Kursy 6 sigma kanban lin. Koncepcja Six Sigma
Michael George Rozdział z Lean Six Sigma w służbie. Jak Lean Speed i Six Sigma Quality napędzają rozwój biznesu?
Wydawnictwo „Mann, Iwanow i Ferber”

Ryż. 2. Rozkład normalny Granice rozkładu normalnego wynoszą 6 a
Wskaźniki zastosowane w koncepcji Six Sigma pozwalają na porównanie rozkładu rzeczywistych wyników z zakresem dopuszczalnych wartości (wymagania klienta). Wada to każda wartość, która nie odpowiada wymaganiom klienta. Im większy obszar pod krzywą rozkładu mieści się w zakresie wymagań klienta, tym wyższy poziom sigma. Aby porównać różne procesy, zamiast liczby defektów stosuje się pojęcie „procentu” defektów (lub „defektów na milion szans”).

Six Sigma to proces, który daje 3,4 defektów na milion możliwości, biorąc pod uwagę oczekiwane odchylenia.
Oto jeden przykład: każda firma planująca rozwój budownictwa w Fort Wayne szybko przekonała się, że prowadzenie interesów w tym mieście jest, delikatnie mówiąc, problematyczne. Między innymi samo uzyskanie niezbędnych zezwoleń często trwało blisko dwa miesiące (średnio 51 dni). Zespół pracowników miejskich przeprowadził analizę porównawczą i zidentyfikował luki, które uniemożliwiały Fort Wayne konkurowanie z innymi miastami, w których podobny problem został rozwiązany w niecały miesiąc.
Zespół, którego zadaniem było usprawnienie procesu wydawania pozwoleń, wkrótce zidentyfikował najważniejsze kroki, wyeliminował zbędne kroki i opracował znormalizowane procedury z jasnymi wytycznymi. Kiedy proces zaczął być wdrażany w nowy sposób, 95% pozwoleń wydano w czasie krótszym niż 10 dni. Wielu klientów - firm, które wcześniej niechętnie budowały w Fort Wayne - natychmiast zauważyło tę poprawę.
ABC Lean Manufacturing
Każda dyscyplina ma swój własny język, a szczupła produkcja nie jest wyjątkiem. Jest wiele terminów, które musisz zrozumieć i zbadać możliwości Lean (w tej książce spotkasz je wszystkie).
Czas realizacji i szybkość procesu
Czas realizacji wskazuje, ile czasu zajmuje dostarczenie produktu lub usługi od momentu otrzymania zamówienia. Prosta formuła znana jako prawo Little'a (od nazwiska matematyka, który to udowodnił) pomaga zrozumieć czynniki wpływające na czas realizacji:
To równanie pozwala nam określić, ile czasu zajmie wykonanie jednostki pracy (czas realizacji), biorąc pod uwagę ilość pracy w toku (praca w toku) oraz ilość pracy, którą możemy wykonać w ciągu dnia, tygodnia itp. (wydajność).
Prawo Little'a oznacza znacznie więcej, niż mogłoby się wydawać na pierwszy rzut oka. Większość z nas nie ma pojęcia o wydajności, nie mówiąc już o wskaźnikach wariancji. Już sama myśl o konieczności śledzenia każdego etapu realizacji zamówienia – zwłaszcza, gdy taki proces trwa kilka dni lub tygodni – przyprawia nas o przygnębienie. (Wróć do historii uzyskiwania pozwoleń w mieście Fort Wayne i wyobraź sobie, jak to jest śledzić proces, który trwa 51 dni.) Dzięki wartościom dwóch zmiennych biorących udział w tym równaniu możemy określić trzecią. Innymi słowy, jeśli znasz WIP i produktywność, możesz określić czas realizacji. Jeśli znasz czas realizacji i produktywność, możesz oszacować PWT w procesie.
Produkcja niedokończona
Czasami osoby zajmujące się świadczeniem usług unikają określenia „produkcji w toku”, ponieważ termin ten tradycyjnie kojarzy się z linią produkcyjną. Jednak sama koncepcja ma zastosowanie do prawie każdego procesu. Jeśli czujesz potrzebę przetłumaczenia tego terminu Lean na swój biznes, spróbuj myśleć o WIP jako o „rzeczach” w procesie. Tymi „przedmiotami” mogą być wymagania klientów, paragony do przetworzenia, telefony do odebrania, raporty do wypełnienia itd. – każda praca oczekująca na wykonanie. Niemal wszędzie w tej książce używany jest termin „praca w toku”. W obliczu tego pomyśl o swojej własnej pracy io tym, ile niedokończonych spraw masz na biurku, czekając na skrzydłach na komputerze lub na automatycznej sekretarce. Wszystko to jest w toku.
Celem szczupłej produkcji jest stworzenie warunków, dzięki którym dysponujesz wystarczającymi zasobami, a praca jest wykonywana w określonym tempie, zgodnie z życzeniami klientów. Co ważniejsze, dzięki ustandaryzowanemu procesowi Lean pozwala szybko reagować na sygnały klientów, co oznacza, że proces jest przewidywalny, zarządzalny i stabilny.
Jim Kaminsky, zastępca wiceprezesa, Bank One
Opóźnienia/czasy oczekiwania
Praca w toku oznacza, że jest praca do wykonania. W języku Lean ta praca jest „w linii”; a czas, w którym się go nie zajmuje, nazywa się „czasem oczekiwania”. Czas w kolejce, niezależnie od czasu trwania i przyczyn, to opóźnienie.
Praca z wartością dodaną i praca bez wartości dodanej
Kiedy zaczniesz śledzić przepływ pracy, staje się jasne, że niektóre czynności dodają wartości z punktu widzenia klienta (i z tego powodu są nazywane pracą z wartością dodaną). Aby sprawdzić, czy praca wnosi wartość dodaną, zadaj sobie pytanie, czy Twój klient byłby skłonny za nią zapłacić, gdyby wiedział, że jest ona wliczona w całkowitą cenę produktu. Jeśli najprawdopodobniej odmawia za to zapłaty lub woli robić interesy z dostawcą, który nie ponosi takich kosztów, jest to praca, która nie dodaje wartości.
Wydajność procesu
W przypadku każdego procesu świadczenia usług bardzo ważnym wskaźnikiem jest odsetek całkowitego czasu cyklu, który jest poświęcony na działania o wartości dodanej. Wskaźnik ten jednocześnie pokazuje udział strat i nazywany jest wydajnością cyklu procesu. Jest to stosunek czasu wartości dodanej do całkowitego czasu realizacji:
Wydajność procesu = Czas wartości dodanej dla klienta / Całkowity czas realizacji.
Jeśli wydajność procesu jest poniżej 10%, to proces jest przeciążony odpadami nietworzącymi wartości i można go poprawić.
Straty
Jak właśnie pokazaliśmy, marnotrawstwo to wszystko, co nie dodaje wartości z punktu widzenia klienta: czas, koszt, praca. We wszystkich organizacjach są pewne straty, ponieważ wszędzie są słabości. To właśnie ich należy wyeliminować podczas optymalizacji. Wielkość strat w jakiejkolwiek działalności jest proporcjonalna do czasu trwania opóźnień w toku pracy. Produkcja odchudzona uczy nas rozpoznawania i eliminowania marnotrawstwa, a nie bezmyślnego podążania utartym szlakiem. W praktyce lean manufacturing istnieje siedem rodzajów marnotrawstwa.
Kluczowe lekcje Lean
Z powyższego można wyciągnąć kilka pozornie bardzo prostych, ale niezwykle ważnych wniosków, które mówią, że przy pomocy lean manufacturing możemy szybko osiągnąć poprawę. Oto ustalenia, które zostaną omówione bardziej szczegółowo poniżej.
- Większość procesów nie jest „odchudzonych” i charakteryzuje się wydajnością procesu mniejszą niż 10%.
- Ograniczenie pracy w toku jest najważniejsze (ponieważ nie możesz kontrolować pracy w toku, nie możesz kontrolować czasu realizacji).
- Każdy proces powinien działać w systemie „pull”, a nie w systemie „push”, co eliminuje różnice w czasie realizacji.
- Około 20% pracy generuje 80% wszystkich opóźnień.
- Nie możesz poprawić tego, czego nie widzisz: musisz zwizualizować proces na podstawie danych.
Lekcja 1 Większość procesów nie jest „szczupła”
Przypuszczam, że nie zdziwisz się, gdy dowiesz się, że w „odchudzonych” procesach usługowych większość pracy — 50% lub więcej — jest wykonywana w działaniach nieprzynoszących wartości. Można to zwizualizować na mapie procesu za pomocą kolorów lub innych technik, aby wizualnie odróżnić pracę przynoszącą wartość dodaną od pracy nieprzynoszącej wartości. Tak, ryc. 3 przedstawia początkowy fragment podstawowego schematu blokowego opracowanego przez zespół Lockheed Martin. Zespół ten stwierdził, że 83% pracy wykonanej między złożeniem zamówienia a otrzymaniem produktu nie dodaje wartości (tj. jest marnotrawstwem). Należą do nich poprawianie błędów, żądanie wyceny od hurtowni (choć ceny mogą być negocjowane z wyprzedzeniem), uzyskiwanie poprawionych rysunków i inne działania spowodowane opóźnieniami na wcześniejszych etapach procesu.
Czy prędkość może obniżyć jakość?
Wszyscy byliśmy w sytuacjach, w których wymóg „szybszej pracy” powodował problemy z jakością i w rezultacie spowalniał procesy. Dlatego rozsądnie byłoby się obawiać: czy podejście lean mające na celu przyspieszenie procesu spowoduje pogorszenie jakości? To się nie dzieje. Czemu? Ponieważ odchudzanie skraca czas, eliminując czynności, które nie dodają wartości, eliminując kolejki, skracając czas między czynnościami dodającymi itd. Lean zazwyczaj pozostawia nienaruszone krytyczne etapy procesu, które zapewniają wartość dla klienta. Wykorzystanie narzędzi Six Sigma do operacji tworzenia wartości zmniejsza liczbę defektów, co z kolei przyspiesza etapy dodawania wartości.
Jednakże, ponieważ te etapy zwykle stanowią mniej niż 10% całkowitego czasu realizacji, zwiększenie szybkości procesów dodawania wartości ma niewielki wpływ na szybkość całego procesu. Wpływ zwiększa się znacząco tylko wtedy, gdy działania nieprzynoszące wartości zostaną wyeliminowane.

Ryż. 3. Prosty schemat blokowy (ilustrujący działania przynoszące wartość dodaną i działania nieprzynoszące wartości)
Zespół Lockheed Martin Supply Center odkrył, że większość pracy od momentu złożenia zamówienia do odbioru materiałów to marnotrawstwo (bez wartości dodanej). Podjęto środki mające na celu skompensowanie błędów, pominięć i opóźnień na wcześniejszych etapach procesu, a także środki mające na celu zmniejszenie ogromnej różnorodności niejednorodnych zadań (złożoności). Drobniejsze uszczegółowienie strumienia wartości (reprezentujące 248 etapów na wymaganym poziomie szczegółowości) i późniejsze zmniejszenie złożoności poprzez standaryzację wyeliminowały wiele odpadów. Wyniki tych ulepszeń pozwoliły firmie obniżyć koszty zakupów o połowę.
Lekcja nr 2. Podstawowym zadaniem jest ograniczenie prac w toku
Wróćmy do prawa Little'a.
Czas realizacji = WIP / Wydajność.
Ta równość nie jest tylko konstrukcją teoretyczną, ma wiele praktycznych implikacji. Przede wszystkim pokazuje, że istnieją dwa sposoby na skrócenie czasu realizacji - albo poprzez zmniejszenie WIP, albo przez zwiększenie produktywności. W każdej operacji, która nie wiąże się z bezpośrednim kontaktem z klientem, czyli tam, gdzie praca w toku to zamówienia, e-maile czy raporty, a nie ludzie, dużo łatwiej jest kontrolować ilość pracy w toku niż w celu zwiększenia produktywności. W rzeczywistości możesz przyspieszyć każdy proces - oszczędzając czas - po prostu zmniejszając WIP i nie robiąc nic w celu zwiększenia wydajności.
