"
Minimizing health effects of oil-based cutting fluids
The threat to human health and well-being associated with environmental pollution is currently one of the most pressing problems. According to the World Health Organization, environmental pollution is responsible for approximately 25% of all diseases worldwide, with children accounting for more than 60% of diseases caused by this cause.
Lubricating and cooling technological means (COTS), the overwhelming majority of which are lubricating and cooling liquids (coolant), are an integral element of technological processes in modern metalworking industries. There are a number of requirements for oil-based coolants. In particular, they should not cause a pronounced biological effect on the skin and respiratory organs of the worker, when exposed to mucous membranes, they should have a minimal irritating effect, have a low ability to form oil mist, and should not contain 3,4-benzpyrene and some other hazardous substances.
The main health risk factor for those working with oil coolants is the intake of aerosols of oil, formaldehyde, acrolein and other products of thermooxidative destruction into the respiratory tract. It was found that even if the MPC in the working area is observed for acrolein, benzene, formaldehyde, 3,4-benzpyrene, acetaldehyde, the individual lifetime carcinogenic risk with twenty years of production experience can reach 9 *10 -3 , and with thirty years of experience - 1.3 *10 -2 , which is significantly higher than the acceptable (1 *10 -3 ) for professional groups. Despite the fact that for almost all the components that make up the cutting fluid and the products of their thermooxidative destruction, there are MPCs, the cutting fluid, being complex mixtures, can have an adverse effect on human health. Since it is difficult to reliably predict this effect on the basis of theoretical analysis, a mandatory step in determining the degree of danger of cutting fluids is their toxicological assessment, which determinesLD 50 , LC 50 , the ability to irritate the skin and mucous membranes, sensitizing and mutagenic properties, hazard class.
Most often, oil cutting fluids are made on the basis of industrialoils. Therefore nit is of considerable interest to determine the molecular composition of industrial oils in order to find individual compounds - potential environmental pollutants. Such data are necessary for the development and adoption of measures for the implementation of active methods of protecting personnel and the environment from harmful components of oil cutting fluids.
In this work, we have studied the molecular composition of some brands of oil cutting fluids (MP-3, MP-3K, SP-4) and industrial oil (I-40A) using a gas chromatography-mass spectrometric method. As a result of the studies, it was found that the most harmful substances for humans and the environment in the MR-3 coolant are benzene homologues - ethylbenzene and m-xylene, present in an amount from 2.4 to 3.3 ng / g. It was also found that the MP-3K coolant contains polycyclic aromatic hydrocarbons: 3-methylphenanthrene, 9- and 2-methylanthracene in an amount from 6.0 to 21.2 ng / g. It has been shown that the most harmful substances in the SP- 4 are halogenated organic compounds contained in an amount of 0.3 to 1.0 μg / g.
Almost all organic substances are hazardous to the environment. The most potent carcinogens in petroleum oils are aromatic hydrocarbons (MAC 0.01..100 mg / m³), \u200b\u200bolefins (1 ... 10 mg / m³), \u200b\u200bas well as compounds of sulfur, nitrogen and oxygen. At present, it is difficult to isolate the most harmful substances for the environment, since many of them, including alkyl phenols, have a structure similar to sex hormones, and affect the reproductive health of people, cause the growth of cancer. For example, the carcinogenic effect of nonylphenol, which accelerates the development of cancer cells, was accidentally discovered.
One of the principles of the scientific and educational complex "Engineering Ecology, Occupational Safety and Life" at the Moscow State Technical University "Stankin" is the priority of minimizing the impact on the environment and humans over the management of this impact. The implementation of this principle is that it is necessary to reduce the impact on the environment and humans directly at the source, and not then take measures to manage this impact through the construction of different types of treatment facilities, waste disposal, their neutralization, etc.
Let's list the possible methods of cleaning industrial oil I-40A and the mentioned oil cutting fluids from harmful components. Hydrotreating - the most effective method for removing sulfur compounds of all types from petroleum products. Adsorption on natural clays and other adsorbents - universal cleaning method. This work, in our opinion, should be carried out at the coolant manufacturing plant.