Ten wniosek wyjaśnia, w jaki sposób, stosując zasady lean manufacturing, można szybko osiągnąć pozytywne rezultaty. Ograniczenie ilości pracy otrzymanej do przetworzenia w jednostce czasu powinno być tak dalece, jak to możliwe. Poniżej wyjaśniono, co zrobić, jeśli praca w toku to „ludzie”, a najlepszym sposobem na zaoszczędzenie czasu realizacji jest podłączenie dodatkowej mocy w celu zwiększenia produktywności.
Dlaczego powinniśmy traktować priorytetowo prace w toku? Aby zmniejszyć jego wielkość, potrzebny jest tylko kapitał intelektualny. Poprawa produktywności wymaga inwestycji lub wzrostu płac, a oba te czynniki mają negatywny wpływ na zwrot z zainwestowanego kapitału, a tym samym na wartość dla akcjonariuszy. Prawo Little'a zapewnia matematyczną podstawę, która pozwala nam zastosować metody produkcji szczupłej w dowolnym procesie.
Lekcja nr 3. "Jak ograniczyć tę cholerną pracę w toku?" (Tworzenie systemu „pull”)
Rozejrzyj się po swoim miejscu pracy. Czy Twoja skrzynka e-mail jest pełna nieprzeczytanych wiadomości? Czy masz długą listę e-maili, których sprawdzenie zajmie kilka dni? Czy Twoja automatyczna sekretarka odmawia otrzymywania nowych wiadomości? Czy ktoś czeka na efekty Twojej pracy?
Wszystko to są różne formy pracy w toku, praca, którą czeka na Ciebie ktoś inny - kolega lub klient. Jako nowicjusz szczupły wiesz, że aby skrócić czas cyklu i zmniejszyć ilość odpadów, musisz zmniejszyć WIP. Wiesz, że praca w toku jest jak samochody na autostradzie: im więcej samochodów, tym prędkość ruchu na zatłoczonej drodze spada! Ale jak to zrobić?
Oczywiście nie można ograniczać pracy w toku w procesach bezpośrednio związanych z klientem, gdy praca w toku to klienci oczekujący na obsługę lub chcący kupić produkt (istnieją inne sposoby na utrzymanie lub skrócenie czasu realizacji w takich sytuacjach).
W przypadku każdej pracy, w której nie ma przed sobą klienta, kluczem do zmniejszenia WIP jest prawo Little'a. W procesach lean service istnieje etap poprzedzający sam proces, etap, w którym „kumulują się” czynniki wejściowe (wnioski o pracę, zamówienia, telefony itp.). Wtedy ktoś kontroluje wkład tych „czynników” do procesu.
Rozważmy następujący przykład. Niezależni dystrybutorzy potrzebowali informacji o ofertach handlowych z działu marketingu, aby określić kosztorys prac budowlanych. Byli niezadowoleni, że dział marketingu przedstawił te informacje od dwóch do trzech tygodni. Okres, który im odpowiadał, to trzy dni.
W ciągu kilku tygodni zespół zadaniowy zbierał dane, z których wynikało, że marketingowcy mogli przetworzyć średnio 20 ofert dziennie. Dystrybutorzy chcieli gwarantowanego 3 dniowego czasu realizacji; uzyskane dane wskazywały, że odchylenie w procesie wymagało bardziej rygorystycznego celu 2,4 dnia.
Ile prac w toku było dozwolone w tym procesie? Przechodząc do Prawa Little'a i zastępując 20 (produktywność) i 2,4 (czas realizacji) w formule, grupa robocza otrzymała maksymalną liczbę prac w toku równą 48 propozycji - tyle jest propozycji "w pracy" w danym momencie.
Czas realizacji = 2,4 dni = (WIP = 48 ofert) / (Produktywność = 20 ofert/dzień).
Do zarządzania takim systemem stworzyli stoisko, na którym wizualnie wyświetlają się informacje o liczbie przetwarzanych wniosków. Limit pracy w toku wynosił 48 wniosków, więc dopóki ich liczba nie spadła do 47, pracownik działu nie mógł rozpocząć przetwarzania nowych wniosków, jak pokazano na rys. 4.
Sekret działania tego systemu znajduje się w lewym dolnym rogu ryc. 4, który pokazuje napęd oznaczony jako „wejście”. (W zależności od charakteru Twojej pracy, to repozytorium może być fizycznym pojemnikiem lub elektroniczną bazą danych). Żądania nie wchodzą formalnie do procesu, gdy znajdują się w zbiorniku surowców. Jedynym sygnałem doprowadzającym pracę do wejścia procesu jest wyjście jednostki wyjścia z procesu – jest to układ „pull”. Gwarantowany czas realizacji usługi – około dwóch i pół dnia liczony jest od momentu wejścia aplikacji do procesu. Innymi słowy, system „pull” w branży usługowej oznacza podejmowanie świadomych decyzji, kiedy rozpocząć pracę w procesie. Jednak bardzo ważne jest, jak takie decyzje są podejmowane: wartości nie można przeoczyć. W tym przypadku chodzi o to, który bilet zostanie wprowadzony do procesu, gdy inny bilet został przetworzony. Nie jest właściwe przetwarzanie ofert na zasadzie „kto pierwszy, ten lepszy”, ponieważ niektóre oferty obiecują obiecujące zamówienia o wysokiej wartości, podczas gdy inne są zamówieniami małymi, wątpliwymi lub prawdopodobnie zostaną odrzucone.

Ryż. 4. System "Pull" do ofert handlowych na sprzedaż
Kwestię kolejności przetwarzania można rozwiązać, ustalając priorytety propozycji w zależności od perspektyw. Każda aplikacja charakteryzuje się następującymi trzema parametrami, z których każdy jest oceniany w systemie trzypunktowym:
- złożoność obliczeń;
- przewaga konkurencyjna;
- zysk brutto w dolarach.
Punkty za każde z kryteriów dla każdego wniosku są mnożone. W pierwszej kolejności do rozpatrzenia kierowane są wnioski z najwyższą oceną, nawet jeśli inne wnioski dłużej czekają na swoją kolej. (Nowy wniosek z oceną 9 jest wprowadzany do procesu szybciej niż wniosek z oceną 6 złożony wcześniej). Korzystając z tego systemu, pracownicy działu marketingu, w tej samej liczbie, byli w stanie zwiększyć dochód brutto o 70% i zwiększyć zysk brutto o 80%. (Oczywiście firma mogłaby zwiększyć produktywność poprzez zwiększenie liczby personelu marketingowego i poniesienie ogromnych kosztów.)
Jak stworzyć własny system „pull”?
Jak sprawić, by taki system działał dla Ciebie? Poniżej znajduje się przykładowa sekwencja działań.
- Zdefiniuj/potwierdź żądany poziom usług. Zapytaj klienta, jaki poziom obsługi chciałby uzyskać.
- Określ szybkość pracy swojego zespołu roboczego (na podstawie danych).
- Użyj prawa Little'a, aby określić maksymalną dozwoloną ilość pracy w toku.
- Ogranicz ilość pracy w toku do maksymalnej uzyskanej wartości.
- Umieść wszystkie przychodzące prace w koszu wejściowym.
- Opracuj system priorytetyzacji dla kolejności, w jakiej praca jest wprowadzana do procesu z dysku.
- Kontynuuj dalsze doskonalenie procesu, co pozwoli Ci zwiększyć szybkość pracy i osiągnąć dalsze skrócenie czasu realizacji.
Pozytywny wpływ Lean Six Sigma na takie sytuacje jest dwojaki: po pierwsze, w świadczeniu usług podejmowana jest decyzja, co nie miało miejsca wcześniej, na podstawie danych (zmienność popytu, praca w toku i produktywność). Po drugie, wykorzystuje narzędzia szybkości i jakości, które są stosowane przez tych, którzy są gotowi poświęcić czas i wysiłek, aby załatwić sprawy.
Ostrożnie! Nie traktuj klienta jak zapas lub surowiec!
Opisany powyżej system „pull” działa, gdy do przetwarzania przekazywane są dokumenty, e-maile, telefony itp. Jednak w procesie bezpośredniej komunikacji z klientem należy zachować akceptowalny poziom czasu reakcji i produktywności procesu realizacji usługi , co bez względu na to, co się stanie. Gdy klienci są WIP, nie można budować z nich zapasów i nie można wydłużyć czasu oczekiwania na usługę, a tym samym czasów realizacji. Prawo Little'a mówi, że jedyną możliwością w tym przypadku jest zwiększenie produktywności.
Jednym z problemów związanych z operacjami bezpośrednio do klienta są duże różnice w popycie, w których pracowite godziny przeplatają się z okresami przestojów.
Jeśli dynamika tej rotacji jest przewidywalna, można zwiększyć produktywność poprzez odpowiednią zmianę liczby pracowników obsługi: w godzinach szczytu można dodać dodatkowych pracowników, jak to ma miejsce w call center (call-center). Jeśli wariancje popytu są nieprzewidywalne, należy zastosować teorię kolejkowania, która pozwoli obliczyć, jak różne czynniki, takie jak wariancje podaży lub popytu, wpływają na WIP (a tym samym czas realizacji). Na przykład ryc. Rysunek 3.11 z Lean Six Sigma: Łączenie jakości Six Sigma z Lean Speed, przedstawiony na rysunku 3.11. Rysunek 5 pokazuje, że jeśli masz 20% marży wydajności, zmiany popytu mają niewielki lub żaden wpływ na czas oczekiwania klienta.

Ryż. 5. Negatywny wpływ ugięcia jest maksymalny podczas pracy na granicy wydajności
Wolne moce produkcyjne można zapewnić poprzez sprowadzenie personelu z innych działów, który jest przeszkolony w zakresie powiązanych umiejętności, lub poprzez zastosowanie systemu priorytetów (jak w opisanym powyżej systemie „pull”), który przydziela bardziej złożone usługi bardziej doświadczonym pracownikom.
Lekcja nr 4. Wydajność procesu pozwala określić ilościowo swoje możliwości
Zazwyczaj efektywność procesów w sektorze usług wynosi około 5% (tab. 1), czyli 95% czasu pracy spędza się na czekaniu. Straszny? Nadal będzie. I nie chodzi tylko o opóźnienia. Prawdą jest stare powiedzenie: im dłużej praca jest niedokończona, tym jest droższa. W procesach odchudzonych czas na dodanie wartości wynosi ponad 20% całkowitego czasu cyklu.
Tabela 1. Wydajność procesu

Nie zdziw się, jeśli procesy Twojej organizacji są mniej niż 5% wydajne. Nie zniechęcaj się. Doświadczenie pokazuje, że stosując podstawowe narzędzia Lean Six Sigma, szybko zaczniesz czerpać korzyści i będziesz w stanie obniżyć koszty o co najmniej 20%.
Wydajność procesu można zwizualizować, oddzielając czas dodawania wartości od czasu niewnoszącego wartość na osi czasu tworzenia wartości, jak pokazano na rysunku 2. 6. (Taka wizualna reprezentacja pomaga poruszyć i zainteresować ludzi!)

Ryż. 6. Oś czasu tworzenia wartości
Idea mapy czasu tworzenia wartości jest dość prosta. Konieczne jest prześledzenie przetwarzania dowolnej jednostki produkcyjnej i przypisanie czasu spędzonego do jednej z trzech kategorii: 1) dodawanie wartości, 2) nieuniknione straty - są one integralnym aspektem prowadzenia biznesu (praca, której klient nie chce zapłacić, ale z czego nie można zrezygnować - zgodność księgowa, prawna i inna) oraz 3) opóźnienia/straty. Następnie narysuj oś czasu i nakreśl na niej wszystkie trzy kategorie. W powyższym przykładzie zamówień Lockheed Martin można zauważyć, że od momentu otrzymania zamówienia przez centrum zaopatrzenia do momentu złożenia zamówienia mija cztery dni. Praca o wartości dodanej (ciemne obszary nad środkową linią) pokazuje, że w ciągu tych czterech dni kupujący spędził 14 minut na przetwarzaniu zamówienia. Większość czasu, który jest pokazywany jako spacja, to czas oczekiwania. Początkowo proces ten miał wydajność mniejszą niż 1% (14 minut z 4 dni lub 1920 minut).
Oś czasu tworzenia wartości śledzi ruch jednostki produkcyjnej w trakcie procesu i uwzględnia poświęcony czas. Nad środkową linią znajduje się czas, który dodaje wartości z punktu widzenia konsumenta; reszta to strata.
Lekcja nr 5. 20% pracy generuje 80% opóźnień
Aby osiągnąć główny cel lean manufacturing – szybkość – jest tylko jeden sposób: pozbyć się wszystkiego, co spowalnia proces. Mapowanie procesu i zbieranie danych dotyczących czasu cyklu, wariancji i złożoności pozwoli obliczyć czas opóźnienia dla każdej pojedynczej operacji procesu. Doświadczenie pokazuje, że w każdym procesie o wydajności 10% lub mniejszej 80% czasu realizacji jest „zjadane” przez mniej niż 20% operacji – kolejny przykład efektu Pareto w akcji! To 20% jest określane jako „ukryty czas stracony”, co staje się widoczne w mapowaniu strumienia wartości i może być reprezentowane jako oś czasu wartości (jak na rysunku 6).
Identyfikacja strat ukrytych jest jednym z najważniejszych problemów, ponieważ priorytet w tym przypadku określa długość opóźnienia. Dzięki prawidłowemu ustalaniu priorytetów celów będziesz mieć potężną dźwignię na finansowych wynikach ulepszeń.
Lekcja #6
Skoro możliwości obniżenia kosztów i skrócenia czasu realizacji usług są tak duże, dlaczego nie stosować Lean Six Sigma częściej?
Jedną z oczywistych korzyści związanych z produkcją jest możliwość obserwacji i śledzenia przepływu pracy. Przechodzisz wzdłuż linii produkcyjnej i widzisz, jak produkt jest przetwarzany i jak przechodząc z jednego miejsca pracy do drugiego, surowce lub materiały zamieniają się w produkt końcowy. Ten przepływ jest zawsze dokumentowany w dziale wysyłki, który rejestruje pracę o wartości dodanej. Ponadto widzisz namacalne dowody marnotrawstwa (produkcja w toku, złom, opóźnienia) w postaci stosów produkcji w toku lub złomu.
W świadczeniu usług znaczna część pracy pozostaje niewidoczna. Jednym naciśnięciem klawisza ktoś wysyła raport do innego biura na końcu korytarza lub w dowolnym miejscu na świecie. Ktoś naciska przycisk na telefonie i przełącza klienta z jednego działu (np. obsługa klienta) do innego (pomoc techniczna).
W usługach trudniej dostrzec coś więcej niż tylko przepływ (proces). Niemal równie trudno jest oszacować ilość prac w toku. Tak, niektórzy z nas mogą oszacować jego objętość, patrząc na stos papierów na stole lub licząc, ile osób czeka w kolejce na usługę. Ale znacznie częściej „praca” przybiera mniej widoczne formy – takie jak raporty czy zamówienia w formie elektronicznej czekające na przetworzenie, 20 maili do odpowiedzi, 10 klientów „wiszących” na linii telefonicznej.
Ale chociaż trudno jest uwidocznić przepływ pracy w branży usługowej, zrozumienie tego i oszacowanie pracy w toku jest warunkiem wstępnym korzystania z narzędzi lean w celu zwiększenia szybkości i zmniejszenia ilości odpadów. Do „uwidocznienia niewidzialnego” można użyć różnych map, w tym map strumienia wartości, które zobaczysz wielokrotnie w tej książce (przykład takiej mapy pokazano na rysunku 7).

Ryż. 7. Mapa strumienia wartości (mapa przebiegu procesu)
Ponadto ryc. Rysunek 7 pokazuje, że wiele procesów zarządzania jest nadmiernie złożonych. Na przykład w jednej firmie zatwierdzenie zmiany projektu wymaga podpisu siedmiu menedżerów, a formularz zatwierdzenia podróżuje tygodniami przez siedem tac dokumentów przychodzących. Ten proces świadczenia usług powoduje poważne problemy w procesie produkcyjnym, ponieważ uniemożliwia terminową zmianę rysunków (i produktów wykonanych zgodnie z tymi rysunkami). Długi cykl takiego procesu decyzyjnego oznacza, że po zidentyfikowaniu problemu jakościowego przeróbka będzie trwała bardzo długo, nawet po utworzeniu nowych rysunków, z których można wytwarzać produkty bez wad.
Kiedy firma przyjrzała się bliżej procesom uzyskiwania wszystkich siedmiu podpisów, stało się jasne, że pięciu z siedmiu menedżerów nie posiada wiedzy i umiejętności odpowiednich do pracy. Wystarczyło, że tych pięciu menedżerów otrzymało powiadomienie o zatwierdzeniu nowego dokumentu, który nie spowodowałby najmniejszej szkody dla procesu. Kopia tego dokumentu była nadal do nich wysłana, ponieważ przydatne było dla nich wiedzieć o zmianach, ale zostali wykluczeni z procesu decyzyjnego. Teraz dwóch pozostałych menedżerów ma mniej niż tydzień na przestudiowanie formularza i rozwiązanie wszystkich problemów, po czym proces może być kontynuowany.
zarządzanie wizualne
Bogactwo narzędzi do zarządzania wizualnego wykorzystywanych w produkcji lean można tłumaczyć korzyściami płynącymi z wizualnej reprezentacji pracy w toku, kosztów i kompetencji pracowników. Te narzędzia pozwalają:
- identyfikować i wizualizować priorytety pracy;
- wizualizować codzienne wskaźniki wydajności procesu („czy dzień był udany, czy nie?”);
- stworzyć sprzyjające warunki do komunikacji w miejscu pracy, a także między kierownictwem a pracownikami;
- przekazywać informacje zwrotne członkom zespołów roboczych, brygadzistom (przełożonym) i kierownikom oraz umożliwiać wszystkim pracownikom przyczynianie się do ciągłego doskonalenia.

Ryż. osiem. Tablica taktyczna do rejestracji zamówień
Na najprostszym poziomie zarządzanie wizualne może obejmować publikowanie map procesów (które pokazują, jak proces powinien być wykonywany) lub listy wskaźników na tablicy ogłoszeń, aby każdy w obszarze roboczym mógł zobaczyć, jak udany lub nieudany jest proces. Ryż. Rysunek 8 pokazuje specjalny rodzaj narzędzia do zarządzania wizualnego zwanego tablicą takt (słowo takt to po niemiecku „metronom”). Takie tablice służą do utrzymania pożądanego rytmu lub tempa procesu. Tablica pokazuje pożądane tempo produkcji (z zastrzeżeniem wymagań klienta i limitów pracy w toku) oraz rzeczywistą prędkość, z jaką pracują uczestnicy. Grupa, która opracowała tę tablicę, określiła limit pracy w toku i używa go, aby utrzymać liczbę wniosków w toku na poziomie 48. Następnie porozmawiamy o innych narzędziach do zarządzania wizualnego.
Przykłady zastosowania narzędzi szczupłej produkcji w sektorze usług
Kilka lat temu dział integracji systemów Lockheed Martin skoncentrował większość swoich prac związanych z zaopatrzeniem w Centrum Zakupów Materiałów Regionu Śródatlantyckiego (MAC-MAR). Centrum to obsługuje 14 regionów o różnych adresach („klienci” MAC-MAR). Wiele z tych regionalnych witryn zostało przejętych podczas fuzji przemysłu obronnego w latach 90. i działa na różnych starszych systemach komputerowych.
Każdy dostawca centrum odpowiada za dostarczenie określonej listy produktów. Zamawiający łączą się z systemem komputerowym odpowiedniej witryny, przetwarzają żądania zakupu, a dopiero potem przechodzą do pracy z inną witryną. To połączenie i rozłączenie stanowiło problem. Ponieważ różne działy korzystały z różnych systemów komputerowych, przejście od jednego klienta do drugiego zajęło dostawcy średnio 20 minut. W języku Lean sytuacja ta nazywana jest długimi czasami przezbrojenia. Jednak w tamtym czasie – przed pojawieniem się programu LM21 – żaden z pracowników zaopatrzenia nie był szkolony w zakresie lean manufacturing, w związku z czym nie wzywał i nie postrzegał tej operacji jako czasu przezbrojenia i nie zastanawiał się, jak to wpływa na cały proces .
Nie tylko długi czas fizycznego przełączania z jednego systemu komputerowego na inny uniemożliwił dostawcom MAC-MAR. Była to również kwestia „resetowania” myśli („krzywa uczenia się”), co również stanowiło problem: brak jednolitości systemów powodował, że dostawcy musieli nieustannie przechodzić od jednej instrukcji do drugiej, próbując zapamiętać 14 różnych oznaczeń dla jedna część itp. d.
Jak byś się zachował w takiej sytuacji? Dostawcy pracowali w ten sposób: najpierw przetwarzali wszystkie wnioski z jednej sekcji, a dopiero potem przechodzili do następnej. Przetwarzanie żądań od jednego klienta zajmowało im przeciętnie cały dzień i dopiero po tym mogli przejść do następnej witryny. Jeśli weźmiemy pod uwagę produktywność jako ilość zamówień składanych na godzinę, to była ona dość wysoka, ale jeśli weźmiemy pod uwagę priorytet tych zamówień, dostawcy przez większość czasu składali zamówienia nieprawidłowo. A gdy w systemie pojawi się nadmiar pracy w toku, możesz być pewien, że zgodnie z prawem Little'a czas realizacji będzie bardzo długi.
Ryż. Rysunek 9 przedstawia sposób obsługi zamówień przed usprawnieniem procesu. Po połączeniu się z jednym z serwisów dostawcy starali się przetworzyć wszystkie pochodzące stamtąd zapytania – zarówno pilne, jak i te, które mogły poczekać.

Ryż. 9. Fragment interfejsu programu, który był wcześniej używany
Ze względu na niestandardowe systemy komputerowe personel centrum zaopatrzenia Lockheed Martin nie mógł pracować w wielu lokalizacjach jednocześnie. Przejście do następnej sekcji zajęło im 20 minut. Zrozumiałe jest, że po połączeniu się z jedną z witryn, chcieli natychmiast przetworzyć wszystkie zamówienia przed przejściem do kolejnego klienta.
Cechy filozofii lean manufacturing
Procesy lean charakteryzują:
- wydajność procesu powyżej 20%;
- stały limit pracy w toku w celu kontrolowania prędkości;
- zastosowanie systemu „pull”, w którym nowa praca wchodzi do przetwarzania tylko wtedy, gdy odpowiednia praca wyjściowa jest przenoszona do następnej operacji;
- wykorzystanie wizualnych wyświetlaczy informacji do kontrolowania i monitorowania procesu (na przykład, aby pokazać stan różnych produktów lub usług w procesie lub listę dodatkowych pomysłów na skrócenie czasu realizacji).
Problem polegał na tym, że proces ten w ogóle nie uwzględniał czasu wymaganego przez innych klientów: pilne zamówienie dla lokalizacji D musiało czekać, aż dostawca przetworzy wszystkie zamówienia dla lokalizacji A, B i C. W rezultacie dostawca wziął 14 lub więcej dni tzw. czasu rotacji czasu dla klienta (czasu rotacji klienta) na przejście przez pełny cykl rozpatrywania wniosków od wszystkich klientów. Doprowadziło to do długich czasów realizacji, opóźnień w rozliczeniach za krytyczne projekty i konieczności nadgodzin w produkcji (Rysunek 10).