Literature:
1. Onishchenko G.G., Zaitseva N.V., Ulanova T.S. Control of the content of chemical compounds and elements in biological media: Manual. - Perm: Book format, 2011 .-- 520 p.
2. Lubricating and cooling technological means and their application in cutting: Handbook / Under the General. ed. L.V. Khudobin, Moscow: Mechanical Engineering, 2006, 544 p.
3. Maistrenko V.N., Klyuev N.A. Ecological and analytical monitoring of persistent organic pollutants. - M .: BINOM. Knowledge laboratory, 2004 .-- 323 p.
18.09.2012
Turbine oils: classification and application
1. Introduction
Steam turbines have been around for over 90 years. They are rotating element motors that convert steam energy into mechanical work in one or more steps. A steam turbine is usually connected to a drive machine, most often through a gearbox.
The steam temperature can reach 560 ° C, and the pressure is in the range from 130 to 240 atm. Improving efficiency by increasing steam temperature and pressure is a fundamental factor in improving steam turbines. However, high temperatures and pressures increase the demands on the lubricants used to lubricate turbines. Turbine oils were originally made without additives and could not meet these requirements. Therefore, additives have been used in steam turbines for about 50 years. These turbine oils contain oxidation inhibitors and anticorrosive agents and, subject to certain specific regulations, provide high reliability. Modern turbine oils also contain small amounts of extreme pressure and anti-wear additives to protect the lubricated components from wear. Steam turbines are used in power plants to drive power generators. In conventional power plants, their output capacity is 700-1000 MW, while in nuclear power plants this figure is about 1300 MW.

2. Requirements for turbine oils - characteristics
The requirements for turbine oils are determined by the turbines themselves and the specific conditions of their operation. Oil in the lubrication and control systems of steam and gas turbines must perform the following functions:
... hydrodynamic lubrication of all bearings and gearboxes;
... heat dissipation;
... functional fluid for control and safety circuits;
... prevention of friction and wear of the teeth legs in turbine gearboxes during shock rhythms of turbine operation.
Along with these mechanical and dynamic requirements, turbine oils must have the following physical and chemical characteristics:
... resistance to aging during long-term operation;
... hydrolytic stability (especially if additives are used);
... anti-corrosion properties even in the presence of water / steam, condensate;
... reliable water separation (vapors and condensed water);
... fast deaeration - low foaming;
... good filterability and high purity.
Only carefully selected base oils containing special additives can meet these stringent requirements for lubricants for steam and gas turbines.
3. Compositions of turbine oils
Modern turbine lubricants contain special paraffinic oils with good viscosity-temperature characteristics, as well as antioxidants and corrosion inhibitors. If turbines with gearboxes require a high degree of load-carrying capacity (for example: failure stage in a gear test FZGnot lower than 8 DIN 51 354-2, EP additives are added to the oil.
Turbine base oils are currently produced exclusively by extraction and hydrogenation. Operations such as refining and subsequent high pressure hydrotreating largely determine and influence characteristics such as oxidative stability, water separation, deaeration and pricing. This is especially true with regard to water separation and deaeration, as these properties cannot be significantly improved with additives. Turbine oils are usually obtained from special paraffinic base oil fractions.
Phenolic antioxidants in combination with amine antioxidants are introduced into turbine oils to improve their oxidative stability. To improve the anti-corrosion properties, non-emulsifiable anti-corrosion agents and passivators of non-ferrous metals are used. Contamination with water or water vapor does not have a harmful effect, since these substances remain in suspension. When using standard turbine oils in gearbox turbines, low concentrations of thermally stable and oxidation-resistant extreme pressure / antiwear additives with long service life (organophosphates and / or sulfur compounds) are added to the oils. In addition, silicone-free antifoam and depressant additives are used in turbine oils.
Close attention should be paid to the complete elimination of silicones in the antifoam additive. In addition, these additives must not adversely affect the deaeration characteristics of the (very sensitive) oil. Additives must be ash free (eg zinc free). Purity of turbine oil in tanks in accordance with ISO 4406 should be within 15/12. It is necessary to completely exclude contacts between the turbine oil and various circuits, wires, cables, insulating materials containing silicones (strictly observe during production and use).
4. Turbine lubricants
For gas and steam turbines, special paraffinic mineral oils are usually used as lubricants. They serve to protect turbine and generator shaft bearings and gearboxes in their respective designs. These oils can also be used as hydraulic fluid in control and safety systems. In hydraulic systems operating at a pressure of about 40 atm (if there are separate circuits for lubricating oil and oil for regulation, the so-called spiral circuit systems), fire-resistant synthetic fluids of the type HDF-R ... 2001 was revised DIN 51 515 entitled "Lubricating and control fluids for turbines" (part 1 -L-TDofficial service, specifications), and new so-called high-temperature turbine oils are described in DIN1515, part 2 (part 2- L-TG turbine lubricants and control fluids - for high temperature operating conditions, specifications). The next standard is ISO 6743, part 5, family T (turbines), classification of turbine oils; latest version of the standard DIN 51 515, published in 2001/2004, contains the classification of turbine oils, which are given in table. 1.
|
|||||||||||||||
Requirements for DIN 51 515-1 - oils for steam turbines and DIN51 515-2 - high-temperature turbine oils are given in table. 2 and 3.
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

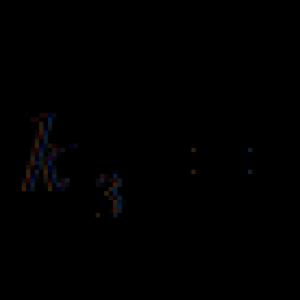
Atmospheric air enters the air intake 1 through a system of filters and is fed to the input of a multistage axial compressor 2. The compressor compresses atmospheric air and supplies it under high pressure to the combustion chamber 3, where a certain amount of gas fuel is supplied through the nozzles. Air and fuel mix and ignite. The air / fuel mixture burns, releasing a large amount of energy. The energy of the gaseous combustion products is converted into mechanical work due to the rotation of the blades of the turbine 4 by jets of incandescent gas. Part of the energy obtained is spent on compressing the air in the compressor 2 of the turbine. The rest of the work is transferred to the electric generator through the drive shaft 7. This work is the useful work of the gas turbine. Combustion products, which have a temperature of the order of 500-550 ° C, are removed through the exhaust duct 5 and the turbine diffuser 6, and can be further used, for example, in a heat exchanger to obtain thermal energy.
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
ISO 6743-5 classifies turbine oils according to their purpose (for steam or gas turbines) and according to the content of extreme pressure agents (Table 4).
|
||||||||||||

Specification according ISO 6743-5 and in accordance with ISO CD 8086 “Lubricants. Industrial oils and related products (class L) - Family T (turbine oils), ISO-L-T still under consideration ”(2003).
Synthetic fluids of the PAO type and phosphoric acid esters are also described in ISO CD 8068 2003 (see table 5).
|
||||||||||||||||||||||||

|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

5. Circulation circuits of turbine oils
For the lubrication of turbines in power plants, oil circuits play a particularly important role. Steam turbines are usually equipped with pressurized oil circuits and control circuits, as well as separate tanks for the lube oil and control circuit oil.
Under normal operating conditions, the main oil pump, driven by a turbine shaft, draws oil from the reservoir and pumps it into the control and bearing lubrication circuits. The pressure and control circuits are usually pressurized in the range of 10-40 atm (the pressure of the main turbine shaft can reach 100-200 atm). The temperature value in the oil container is in the range from 40 to 60 ° C. The speed of oil supply to the feed circuits is from 1.5 to 4.5 m / s (about 0.5 m / s in the return circuit). Cooled oil that has passed through the pressure reducing valves enters the bearings of the turbine, generator and, possibly, the gearbox under a pressure of 1-3 atm. The individual oils are returned to the oil tank at atmospheric pressure. In most cases, turbine and generator shaft bearings have white metal liners. Axial loads are usually absorbed by the bearings. The lube oil circuit of a gas turbine is basically similar to that of a steam turbine. However, in gas turbines, rolling bearings and plain bearings are sometimes used.