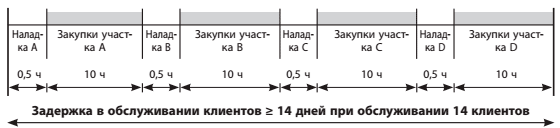
Ryż. 10. Brak elastyczności w procesie zakupowym
Ponieważ przejście z jednej lokalizacji do drugiej było niezwykle złożonym i czasochłonnym procesem dla nabywców Lockheed Martin, standardową procedurą było przetworzenie wszystkich zamówień z jednej lokalizacji – pilnych i niepilnych – przed przejściem do następnej, jak pokazano na ryc. . 10. Łatwo policzyć, że przy przetwarzaniu danych z 14 lokalizacji często mijało 14 lub więcej dni, zanim dostawca był gotowy do przyjęcia kolejnej partii zamówień z witryny.
Co więcej, ten sam produkt, taki jak procesor Intel Pentium, można było zamówić 14 razy pod 14 różnymi wewnętrznymi oznaczeniami (każde zamówienie mogło stanowić 1/14 całości), co zwiększyło koszt na produkt i wydłużyło łączny czas oczekiwania i dostawy 14 razy.
Mapa strumienia wartości pokazała, że większość opóźnień w procesie zaopatrzenia jako całości była spowodowana problemem „przemiany”, który był główną ukrytą stratą czasu. Było jasne, że gdyby ten problem nie został rozwiązany, inne ulepszenia byłyby bezużyteczne. Wnioski te potwierdził „głos klienta”: najważniejszym punktem dla obszarów konsumenckich było przyspieszenie realizacji zamówień i obniżenie kosztów zakupów.
Zespół MAC-MAR zmapował proces, określił ilość pracy w toku na każdym etapie, zidentyfikował najdłuższe opóźnienia, zidentyfikował złożoność i zdał sobie sprawę, że rozwiązanie tego problemu składa się z dwóch elementów:
- należy opracować program, który będzie kompatybilny z systemami komputerowymi wszystkich działów i będzie w stanie grupować zamówienia według rodzajów produktów, wyświetlając razem dane zbiorcze (pozwoli to uniknąć opóźnień z powodu ciągłych zmian przy łączeniu z różnymi systemami) ;
- struktura programu powinna umożliwiać dostawcom sortowanie zamówień według czasu dostawy i rodzaju produktu.
Wynik pokazano na ryc. 11. Zamiast informacji w jednym miejscu, teraz gromadzone są tutaj tylko pilne zamówienia ze wszystkich miejsc. Klikając w odpowiednią nazwę produktu, możesz uzyskać informacje o zapotrzebowaniach na zakup i zobaczyć ich historię. Dalsze przekształcenia obejmowały rozszerzenie asortymentu produktów dostarczanych w ramach kontraktów, co pozwala kupującym na złożenie zamówienia jednym kliknięciem (zamiast rekonfiguracji systemu do składania indywidualnych zamówień) oraz wiele innych ulepszeń.

Ryż. jedenaście. Widok interfejsu po przekształceniach
Na pierwszy rzut oka informacje na ekranie nie odbiegają zbytnio od tego, co było pierwotnie prezentowane (rys. 9). Jednak możliwość sortowania zamówień otrzymanych ze wszystkich lokalizacji według priorytetu dostawy oznacza, że teraz możliwe jest łączenie informacji otrzymanych z różnych lokalizacji za pomocą różnych programów.
Pokonywanie problemów związanych z pracą z różnymi programami zwiększyło elastyczność procesu zamówień.
- Czas przezbrojenia został skrócony z 20 minut do prawie zera.
- Wielkość partii wynosi teraz 1 zamówienie, ponieważ dostawca nie musi przechodzić z jednego obszaru do drugiego podczas składania zamówień.
- Czas cyklu, który wcześniej wynosił ponad 14 dni, jest teraz krótszy niż 1 dzień (jeśli dostawca rozpoczyna pracę w lokalizacji A, może przetworzyć wszystkie pilne zamówienia i wrócić do lokalizacji A tego samego dnia).
- WIP: Klienci czekali w kolejce do 14 dni, ze średnim oczekiwaniem 7 dni lub 56 godzin. Teraz maksymalny czas oczekiwania to 2 godziny, a średnia to 1 godzina.
- Poprawiła się produktywność – zamiast obsługi jednego klienta na 8-godzinny dzień pracy, zamówienia od 14 klientów są teraz przetwarzane co 2 godziny (co odpowiada 56 klientom dziennie).
Kto jest zadowolony z tej pracy - Ty czy klient?
Grupa robocza MAC-MAR dokonała innych zmian w procesie (m.in. poszerzyła listę wcześniej uzgodnionych warunków). W sumie zmiany te zaowocowały 50% redukcją kosztów dostaw, 67% skróceniem czasu realizacji produktów FMCG (z 6 do 2 miesięcy), blisko 20% wzrostem produktywności zakładu dzięki dostawom just-in-time oraz średni jednostkowy koszt materiałów spadł o 6,4%. Ten przykład ilustruje kolejny kluczowy wgląd w szczupłą produkcję: szybkość każdego procesu jest proporcjonalna do jego elastyczności. Pierwotny proces Lockheed Martin był bardzo nieelastyczny (wskaźnik obrotu dla konsumenta wynosił 21 dni); gdy proces zmiany klientów stał się znacznie prostszy, dostawcy mogli znacznie przyspieszyć ten proces.
Czasy przezbrojeń i przetwarzanie wsadowe w świadczeniu usług
Wielu nie przychodzi na myśl, że istnieje również czas przezbrojenia w świadczeniu usług. W końcu, jeśli przejście od obsługi jednego klienta do obsługi drugiego zajmuje ci pewien czas lub potrzebujesz czasu, aby osiągnąć normalną produktywność, mówimy o czasie przejścia. Jeśli odkładasz obsługę klienta (wewnętrznego lub zewnętrznego), ponieważ wygodniej jest kontynuować bieżącą pracę, wygodniej jest przetwarzać partiami. Rozdział 11 wyjaśnia, jak wyeliminować te źródła opóźnień procesów.
Dlaczego Lean Manufacturing nie może obejść się bez Six Sigma?
Lean jest bardzo skuteczny w optymalizacji czasu realizacji i eliminowaniu kosztów, które nie generują wartości dodanej, ale istnieją pewne poważne problemy, które pozostają niezbadane nawet w najbardziej zaawansowanej literaturze dotyczącej Lean. Six Sigma rozwiązuje te problemy, dlatego jest niezbędnym uzupełnieniem Lean.
1. Lean nie zawiera określonych warunków kulturowych i infrastrukturalnych dla uzyskania trwałych wyników.
Większość źródeł Lean nie porusza kwestii infrastruktury, która jest potrzebna do pomyślnego wdrożenia projektów Lean i nie tylko osiągnięcia odpowiedniej szybkości, ale także jej utrzymania. W rzeczywistości wiele firm, które wdrażają Lean, chcąc nie chcąc, musi rozwijać infrastrukturę podobną do infrastruktury Six Sigma, ale zamiast od razu przyjąć tradycyjną strukturę Six Sigma, robią to tylko pod presją. Firmy, które stosują tylko Lean, często nie są w stanie wdrożyć tej metody w całej organizacji i osiągnąć trwałych wyników, ponieważ nie mają jasnej infrastruktury organizacyjnej Six Sigma. Taka infrastruktura zapewnia zaangażowanie najwyższego kierownictwa w proces, umożliwia szkolenia, ustala alokację zasobów itp. W przypadku jej braku sukces szczupłej produkcji zależy wyłącznie od osobistej inicjatywy. Widziałem, jak wiele udanych programów Lean kończy się fiaskiem, gdy zmienia się kierownictwo. Pod tym względem Six Sigma jest mniej wrażliwa (choć nie można powiedzieć, że jest całkowicie odporna na takie problemy): wynika z tego, że interesy akcjonariuszy należy bronić w pierwszej kolejności. Każda książka na temat Six Sigma zajmuje się szczegółowo kwestią stabilnej infrastruktury, ale ten problem nie jest poruszany w żadnej książce poświęconej lean manufacturing.
2. Brak koncentracji na krytycznych cechach z punktu widzenia klienta
Wymagając identyfikacji elementów procesu, które dodają wartości, lean zawiera pewne elementy orientacji na klienta, ale jego podejście jest introspekcyjne. Program odwzorowujący strumień wartości podejmuje decyzję na podstawie tego, czy działanie dodaje wartość, czy nie. W przeciwieństwie do tego podejścia, Six Sigma określa, kiedy w procesie doskonalenia uwzględnić głos klienta i głos dostawcy. Najważniejszym wskaźnikiem tej metody są cechy krytyczne dla klienta, środki na uwzględnienie „głosu klienta” są dostarczane na etapie „Definiuj” cyklu DMAIC (Definiuj – Mierz – Analizuj – Ulepszaj). - Kontrola). Innymi słowy, w Lean brakuje koncentracji na kliencie, która przenika pracę Six Sigma.
Z mojego doświadczenia wynika, że większość ludzi z branży usług finansowych jest zainteresowana Six Sigma, chociaż uważają, że Lean jest bardziej odpowiedni w środowisku produkcyjnym. Jednak po zapoznaniu się z Lean z własnego doświadczenia zmieniają swoje nastawienie, widząc, że te metody są szybsze i łatwiejsze. Stosowanie narzędzi Six Sigma wymaga dużego wysiłku.
Daryl Zielony, starszy wiceprezes, Bank One
3. Lean nie dostrzega wpływu wariancji
Produkcja odchudzona nie dysponuje narzędziami do zmniejszania wariancji i zapewniania statystycznej kontroli procesu. Six Sigma uważa eliminację odchyleń za kluczowy czynnik i oferuje szeroki arsenał narzędzi do radzenia sobie z odchyleniami (od statystycznej kontroli procesu do projektowania eksperymentalnego). Jak wspomniano powyżej, 10% wad może wydłużyć czas realizacji o 38% i zwiększyć WIP o 53%. Innymi słowy, szybkość i oszczędności osiągnięte dzięki lean manufacturing mogą zostać zrekompensowane zwiększonymi rozbieżnościami!
Rosnące wskaźniki defektów nie są jedynym źródłem rozbieżności, co prowadzi do zwiększenia WIP i czasów realizacji.
„Kto potrzebuje szczupłej produkcji? Nie mam czasu się przebierać!”
Większość usługodawców uważa, że w ich działalności nie ma czasu na przezbrojenie. Wiążą ją z martwymi strefami podczas przejścia od wytwarzania jednego rodzaju produktu do drugiego w produkcji. Jednak zazwyczaj istnieje krzywa uczenia się w procesie przełączania z jednego zadania na drugie, zanim wydajność osiągnie szczyt, jak widzieliśmy w przypadku Centrum Zaopatrzenia MAC-MAR firmy Lockheed Martin. Taką krzywą uczenia się pokazano na ryc. 12.

Ryż. 12. Koszty i wydajność krzywej uczenia się
Pracownik pozostaje „przywiązany” do każdego zadania przez 20 minut, pomimo aktualnego zapotrzebowania klienta na wykonanie tego zadania w ciągu 5 minut. Jest to analogiczne do sytuacji w Lockheed Martin, gdzie dostawca był „przywiązany” przez cały dzień do jednego klienta, a liczba „zadań” przed nim wynosiła 14, co odpowiada liczbie lokalizacji (zadania od A do N) . W takim przypadku łączny czas realizacji zamówienia jest czterokrotnie dłuższy. Zastosowanie metod lean manufacturing może znacznie skrócić czas potrzebny na krzywą uczenia się.
Konkluzja: Wszystko, co obniża wydajność, prowadzi do dłuższych czasów realizacji, ponieważ ludzie pozostają „przywiązani” do tego samego rodzaju zadania dłużej, niż wymaga tego obecne zapotrzebowanie konsumentów. Korzystanie z narzędzi Lean Manufacturing może znacznie skrócić czas realizacji i zminimalizować wpływ zmieniających się działań na produktywność. Jednym z głównych źródeł krzywej uczenia się jest złożoność, czyli różnorodność wykonywanych zadań. Im większa liczba różnych zadań, im rzadziej są one powtarzane, tym bardziej stroma jest krzywa uczenia się. Dlatego, zmniejszając złożoność, Lean Six Sigma rozwiązuje problem krzywej uczenia się.