The large oil circuits are equipped with centrifugal filtration systems. These systems ensure the removal of the smallest particles of contaminants along with aging products and sludge. Depending on the size of the turbine in the transfer systems, oil is passed through filters every five hours using special pumps. The oil is removed from the lowest point of the oil tank and filtered just before returning back. If oil is taken from the main flow, then the flow rate should be reduced to 2-3% of the main pump capacity. The following types of equipment are often used: oil centrifuges, paper filters, fine cellulose cartridge filters, and filter units with separators. The use of a magnetic filter is also recommended. Sometimes bypass and mainstream filters are equipped with cooling devices to lower the temperature of the filtered oil. If there is a possibility of water, steam or other contaminants entering the system, it should be possible to remove the oil from the tank using a mobile filter or centrifuge. To do this, a special connecting pipe must be provided in the lower part of the tank, which can also be used for taking oil samples.
Oil aging also depends on how and at what speed oil is pumped through the circuit. If the oil is pumped too quickly, the excess air is dispersed or dissolved (problem: cavitation in bearings, premature aging, etc.). Foaming of the oil in the oil container can also occur, but this foam usually breaks down quickly. Various engineering measures can be used to positively influence the deaeration and foaming in the oil container. Such measures include oil tanks with a larger surface area and return loops with larger pipes. Simple measures such as returning the oil to the container through an inverted U-pipe also have a positive effect on the deaeration capacity of the oil and have a good effect. Installing a choke in the tank also gives positive results. These measures extend the time it takes for water and solid contaminants to be removed from the oil.
6. Turbine flush oil circuits
All oil lines must be mechanically cleaned and flushed before commissioning. Even contaminants such as cleaning agents and anti-corrosion agents (oils / greases) must be removed from the system. Then it is necessary to introduce oil in order to flush. Flushing requires about 60-70% of the total oil volume. The flush pump must be running at full capacity. It is recommended to remove the bearing and temporarily replace it with a clean one (to avoid contaminants entering the gap between the shaft and the bearing shells). The oil should be repeatedly heated to 70 ° C and then cooled to 30 ° C. Expansion and contraction in piping and fittings is designed to remove dirt in the circuit. Shaft bearing shells must be flushed sequentially to maintain high operating speed. After a 24-hour flush, oil filters, oil sieves and bearing oil sieves can be installed. Mobile filter units, which can also be used, should have a mesh size of no more than 5 μm. All parts of the oil supply chain, including spare equipment, must be thoroughly flushed. All units and parts of the system must be cleaned from the outside. The flushing oil is then drained from the oil tank and refrigerators. Its secondary use is also possible, but only after very fine filtration (bypass filtration). In addition, the oil must be thoroughly analyzed beforehand to ensure it meets the specification. DIN51 515 or special hardware specifications. Flushing should be carried out until solid contaminants are found on the filter and / or a measurable increase in pressure in the bypass filters after 24 hours is recorded.It is recommended that flushing be carried out over several days, as well as oil analysis after any modifications or repairs ...
7. Monitoring and maintenance of turbine oils
Under normal conditions, monitoring the oil at 1 year intervals is sufficient. Typically, this procedure is carried out in the manufacturer's laboratories. In addition, a weekly visual inspection is required to timely detect and remove oil contaminants. The most reliable method is centrifuging the oil in a bypass circuit. When operating the turbine, the pollution of the air surrounding the turbine with gases and other particles should be taken into account. A method such as replenishing lost oil (refreshing additive levels) is worth considering. Filters, sieves, and parameters such as temperature and oil level should be checked regularly. In case of prolonged shutdowns (more than two months), the oil should be recirculated daily and the water content should be checked regularly. Waste control:
... fire resistant fluids in turbines;
... waste lubricating oils in turbines;
... waste oils in turbines.
carried out in the laboratory of the oil supplier IN VGB Kraftwerktechnic Merkbl tter, Germany ( VGB- Association of German Power Plants) describes the analysis as well as the required values \u200b\u200bof the various properties.