Różnice w popycie i czasie spędzonym na operacjach tworzenia produktów mają znaczący wpływ na czas realizacji zamówienia, podczas gdy szczupła produkcja nie oznacza bezpośredniego wpływu na te czynniki. To połączenie pokazano na ryc. 13, który przedstawia wyniki jednego z opisanych powyżej etapów procesu zakupowego w Lockheed Martin.

Ryż. trzynaście. Wpływ odchyleń na czas oczekiwania
Wyobraźmy sobie, że Bob spędza średnio 16 minut na określonym zadaniu. Jednak ze względu na zmienność w 68% przypadków (jedno odchylenie standardowe), całkowity czas może odbiegać od średniej w jednym lub drugim kierunku o 8 minut, w którym to przypadku współczynnik odchylenia wyniesie 8/16 = 50%. Załóżmy teraz, że podobna wariancja ma zatrudnienie Boba. Jak widać na rysunku, jeśli Bob jest obciążony do 90% swoich możliwości, praca, którą wykonuje, będzie czekać w kolejce średnio 60 minut, co stanowi około połowy czasu oczekiwania w kolejce. Jeśli Bob napotka szczególnie trudny problem, czas ten może wydłużyć się do 100 minut.
Odchylenie ma niewielki wpływ na procesy, które działają z dużym marginesem przepustowości (lewa strona wykresu). Jednak zdecydowana większość organizacji usługowych działa na granicy wydajności, co oznacza, że odchylenia mają największy wpływ na to, jak długo zadanie (lub klient) musi czekać „w kolejce”. Procesy polegające na bezpośrednim kontakcie z konsumentem często podlegają dużym wahaniom popytu, ponieważ nie możemy kontrolować działań konsumenta, który sam wybiera czas kontaktu. Jaki jest wniosek? Im wyższe odchylenie na wejściu, tym większa powinna być zapewniona rezerwa szerokości pasma. Jeśli rozbieżności są niewielkie lub możemy w jakiś sposób kontrolować popyt (co jest bardziej prawdopodobne w przypadku procesów wewnętrznych), możemy pracować ze zwiększonym obciążeniem bez ryzyka znacznych opóźnień. Kiedy po raz pierwszy przedstawiłem tę analizę firmie Lockheed Martin, Manny Zulueta, wiceprezes Centrum Zaopatrzeniowego MAC-MAR firmy Lockheed Martin, powiedział: „To potwierdza nasze obserwacje!”.
Wpływ wahań popytu na czas oczekiwania jest tym większy, im wyższy jest procent wykorzystania mocy przez proces (co widać po stromej krzywej po prawej stronie). Im większe odchylenia, tym silniejszy wpływ.
Lean potrzebuje również DMAIC
Większość opisów Lean rozpoczyna rozwiązywanie problemów od etapu ulepszania, pomijając etapy definiowania i mierzenia. Ponieważ etap Define identyfikuje zakres problemu, a etap Measure stara się określić go ilościowo i powiązać z zasobami, ludzie często wgryzają się w część Lean, której nie mogą przeżuć lub pogubić się w zamieszaniu.
Dlaczego Six Sigma potrzebuje Lean Manufacturing?
Istnieją luki w Six Sigma, podobnie jak w metodach Lean. Przyjrzyjmy się, jakie braki sześciu sigma można rozwiązać poprzez odchudzoną produkcję.
Ogólna idea jest taka, że jak pokazała praktyka wielu firm, przy użyciu Six Sigma można wiele osiągnąć. Ale jest jedna trudność. Bez względu na to, jakie narzędzie wybierzesz, jeśli nie ma w nim komponentu lean, jeśli nie będziesz zwracać uwagi na zwiększanie prędkości i zmniejszanie WIP, wszystkie twoje osiągnięcia prędzej czy później skończą się na niczym. Proces pozostanie powolny i pracochłonny, a koszty będą wygórowane. Istnieje pięć powodów, dla których Six Sigma potrzebuje Lean Manufacturing.
1. Identyfikacja strat. Chociaż mapowanie procesów jest jednym z sześciu narzędzi sigma, nie gromadzi danych (w tym czasu przezbrojenia, czasu przetwarzania jednostki, transportu itp.) niezbędnych do liczbowego opisu etapów procesu i identyfikacji działań, które nie dodają wartości i nie zwiększają kosztów usługę/produkt. Produkcja odchudzona ma w swoim arsenale potężne narzędzie - mapę strumienia wartości, która pokonuje bariery między jednostkami funkcjonalnymi i pozwala zidentyfikować marnotrawstwo i opóźnienia. Six Sigma rzadko patrzy na działania z perspektywy wartości dodanej i niewiele robi, aby wyeliminować działania, które nie dodają wartości. Przede wszystkim protokół Six Sigma nakazuje eliminację odchyleń i dopiero gdy okaże się to niemożliwe, przeprowadza się projektowanie według kryterium Six Sigma (DFSS). Produkcja szczupła zakłada, że przeprojektowanie procesu (w celu wyeliminowania działań nie dodających wartości) jest do pewnego stopnia konieczne we wszystkich przypadkach poniżej 10%.
2. Zwiększenie szybkości procesu i czasu cyklu. Optymalizacje czasu cyklu i czasu reakcji są często uważane za wynik Six Sigma. Eksperci Six Sigma nie łączą jednak jakości i szybkości ani praktycznie, ani teoretycznie, ani nie ustalają limitu ilości pracy w toku wymaganej w systemie „pull” (operacja ta jest potrzebna, aby czas realizacji był kontrolowanym parametrem o ograniczonym odchylenie). Wielkość pracy w toku jest najważniejszym czynnikiem w czasie cyklu (zgodnie z prawem Little'a). Jeśli nie ograniczysz ilości pracy w toku do maksymalnego dopuszczalnego limitu, skrócenie czasu cyklu pozostanie marzeniem.
Utrata klienta
Jedną z najistotniejszych strat, których Lean nie bierze pod uwagę, jest utrata klienta. Tracisz przychody związane z klientem, a koszt pozyskania nowego klienta jest zazwyczaj znacznie wyższy niż sprzedaż tej samej ilości usługi lub produktu istniejącemu klientowi. W rzeczywistości wszystkie odpady, które wyraźnie definiuje Lean, są wewnętrzne w procesie, a nie zewnętrzne. Można wykazać, że wyeliminowanie tych wewnętrznych strat znacznie zmniejsza ryzyko utraty klienta zewnętrznego, ponieważ dostarczasz usługi szybko, bez strat i przy minimalnych kosztach. Można jednak zmarnować dużo czasu i wysiłku na dostarczanie usługi, której klient nie chce, dlatego Six Sigma przyjmuje bardziej konstruktywne podejście do „głosu klienta” i definiuje utratę klienta jako wadę.
3. Narzędzia do poprawy szybkości. Zestaw narzędzi Six Sigma rzadko zawiera narzędzia oszczędne, takie jak całkowita konserwacja maszyny (TPM), rozkład wartości w czasie, 5S itp. Te wysoce efektywne narzędzia prędkości zostały opracowane i udoskonalone przez dziesięciolecia praktycznego zastosowania. Oczywiście, aby dostosować je do sektora usług, wymagany jest pewien wysiłek, ale zaniedbując je, nie osiągniesz maksymalnej wydajności procesu.
4. Metody uzyskiwania szybkich rezultatów (proces kaizen, DMAIC). Produkcja szczupła ma metodę kaizen szybkiego doskonalenia. Jest to krótkoterminowy, intensywny projekt, w którym grupa osób z odpowiednią wiedzą w ciągu czterech do pięciu dni celowo i systematycznie udoskonala wybrany proces lub czynność. Skuteczność takich wydarzeń jest niezwykle wysoka, potrzeba szybkiego osiągnięcia wymiernych rezultatów daje potężny impuls do kreatywnego myślenia. Jak dowiesz się z tej książki, kaizen odgrywa znaczącą rolę w świadczeniu usług, chociaż metoda ta często wymaga pewnych modyfikacji. Posiadanie metody doskonalenia operacyjnego w swoim arsenale stanowi doskonały katalizator dla projektów DMAIC. Podejście Lean zorientowane na działanie skutkuje szybszymi rezultatami.
5. Jakość Six Sigma jest osiągana znacznie szybciej po wyeliminowaniu kroków bez wartości dodanej w Lean. Instytut Badawczy Six Sigma opracował tabelę (Rysunek 14), która bada skumulowany wpływ defektów na rzeczywistą przepustowość. Rozważmy na przykład proces fakturowania obejmujący 20 transakcji, każda na poziomie 4a (zysk 99,379%). Całkowita rzeczywista przepustowość wyniesie (0,99379) 20 = 88%, co jest dość typowe dla procesów dostarczania usług. Ta niska rentowność powoduje problemy z należnościami i wymaga chwytania pieniędzy i ponownego przetwarzania.
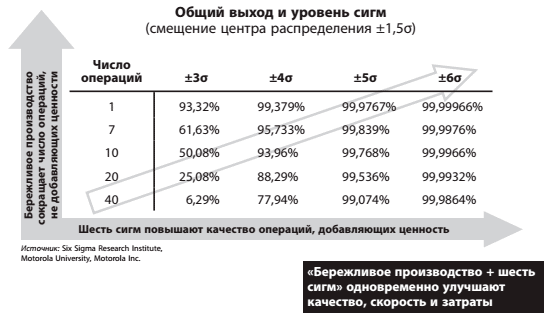
Ryż. 14. Prawdziwa przepustowość
Ta tabela wyraźnie pokazuje, że bardzo trudno jest osiągnąć wysoką jakość procesów przy dużej liczbie operacji i odwrotnie, niska jakość wpływa znacznie bardziej na złożony proces. Najskuteczniejszym sposobem osiągnięcia jakości Six Sigma jest jednoczesne podnoszenie jakości i stosowanie zasad Lean w celu wyeliminowania etapów procesu, które nie wnoszą wartości dodanej.
Wykorzystanie narzędzi lean manufacturing pozwala szybko (najwyżej w ciągu kilku tygodni) pozbyć się działań nie dodających wartości, najprawdopodobniej będzie ich co najmniej połowa (10). Tak więc teraz zamiast 20 etapów przetwarzania faktur przechodzi tylko 10. Widać, że nawet bez dodatkowych działań poprawiających jakość, 10-etapowy proces ma znacznie mniejsze prawdopodobieństwo błędów niż 20-etapowy proces.
W tym przypadku realna przepustowość wzrasta do (0,99379) 10 = 94%. Wyższa wydajność zwiększy zwrot z inwestycji w ulepszenia, a co ważniejsze, szybkość procesu podwoi się, co pozwoli nie tylko na szybsze dostarczanie usług do klienta, ale także zwiększy stopę zwrotu z narzędzi wysokiej jakości poprzez podwojenie ich skuteczność.
Łącząc Lean i Six Sigma można nie tylko zmniejszyć liczbę operacji, ale także podnieść poziom jakości pozostałych operacji do powiedzmy 5a, co zwiększy realną przepustowość do (0,99976) 10 = 99,8%.
Wyzwanie dla zwolenników Six Sigma
Czasami pojawia się pytanie: czy lepiej zacząć od optymalizacji procesu Six Sigma (bez eliminowania etapów nie dodających wartości), czy najpierw wyeliminować etapy niedające wartości, stosując metody Lean Manufacturing, a dopiero potem przejść do optymalizacji procesu Six Sigma. Niektórzy zwolennicy Six Sigma uważają, że praktyki lean manufacturing (takie jak system „pull”) powinny być stosowane po tym, jak proces zostanie kontrolowany i zoptymalizowany. Jednak ten punkt widzenia można łatwo zakwestionować: „Czy użycie lean manufacturing i systemu „pull”, który pozwoli Ci kontrolować prędkość i skrócić czas cyklu, zaszkodziłoby wdrożeniu Six Sigma? W rzeczywistości korzystanie z arsenału narzędzi Lean i Six Sigma w tym samym czasie będzie miało najkorzystniejszy wpływ na kulturę przedsiębiorstwa. Projekty powinny być wybierane na podstawie ich wpływu na poprawę ROIC, a nie zestawu narzędzi potrzebnych do rozwiązania problemu – tego, który oferuje Lean lub tego, który wykorzystuje Six Sigma.
Połączenie Lean i Six Sigma w celu poprawy usług
Wiadomo, że Lean Six Sigma to potężne narzędzie do realizacji strategii top managementu oraz narzędzie taktyczne, które pozwala menedżerom niezależnych działów osiągać cele roczne i kwartalne. Jeśli kierownictwo będzie trzymać się z dala od programu Lean Six Sigma, firma najprawdopodobniej będzie musiała ustąpić miejsca konkurentom, w których liderzy dodali te metody do swojego arsenału.
Połączenie podstaw Lean i Six Sigma pozwala nam sformułować pięć „praw”, które wyznaczają kierunek działań doskonalących. Poniżej znajdują się pierwsze cztery (ich numerację rozpoczęliśmy od 0, ponieważ to prawo jest podstawą reszty).
0. Prawo rynku. Kwestie krytyczne dla jakości z punktu widzenia klienta są najwyższym priorytetem poprawy, a następnie zwrot z zainwestowanego kapitału (ROIC) i wartość bieżąca netto (NPV). Nazywamy to prawo Prawem Zerowym, ponieważ jest podstawą dla innych.
1. Prawo elastyczności. Szybkość każdego procesu jest proporcjonalna do elastyczności tego procesu (patrz Rysunek 10).
2. Prawo skupienia. 20% wszystkich operacji odpowiada za 80% opóźnień w dowolnym procesie.
3. Prawo prędkości. Szybkość każdego procesu jest odwrotnie proporcjonalna do ilości pracy w toku (lub liczby „obiektów” w pracy). Prawo Little'a stanowi, że liczba elementów w procesie wzrasta ze względu na długi czas konfiguracji, przeróbki, różnice w popycie i podaży, czas i złożoność oferowanego produktu.
4. Prawo złożoności i kosztów. Zazwyczaj złożoność proponowanej usługi lub produktu zwiększa ilość pracy nieprzynoszącej wartości dodanej oraz pracę w toku o więcej niż słabą jakość (niska sigma) lub niską prędkość (brak lean).
Historia sukcesu. Nowe tradycje Lockheed Martin
Lockheed Martin powstał w wyniku fuzji Lockheed i Martin-Marietta (jedna z wielu fuzji) w 1995 roku, więc formalnie przedsiębiorstwo to ma około siedmiu lat. Ale zapytaj ludzi, którzy tu pracują, a powiedzą ci, że firma czuje się jeszcze młodsza, ponieważ jeszcze dwa lata temu większość pracowników była ściśle związana z ich dawnymi organizacjami, a Lockheed Martin był bardziej heterogeniczną grupą 18 korporacji niż zunifikowana edukacja.
Dwa lata temu narodził się program Doskonałości Operacyjnej LM21, oparty na Lean Six Sigma. Według Mike'a Joyce'a, wiceprezesa LM21, to właśnie ta metoda stała się konsolidującym początkiem firmy, która pomogła pracownikom nauczyć się współpracy dla wspólnego celu. Poniżej przedstawiamy, jak to osiągnęli.
Pomysł na biznes
O sukcesie Lockheed Martin decydują w dużej mierze wynalazki, duże osiągnięcia naukowe i technologiczne oraz jakość wykonania. To wyjaśnia, dlaczego tak wiele wysiłków związanych z doskonaleniem dotyczy świadczenia usług: rozwój, zaopatrzenie, inżynieria, wsparcie cyklu życia, zatrudnianie, fakturowanie klientów, wsparcie prawne itp. Zaopatrzenie jest również usługą, która jest na pierwszym miejscu. plan, ponieważ około 50-60% kosztów dla każdego rodzaju produktu są kupowane lub zlecane podwykonawcom.
Jak mówi Joyce: „Nigdy nie przyszłoby nam do głowy wyposażyć nowe myśliwce w radary w stylu 1975 roku, ale mimo wszystko wydawało się nam całkiem do przyjęcia, że w naszym łańcuchu dostaw zastosowano procesy biznesowe z 1975 roku. Musimy nie tylko opracować nowy radar, ale musimy dokładnie opracować proces tworzenia tego radaru”.
Rząd zlecił Lockheed Martin wykonanie tego, co firma definiuje jako „rozwój oprogramowania” – opracowywanie niestandardowych rozwiązań programowych, aby spełnić określone potrzeby klientów. Firma mówi: „Osiągnięcia naukowe i technologiczne oraz innowacyjne rozwiązania są częścią naszej codziennej pracy”. Nic dziwnego, że 50 000 ze 125 000 pracowników Lockheed Martin to naukowcy i inżynierowie.
Kwestia tradycji w Lockheed Martin była bardzo ważnym czynnikiem. Lockheed Martin połączył dawne dywizje wielu różnych firm, w tym General Dynamics, GE, IBM, Goodyear, Westinghouse, Loral i Ford, z których każda ma swoje własne dziedzictwo. Połączenie 18 różnych firm oznaczało 18 różnych systemów komputerowych, 18 różnych systemów numeracji produktów, 18 różnych podejść do pozyskiwania, 18 sposobów tworzenia specyfikacji, zatrudniania pracowników, opłacania rachunków.
Co więcej, każda firma miała inną historię poprawy jakości: koła jakości, statystyczna kontrola procesu (SPC), ciągłe przesyłanie strumieniowe, sześć sigma, TQM, lean manufacturing. W konsekwencji strategie doskonalenia Lockheed Martin miały z jednej strony dać ludziom możliwość bycia dumnymi z tradycji swojej firmy i ich kontynuacji, a z drugiej zapewnić skoordynowaną pracę zespołową.
Dążenie do tego celu rozpoczęło się w 1998 roku, kiedy zarząd Lockheed Martin zdał sobie sprawę, że nowe przedsiębiorstwo posiada ogromne zasoby jakości i rzemiosła. Wprowadzili program o nazwie „LM21 – Najlepsze praktyki”, aby wnieść swoją wiedzę i doświadczenie do całej firmy.
Mike Joyce, wiceprezes programu LM21 (Program doskonałości operacyjnej Lockheed Martin), Manny Zulueta, wiceprezes Material Acquisition Center - Mid Atlantic Region (MAC-MAR ), James Isaac, dyrektor Supply Chain Improvement, Northern Material Acquisition Center oraz Miles Burke, certyfikowany kierownik ds. doskonalenia czarnego pasa i łańcucha dostaw.
Lockheed Martin zatrudnia 125 000 osób na całym świecie w czterech kluczowych obszarach: aeronautyka, systemy kosmiczne, integracja systemów i technologia usług.
Chociaż dzielenie się najlepszymi praktykami było dobrym początkiem, miało ono swoje wady:
- co jest „najlepsze”? W obecnym środowisku biznesowym tempo zmian przyspiesza. Nadając priorytet najlepszym praktykom, możesz stracić z oczu straty i możliwości poprawy w całym przedsiębiorstwie;
- ludzie mogą popadać w samozadowolenie. Lockheed Martin dokłada wszelkich starań, aby każdy pracownik czuł potrzebę ciągłego doskonalenia i nigdy nie myślał, że osiągnął perfekcję. „Najlepszy” to pojęcie przejściowe;
- system „najlepszych praktyk” był zbyt elastyczny. Początkowo fabryki i inne działy same decydowały, którą z najlepszych metod chcą zastosować. „Ale kiedy Lockheed Martin tworzy produkt, musi to oznaczać coś pod względem standardów jakości”, mówi Joyce. - Nie możemy pozwolić, aby nasze oddziały odmówiły podnoszenia jakości, mówiąc na przykład, że są zainteresowane najlepszymi praktykami rozwoju biznesu. Jakość i szybkość są koniecznością dla każdego”.
Program LM21 objął wszystkie działy przedsiębiorstwa, rozszerzył się na wszystkie rodzaje pracy i miał na celu zwiększenie produktywności i efektywności.
Manny Zulueta, Wiceprezes, Centrum Pozyskiwania Materiałów
Tak więc dwa lata później priorytety programu LM21 zmieniły się z skupiania się na najlepszych praktykach na doskonałość wydajności, z nadrzędnym celem Lean Processes w jakości Six Sigma.
„Obejmuje to cały działający system Lockheed Martin”, mówi Joyce, „wszystko, co robimy, od fakturowania klientów i zakupów po rozwój produktu i zatrudnianie ludzi”. Nowe podejście LM21 opiera się na zasadach Lean Six Sigma: cała praca jest dokładnie analizowana, operacje dodające wartość i marnotrawstwo są identyfikowane, które są eliminowane, a pozostałe operacje są ulepszane. Co ważniejsze, LM21 nie jest postrzegany jako coś poza lub poza działalnością organizacji. „To strategia, która pomaga menedżerom w osiąganiu ogromnych celów rok do roku i wdrażaniu procesów zapewniających trwałe, długoterminowe wyniki”, mówi Joyce. „Od każdego z osobna zależy, czy wykona swoją pracę i ulepszy sposób, w jaki ją wykonuje”.
Przygotowanie i wdrożenie
W ramach wdrożenia programu LM21 w Lockheed Martin są krytyczne elementy infrastruktury Six Sigma. Pomiędzy nimi:
1. Niewątpliwe i jasne wsparcie ze strony wyższej kadry zarządzającej i ich udział w programie
Dyrektor generalny Lockheed Martin, Vance Coffman, głośno wspierał LM21.
2. Najwyższe kierownictwo przeszkolone w zakresie koncepcji Lean Six Sigma i sposobów ich stosowania
Coffman i cały jego komitet wykonawczy ukończyli czteroipółdniową sesję szkoleniową (dwa i pół dnia pracy w klasie i dwa dni praktycznej pracy nad dostosowywaniem procesów). Ten kurs obejmował:
- 5 Zasad Doskonałości Lockheed Martin (patrz pasek boczny);
- półdniowa sesja dotycząca definiowania wartości z perspektywy klienta, w tym dyskusja przy okrągłym stole z klientami wyrażającymi opinię na temat tego, czy Lockheed Martin jest odpowiednim rozwiązaniem;
- badanie strumieni wartości i przepływów procesów, w tym modelowanie symulacyjne dla rozwoju systemów;
- ustrukturyzowana praktyka rozwiązywania problemów.
Pięć zasad doskonałości Lockheed Martin
Mike Joyce mówi, że dla Lockheed Martin ważne było wstępne zdefiniowanie zasad doskonałości, ponieważ służą one jako kryteria wyboru podejścia do wykonania zadania. Zasady te obejmują elementy zarówno Lean, jak i Six Sigma.
- Zrozum, co jest wartościowe z punktu widzenia klienta. Klient docenia Cię nie tylko za to, co mu dajesz, ale także decyduje o tym, czy jest mu wygodnie robić z Tobą interesy. Każdy powinien zrozumieć, jaka jest wartość dla jego klienta. Prawidłowe zrozumienie tego pytania jest pierwszym krokiem, ponieważ pozwala zaklasyfikować każdą pracę jako wartość dodaną lub marnotrawstwo. Jeśli źle zrozumiałeś wartość, cała późniejsza praca będzie marnotrawstwem!
- Dowiedz się, czym są strumienie wartości. Menedżer musi dokładnie wiedzieć, w których działach organizacji tworzony jest produkt lub usługa. Nie ma tu miejsca na zgadywanie: powinieneś to zapisać, udokumentować każdy krok i być przygotowanym na odpowiedzi na pytania typu: „Kiedy ostatni raz to widzieliśmy? Gdzie są te obserwacje?
- Głęboko zrozum przepływ pracy. Inżynierowie często mówią o „szczycie piramidy wymagań” – najważniejszej potrzebie, jaką musi zaspokoić produkt lub usługa i to właśnie ta potrzeba dominuje nad wszystkim innym. Kiedy osiąga się doskonałość, szczytem piramidy wymagań jest projektowanie systemów optymalizujących przepływ danych i przepływ „molekuł”. Jeśli nie zoptymalizujesz przepływu, nie osiągniesz optymalnej wydajności.