8. Service life of steam turbine oils
The typical life of steam turbines is 100,000 hours. However, the antioxidant level is reduced to 20-40% of the level in fresh oil (oxidation, aging). Turbine life is highly dependent on the quality of the turbine base oil, operating conditions - temperature and pressure, oil circulation rate, filtration and maintenance quality, and finally the amount of fresh oil fed (this helps maintain adequate additive levels). Turbine oil temperature depends on bearing load, bearing size and oil flow rate. Radiation heat can also be an important parameter. The oil circulation factor, ie the ratio between the flow volume h -1 and the volume of the oil container, should be in the range from 8 to 12 h -1. This relatively low oil circulation factor ensures efficient separation of gaseous, liquid and solid contaminants, while air and other gases can be vented to the atmosphere. In addition, low circulation factors reduce thermal stress on the oil (in mineral oils, the oxidation rate doubles when the temperature rises by 8-10 K). During operation, turbine oils are significantly enriched with oxygen. Turbine lubricants are exposed to air at a number of points around the turbine. Bearing temperatures can be controlled using thermocouples. They are very high and can reach 100 ° C, and even higher in the lubrication gap. Bearing temperatures can reach 200 ° C with local overheating. Such conditions can only occur in large volumes of oil and at high circulation rates. The temperature of the oil drained from the plain bearings is usually in the range of 70-75 ° C, and the temperature of the oil in the tank can reach 60-65 ° C, depending on the oil circulation factor. The oil remains in the tank for 5-8 minutes. During this time, the air entrained in the flow of oil is deaerated, and solid pollutants precipitate and are released. If the temperature in the tank is higher, then the additive components with a higher vapor pressure may evaporate. The problem of evaporation is compounded by the installation of vapor extraction devices. The maximum temperature of the plain bearings is limited by the threshold temperatures of the white metal bearing shells. These temperatures are around 120 ° C. Currently, bearing shells are being developed from metals that are less sensitive to high temperatures.
9. Gas Turbine Oils - Applications and Requirements
Gas turbine oils are used in stationary turbines used to generate electricity or heat. Compressor air vents pressurize the gas supplied to the combustion chambers up to 30 atm. Combustion temperatures depend on the type of turbine and can reach 1000 ° C (usually 800-900 ° C). Exhaust gas temperatures usually range around 400-500 ° C. Gas turbines with a capacity of up to 250 MW are used in urban and suburban steam heating systems, in the paper and chemical industries. The advantages of gas turbines are their compactness, quick start-up (<10 минут), атакже в малом расходе масла и воды. Масла для паровых турбин на базе минеральных масел применяются для обычных газовых турбин. Однако следует помнить о том, что температура некоторых подшипников в газовых турбинах выше, чем в паровых турбинах, поэтому возможно преждевременное старение масла. Кроме того, вокруг некоторых подшипников могут образовываться «горячие участки», где локальные температуры достигают 200—280 °С, при этом температура масла в баке сохраняется на уровне порядка 70—90 °С (горячий воздух и горячие газы могут ускорить процесс старения масла). Температура масла, поступающего в подшипник, чаще всего бывает в пределах 50— 55 °С, а температура на выходе из подшипника достигает 70—75 °С. В связи с тем, что объем газотурбинных масел обычно меньше, чем объем масел в паровых турбинах, а скорость циркуляции выше, их срок службы несколько короче. Объем масла для электрогенератора мощностью 40—60 МВт («General Electric ") is approximately 600-700 liters, and the oil life is 20,000-30,000 hours. For these applications, we recommend semi-synthetic turbine oils (specially hydrotreated base oils) - the so-called group III oils - or fully synthetic oils based on synthetic PAOs. In civil and military aviation, gas turbines are used as traction motors. Since the temperature in these turbines is very high, special low-viscosity ( ISO VG10, 22) synthetic oils based on saturated esters (for example, oils based on polyol esters). These synthetic esters, used for the lubrication of aircraft engines or turbines, have a high viscosity index, good thermal stability, oxidation stability and excellent low temperature performance. Some of these oils contain additives. Their pour point ranges from -50 to -60 ° C. Finally, these oils must meet all the requirements of military and civilian aircraft engine oils. Aircraft turbine lubricants can in some cases also be used for the lubrication of helicopter, marine, stationary and industrial turbines. Aviation turbine oils containing special naphthenic base oils ( ISO VG 15-32) with good low temperature performance.