- Ustal priorytety czasu cyklu i ciągnięcia. Celem jest skrócenie czasu realizacji do absolutnego minimum, dzięki czemu możesz natychmiast reagować na zmieniające się potrzeby klientów.
- Dążyć do perfekcji. Dla Lockheed Martin oznacza to jakość Six Sigma przy szybkości produkcji Lean.
Szkolenie przywódcze ma dwa inne ważne aspekty:
- Na początku wielu członków zespołu Vance'a Coffmana nie było entuzjastycznie nastawionych, gdy dowiedzieli się, że będą musieli przeznaczyć cztery i pół dnia w swoim harmonogramie na treningi. Na jednym z ich spotkań Mike Joyce zapytał ich: „Ilu z was zostało przeszkolonych w ten sposób myślenia?” Z 20 osób tylko dwie podniosły ręce (jedna znała Six Sigma, druga Lean Manufacturing). W tym czasie Joyce powiedział, że jeśli ten zespół ma poprowadzić w firmie wdrożenie Lean Six Sigma, powinni wiedzieć, o czym mówią. Po ukończeniu szkolenia przedstawiciele kierownictwa jednogłośnie stwierdzili, że było to najlepsze szkolenie w całym okresie ich pracy. Jak powiedział sam Joyce: „Nie zamierzaliśmy robić z nich czarnych pasów ani radykalnie zmieniać procesu w dwa dni. Ale mieliśmy nadzieję, że nadamy impetu, który pomoże im iść we właściwym kierunku i wesprzeć program LM21”;
- Najwyższe kierownictwo Lockheed Martin zostało przeszkolone w zakresie Lean Six Sigma w ramach swoich działów, a nie w odosobnieniu. Powstało pytanie: „Dlaczego?” Jak odpowiedziała Joyce: „Ostatecznie wszyscy w firmie muszą być zaangażowani w program LM21. Więc zamiast szkolić was wszystkich razem, chcę, żebyście byli szkoleni razem z waszym personelem w środowisku pracy. Niech wszyscy zobaczą, że przywództwo jest zdeterminowane, aby przeprowadzić ten program”.
- Główna odpowiedzialność za identyfikację i wybór projektów spoczywa na kierownictwie liniowym (np. kierownicy działów), którzy często działają jako sponsorzy projektów. Zwykle są właścicielami procesu, to znaczy odpowiadają za utrzymanie i doskonalenie procesu.
- The Subject Matters to grupa 20 doświadczonych profesjonalistów, którzy podlegają bezpośrednio Mike'owi Joyce'owi. W tym sensie są jak mistrzowie Six Sigma w innych organizacjach, ale w Lockheed Martin odgrywają znacznie ważniejszą rolę. Tych 20 specjalistów pochodzi z różnych obszarów funkcjonalnych: operacji biznesowych, kontroli i regulacji środków pieniężnych, zarządzania łańcuchem dostaw, zarządzania produkcją, rozwoju, zasobów ludzkich, relacji z klientami, zarządzania logistyką, zarządzania oprogramowaniem itp. Ich głównym celem jest studiowanie wszystkiego, co dotyczy LM21 w krótkim czasie i promować wdrożenie programu w każdej witrynie i każdej jednostce funkcjonalnej. Ich misją jest działanie jako katalizator procesu w 36 zakładach Lockheed Martin i zapewnienie, że operacje w tych lokalizacjach są prowadzone zgodnie z metodologią korporacyjną i spełniają ustalone standardy.
- Lockheed Martin postawił sobie za cel wyszkolenie 1% swoich pracowników, aby uzyskać certyfikat Black Belt (certyfikat oznacza, że ukończyli kilkutygodniowy kurs, ukończyli szereg projektów i są mentorami Green Belt, pomagając sponsorowi i administracji LM21 ).
- Każdy może przejść 40-godzinne szkolenie, aby zostać „zielonym pasem”. Zielony Pas musi zrobić tylko jedno: po przeszkoleniu musi kierować zespołem pracującym nad projektem, aby uzyskać oszczędności. Dotychczas 43 ze 160 pracowników grupy integracji systemowej Centrum Pozyskiwania Materiałów ukończyło takie szkolenia, 32 z nich posiada certyfikaty.
- zwiększone wymagania wobec kierowników programów.
Do tej pory większość menedżerów programu była zobowiązana do zrobienia jednej rzeczy - dostarczenia klientowi tego, co przewiduje umowa: „Oto koszty, a oto harmonogram prac. Zapewnij terminową dostawę." Teraz mówi się im, że to nie wystarczy: muszą nie tylko wywiązywać się ze zobowiązań kosztowych i trzymać się harmonogramu, ale także zadbać o poprawę sposobu pracy w programie, za który są odpowiedzialni. „To jak zmiana zasad w trakcie gry” — mówi Mike Joyce. „Chcemy upewnić się, że mają wiedzę i narzędzia, aby być na bieżąco z rosnącymi wymaganiami”; - synchronizacja pracy wszystkich działów przedsiębiorstwa.
Załóżmy, że Lockheed Martin skupił się wyłącznie na usprawnieniu operacji produkcyjnych i uczynił z nich uosobienie szczupłej produkcji: szybkie, wydajne, na czas, bez zbędnych inwestycji w zapasy. Jednak cała ta praca pójdzie na marne, jeśli planiści będą nadal przetwarzać zamówienia partiami lub jeśli dostawy nie zlikwidują niedoboru, a dostawcy nie zapewnili wymaganej jakości lub nie poprawili projektu. Tego rodzaju problemy mogą wpłynąć na wydajność każdej organizacji, która nie stosuje systematycznego podejścia do pracy, upewniając się, że elementy układanki składają się na jeden obraz. Śledzenie tych wszystkich rzeczy pomaga firmom uniknąć klasycznego stanu ciągłej porażki, która ogranicza zwrot z inwestycji w Lean Six Sigma; - przekonać ludzi, że nie mogą się obejść bez Lean Six Sigma.
Twoja próba wprowadzenia Six Sigma, a zwłaszcza Lean, do branży usług, prawdopodobnie spotka się z jedną z dwóch replik (i obie są dobrze znane w Lockheed Martin). Po pierwsze: „To nam nie odpowiada… Nie ma nic wspólnego z oprogramowaniem. usługi prawne. do (wypełnij sam). Po drugie: „Widzisz, już tego próbowaliśmy. Zrobiliśmy to dziesięć lat temu. To nie ma sensu”. Na te zastrzeżenia Mike Joyce odpowiada: „Ok, przyjrzyjmy się procesowi i dowiedzmy się, co się naprawdę dzieje”. Zaprasza ludzi do samodzielnego przechodzenia przez cały proces, przez który przechodzi dokument, obserwowania tego, co się dzieje i zbierania danych na temat aktualnego stanu rzeczy. Ludzie są niezmiennie zdumieni swoimi odkryciami. i zaczynają zdawać sobie sprawę, że mają dużo miejsca na poprawę jakości, szybkości i redukcję kosztów!
3. Kierownictwo na wszystkich poziomach przeszło szkolenie podstawowe
Gdy szkolenie zostało ukończone przez zespół menedżerów wyższego szczebla, wymagany był kurs podstawowy, aby opanować wszystkich pracowników Lockheed Martin, którzy są objęci systemem nagród materialnych. W tej organizacji dotyczyło to wszystkich, którzy piastowali stanowisko dyrektorskie lub wyższe. To pięciodniowe szkolenie Lean zostało zorganizowane w ramach dywizji i prowadzone w grupach po 50 osób, dopóki nie ukończyło je wszystkie 5000 menedżerów. (Teraz program został rozszerzony o klientów i liderów dostawców, którzy zostali przeszkoleni w zakresie szybkiego uzyskiwania wyników).
4. Wdrożenie rozpoczęło się od mapowania strumienia wartości
Ze strategicznego punktu widzenia punktem wyjścia dla Lockheed Martin było mapowanie strumienia wartości na poziomie programu, ponieważ to na tym poziomie następuje optymalizacja strumienia międzyfunkcjonalnego (program jest zbiorem procesów, które są wykorzystywane do dostarczyć konkretnemu klientowi produkt lub usługę). Mapa strumienia wartości odzwierciedla aktualny stan rzeczy, czyli pokazuje, co dzieje się w miejscu pracy. Mapy strumienia wartości dają możliwość oceny działań w oparciu o zasady doskonałości: czy tworzysz wartość w umyśle klienta? Jakie są twoje zaniedbania? Co możesz zrobić, aby je pokonać?
5. Nadal budują stabilną infrastrukturę
Wszyscy pracownicy są zaangażowani w projekty doskonalące i przechodzą szkolenia just-in-time. Projekty LM21 opierają się na wewnętrznej sile roboczej, która obejmuje Black Belts, Green Belts, sponsorów i tych, których Lockheed Martin nazywa Ekspertami ds. Tematu (MŚP).
6. Ich metody to połączenie Lean i Six Sigma.
Program nauczania i metody doskonalenia LM są kombinacją podstawowych narzędzi i zasad Lean Six Sigma, takich jak metodologia DMAIC, identyfikacja siedmiu rodzajów marnotrawstwa (narzędzie Lean), mapowanie procesów, praca nad skróceniem czasu cyklu itp.
7. Przy pierwszej okazji zabrali się do dostawców.
„Podobnie jak większość producentów, zawsze przykładaliśmy dużą wagę do kontrolowania przychodzących materiałów, upewniając się, że spełniają nasze specyfikacje i specyfikacje techniczne”, mówi Manny Zulueta, wiceprezes Centrum pozyskiwania materiałów Lockheed Martin. „Potem wdrożyliśmy pięć lub sześć programów, w ramach których współpracowaliśmy z głównymi dostawcami w celu wdrożenia Lean i Six Sigma w ich fabrykach, aby byli lepszymi dostawcami… I otrzymaliśmy materiały niemal bezbłędne. Teraz, gdy otrzymamy materiał, musimy tylko upewnić się, że dotarł on w odpowiedniej ilości, krótko sprawdzić jego stan, a następnie wysłać go do magazynu.”
Zaangażowanie dostawców rozciąga się od szkoleń Lockheed Martin Lean Six Sigma, przez personel dostawców, po warsztaty, podczas których dostawcy mogą dzielić się doświadczeniami.
Jednak możliwości takiej współpracy nie są nieograniczone. Mając tysiące dostawców, Lockheed Martin nie może tego zrobić ze wszystkimi. „Zidentyfikowaliśmy zestaw kryteriów, które pozwalają nam określić, jak ważny jest dla nas konkretny dostawca, rozważyliśmy wady i zalety i oceniliśmy je za pomocą systemu wskaźników ilościowych” – wyjaśnia Zulueta. - Wzięliśmy pod uwagę następujące czynniki: jak dobrze dostawcy spełniają nasze wymagania, czy posiadają technologie, które są dla nas ważne, w jakim stopniu ich praca wpływa na jakość produktów itp. Zebraliśmy listę około 200 najlepszych dostawców, którzy wszyscy chcemy pracować z „.
„Sekretem partnerstwa z dostawcami”, mówi Zulueta, „jest bliska relacja z kierownictwem firmy dostawcy. Wszystko działa, jeśli uda nam się zaangażować najwyższe kierownictwo, ponieważ uważamy, że konieczne jest zaangażowanie ich w transformację procesów. Zazwyczaj taka praca z dostawcą trwa kilka miesięcy. Nie możemy obejść się bez wsparcia kierownictwa wyższego szczebla. Jeśli prezes firmy, dyrektor generalny lub dyrektor generalny nie jest tym zainteresowany, najprawdopodobniej biznes zakończy się niepowodzeniem.
Doświadczenie Lean Six Sigma pomaga rozwijać się
James Isaac jest przykładem wykorzystania programu LM21 do rozwoju przywództwa. Obecnie jest dyrektorem doskonalenia łańcucha dostaw w MAC-MAR, które to stanowisko objął wiosną 2002 roku. Wcześniej przez dwa lata pracował jako „specjalista w danej dziedzinie”. „Odbyliśmy bardzo dokładne szkolenie” – mówi Izak. „W tym samym czasie odbyliśmy osobiste szkolenie z umiejętności zarządzania, uczestnicząc w pracy nad udanymi projektami i poprawiając produktywność”.