10. Fire-resistant liquids, not containing water, used in power plants
For safety reasons, flame-retardant fluids are used in control and control circuits exposed to fire and fire hazards. For example, in power plants, this applies to hydraulic systems in high temperature areas, in particular near overheated steam pipes. Fire resistant fluids used in power plants are generally water-free; these are synthetic fluids based on phosphoric acid esters (type DFD-R by DIN 51 502 or ISO VG 6743-0, ISO VG 32-68). These HFD fluids have the following features. The specifications for complex triaryl phosphate turbine fluids are described in ISO / DIS 10 050 - category ISO-L-TCD... According to them, such liquids should have:
... fire resistance;
... spontaneous combustion temperature above 500 "C;
... resistance to self-oxidation at surface temperatures up to 300 ° C;
... good lubricating properties;
... good protection against corrosion and wear;
... good aging resistance;
... good demulsibility;
... low foaming ability;
... good deaeration characteristics and low saturated vapor pressure.
To improve oxidative stability, additives (possibly foam inhibitors), as well as rust and corrosion inhibitors, are sometimes used. According to the 7th Luxembourg Report ( The 7th Luxembourg Report) maximum permissible temperature HFD liquids in hydrodynamic systems is 150 ° C, and constant temperatures of liquids should not exceed 50 ° C. These synthetic phosphoric acid ester fluids are commonly used in control loops, but in some special cases they are also used to lubricate rolling bearings in turbines (as well as other hydraulic systems in steam and gas turbines). However, systems must be designed taking into account the fact that these fluids will be used ( HFD - compatible elastomers, colors and coatings). In the standard (E) DIN 51 518 lists the minimum fluid requirements for power plant control systems. For more information, refer to instructions and data sheets related to fire resistant fluids, such as VDMA sheet 24317 and in CETORrecommendations R39 N and R97 H... Information related to the exchange of one fluid for another is contained in VDMA sheet 24314 and CETOR Rp86 H.

11. Lubrication of hydraulic turbines and hydroelectric power plants
Hydro power plant personnel must pay particular attention to the use of water pollutants such as lubricants. Hydroelectric power plants use oils both with additives and without them. They are used for the lubrication of bearings and gearboxes on main and auxiliary equipment, as well as regulation and control devices. When choosing lubricants, take into account the specific operating conditions in hydraulic power plants. Oils should have good water-releasing and deaerating properties, low foaming properties, good anti-corrosion properties, high anti-wear properties ( FZG load stage in gearboxes), good aging resistance and compatibility with standard elastomers. Due to the lack of established standards for hydraulic turbine oils, the basic requirements for them coincide with the specifications for general turbine oils. The viscosity of oils for hydraulic turbines depends on the type and design of the turbine, as well as on the operating temperature, and can be in the range from 46 to 460 mm 2 / s (at 40 ° C). For such turbines, lubricating oils and oils for a control system of the type TD and LTD by DIN 51 515. In most cases, the same oil can be used to lubricate bearings, transmissions and control systems. Typically, the viscosity of such turbine and bearing oils ranges from 68 to 100 mm 2 / sec. When starting turbines, the temperature of the oils used in the control systems must not fall below 5 ° C, and the temperature of the lubricating oils for bearings must not be below 10 ° C. If the equipment is in a cold environment, the installation of oil heaters is highly recommended. Hydro turbine oils do not experience strong thermal loads, and their volumes in tanks are quite high. Therefore, the service life of turbine oils is quite long. In hydroelectric power plants, oil sampling intervals for analysis can be lengthened accordingly. Particular attention should be paid to the sealing of the turbine lubricating oil circuits to prevent water from entering the system. In recent years, biodegradable turbine oils based on saturated esters have been successfully used. Compared to mineral oils, these products are more readily biodegradable and fall into a lower category of water pollutants. In addition, hydraulic oils such as HLP46 (with no zinc additives) are readily biodegradable fluids such as HEES 46 and greases NLGIgrades 2 and 3 are used in hydroelectric power plants.
Roman Maslov.
Based on materials from foreign publications.