Zanim Isaac został mianowany na swoje obecne stanowisko, był tylko pośrednio zaangażowany w zarządzanie łańcuchem dostaw. „Zanim zostałem specjalistą, przez 18 lat pracowałem z Lockheed Martin jako inżynier systemowy”, mówi. - Bardzo ciekawie było spojrzeć na projekt z punktu widzenia dostawcy. Teraz zupełnie innymi oczami patrzę na to, co dzieje się z wydarzeniami, które kiedyś robiłam sama.
wyniki
Dziś program LM21 skupia ponad 5000 projektów, z czego ponad 1000 realizowanych jest w obszarze operacji biznesowych (zarządzanie, zarządzanie finansami, zawieranie transakcji, zakupy itp.). Pierwotnym celem było zmniejszenie kosztów o 3,7 miliarda dolarów w ciągu czterech lat – w rzeczywistości oszczędności są bliższe 4 miliardom dolarów.Jak zauważył Mike Joyce, w organizacji wielkości Lockheed Martin trudno twierdzić, że to wszystko jest wynik LM21, jednak dbałość o perfekcję jest niewątpliwie jednym z najważniejszych czynników. Poprawiają się również inne wskaźniki biznesowe: firma ma rekordową liczbę zamówień; zobowiązania znacznie spadły w stosunku do ich poziomu w momencie połączenia; roczny przepływ środków pieniężnych jest w miliardach. Zmiany te, wiele z nich w sektorze usług, umożliwiły Lockheed Martin stworzenie pocisku manewrującego nowej generacji o takich samych możliwościach jak inne produkty, ale przy o połowę niższym koszcie i trzykrotnie krótszym czasie cyklu. Wszystkie wskaźniki Lean na poziomie departamentu i poszczególnych projektów uległy znacznej poprawie. Przekazania zostały znacznie zredukowane w wielu procesach, co skutkuje szybszymi cyklami i większą satysfakcją klientów.
Podobne wyniki widoczne są w obszarze działalności produkcyjnej o charakterze non-core, którą zajmuje się Lockheed Martin. Porównywalne przyspieszenie i redukcję kosztów osiągnęła grupa Naval Electronics and Surveillance Systems, która dostarcza produkty i usługi flotom bojowym na całym świecie, w tym zaawansowane systemy elektroniki bojowej na statkach w połączeniu z systemami łączności. Wyniki te znajdują odzwierciedlenie w zdolności Lockheed Martin do nowych zamówień. Na przykład firma została niedawno wybrana jako jeden z głównych wykonawców Deepwater, najbardziej ambitnego programu Morskiej Straży Granicznej USA w jej historii.
Na ten program remontu infrastruktury marynarki przeznaczono miliardy dolarów, a Lockheed Martin pokieruje jego wdrażaniem. Gdy firma rozpoczyna swój 20-letni program, zestaw narzędzi Lean Six Sigma jest szeroko stosowany do definiowania wartości klienta i identyfikowania krytycznych wymagań klientów poprzez projektowanie Six Sigma i bliskie relacje z nowymi dostawcami.
Rozwijaj swój biznes
Według Mike'a Joyce'a ważne jest, aby kierownictwo nie utożsamiało „eliminacji marnotrawstwa” ze „zwalnianiem ludzi”.
„Celem LM21 nie jest zwalnianie ludzi po wyeliminowaniu marnotrawstwa, ale usprawnienie naszych operacji i zapewnienie ludziom pracy o wartości dodanej, nie pozwalając im marnować energii”, mówi. „Poprzez eliminację strat możemy zaoferować klientowi lepszą ofertę, która pozwoli nam na rozwój naszego biznesu.”
Jak każda inna firma, Lockheed Martin przyznaje, że nie może zagwarantować zatrudnienia na całe życie. Jednak praca w ramach programu LM21 poszerza możliwości firmy w zdobywaniu nowych dużych kontraktów. Pracownicy uczestniczący w szkoleniach i projektach LM21 nabywają umiejętności, które pozwalają im lepiej obsługiwać klientów, co oznacza, że zwiększają się ich szanse na długoterminowe zatrudnienie w firmie. „Klient zapewnia nam pracę”, mówi Joyce, „więc ostatecznym celem każdego z nich jest stabilne zatrudnienie”.
Wymagające zadania
Wyobraź sobie, jak trudno jest skłonić 125 000 ludzi do myślenia i pracy w nowy sposób, a docenisz pracę wykonaną przez Lockheed Martin. Firma postawiła sobie za cel – 60% pracowników (ok. 70 tys. osób) do 2004 roku musi albo odbyć tygodniowe szkolenie, aby otrzymać „zielony pas”, albo wziąć udział w tygodniowym projekcie. Tymczasem firma aktywnie zajmuje się opracowywaniem map strumieni wartości dla wszystkich wdrażanych programów (ich liczba to 2000). Wśród innych zadań:
Te dane są prawidłowe dla rozkładu normalnego. Należy pamiętać, że nie każdy proces charakteryzuje się rozkładem normalnym. Więcej o statystycznej kontroli procesu: Wheeler D., Chambers D. Statystyczna kontrola procesu. Optymalizacja biznesu za pomocą wykresów kontrolnych Shewharta. M. : Alpina Business Books, Alpina Publishers, 2009. Ok. naukowy wyd.
Więcej na temat terminów Lean: Ilustrowany glosariusz Lean, wyd. C. Marchwiński, D. Shuka. - M.: Alpina Business Books, 2005. Ok. naukowy wyd.
Przeczytaj więcej o mapach strumienia wartości: M. Rother, D. Shuk. Naucz się widzieć procesy biznesowe. Praktyka budowania map strumienia wartości. - M.: Alpina Business Books, 2005. Ok. naukowy wyd.
Należy pamiętać, że D. Womack i D. Jones, którzy na początku lat 90. „sformalizowali” japońską „lean production” dla Amerykanów, zaczynają od wartości dla konsumenta jako jednej z centralnych idei całej koncepcji lean. produkcja. Notatka. naukowy wyd.
Niezwykle popularne wśród Japończyków (a przede wszystkim w Toyocie) wykresy kontrolne – główne narzędzie ograniczania zmienności – powstały na długo przed pojęciem Six Sigma. W związku z tym trudno zgodzić się z autorem, że lean manufacturing (system produkcyjny Toyoty) nie ma takich narzędzi. Ogólnie rzecz biorąc, żadna poprawa jakości nie jest możliwa bez zmniejszenia zmienności. Notatka. naukowy wyd.
Opracowany na podstawie pracy Jamesa Womacka, autora książek takich jak Maszyna, która zmieniła świat i Lean Thinking: Alpina Business Books, 2005). Notatka. naukowy wyd.
Poprawę można osiągnąć poprzez radykalne zmiany (podejście przebudowy procesów) lub poprzez drobne ciągłe ulepszenia (podejście kaizen). Celem ulepszeń może być poprawa bezpieczeństwa produktu, poprawa jakości, skrócenie cyklu produkcyjnego, poprawa miejsc pracy, obniżenie kosztów itp.
Kluczowymi elementami filozofii 6 Sigma są:
zadowolenie konsumentów. Konsumenci określają poziom jakości pracy. Oczekują wysokiej jakości produktów, niezawodności, rozsądnej ceny, terminowości dostaw, dobrej obsługi itp. W każdym elemencie oczekiwań konsumentów ukryte są wymagania jakościowe. Organizacja musi zidentyfikować i spełnić wszystkie te wymagania.
definiowanie procesów, ich wskaźników oraz metod zarządzania procesami. Aby poprawić jakość pracy, konieczne jest spojrzenie na procesy z punktu widzenia konsumenta. Wszystkie elementy procesów, które nie wnoszą wartości dla konsumenta, muszą zostać wyeliminowane.
praca zespołowa i zaangażowanie personelu. Efektem pracy organizacji jest praca jej pracowników. Aby osiągnąć wysoką jakość, każdy pracownik musi być zainteresowany pracą i zainteresowany osiąganiem wysokich wyników. Zaangażowanie pracowników prowadzi do wzrostu satysfakcji klienta.
6 sigma jako zestaw narzędzi
Six Sigma wykorzystuje zestaw różnych narzędzi jakości do ulepszania, ulepszania i zarządzania procesami. Zarządzanie procesem może odbywać się w oparciu o wskaźniki jakościowe i ilościowe. Każda organizacja może korzystać z własnego zestawu narzędzi. Przykładami takich narzędzi są - statystyczna kontrola procesu na podstawie wykresów kontrolnych, analiza FMEA, wykres Pareto, wykres Ishikawy, diagram drzewa itp.
6 sigma jako metodologia
Six Sigma to metodologia zorientowana na proces mająca na celu poprawę wydajności. Pozwala usprawnić wszystkie obszary aktywności.
W sercu metodologii 6 Sigma znajdują się trzy powiązane ze sobą elementy:
- doskonalenie istniejących procesów;
- projektowanie nowych procesów;
- zarządzanie procesem.
Do doskonalenie istniejących procesów stosowane jest podejście do stopniowego doskonalenia. Nacisk kładziony jest na zmniejszenie poziomu wadliwości. Celem doskonalenia w Six Sigma jest wyeliminowanie braków w organizacji i realizacji procesów.
Poprawa odbywa się poprzez zastosowanie pięciu kolejnych kroków. Te kroki nazywane są metodą DMAIC (pierwsze litery angielskich słów - Definiuj, mierz, analizuj, ulepszaj, kontroluj):
Zdefiniuj – na tym etapie określane są główne problemy procesu, formowany jest zespół projektowy Six Sigma w celu usprawnienia procesu. Zespół otrzymuje niezbędne uprawnienia i zasoby do pracy. Jego obszar odpowiedzialności jest ustalony.
Mierz – na tym etapie gromadzone są dane dotyczące realizacji procesu. Zespół analizuje zebrane dane i formułuje wstępne założenia dotyczące przyczyn odchyleń w usprawnianym procesie.
Analizuj — na tym etapie zespół testuje wstępne pomysły dotyczące przyczyn odchyleń w procesach, identyfikuje wszystkie przyczyny niezgodności i proponuje metody eliminacji zidentyfikowanych przyczyn.
Ulepsz - na tym etapie opracowywane są środki usprawniające proces i przeprowadzane jest ich testowanie. Działania są realizowane w praktyce organizacji.
Kontrola — ten krok obejmuje dokumentowanie i standaryzację ulepszonego procesu. Aby zweryfikować skuteczność działań, zespół projektowy Six Sigma prowadzi kontrolę i monitoring realizacji procesu. W trakcie monitoringu szczególną uwagę zwraca się na sprawdzenie eliminacji przyczyn niezgodności.
Do nowo utworzone procesy stosowane jest podejście ukierunkowane na przewidywanie oczekiwań konsumentów. Nacisk kładziony jest na zapobieganie defektom w procesach.
Projektowanie nowego procesu (lub przeprojektowanie istniejącego) również odbywa się w pięciu krokach. Metoda projektowania (przeprojektowania) w koncepcji 6 sigma nazywana jest metodą DMADV (pierwsze litery słów to Zdefiniuj, dopasuj, przeanalizuj, zaprojektuj, weryfikuj):
Zdefiniuj – na tym etapie definiowane są cele nowego procesu z uwzględnieniem wymagań konsumentów. Powstaje zespół projektowy Six Sigma w celu zaprojektowania (przeprojektowania) procesu.
Mecz – zespół opracowuje i definiuje zestaw charakterystyk technicznych, na podstawie których można określić osiągnięcie celów procesu.
Analizuj – przeprowadzana jest analiza charakterystyki projektowanego procesu i opracowywane są wstępne opcje realizacji procesu.
Projektowanie - na tym etapie tworzone są szczegółowe specyfikacje nowego procesu, które są wdrażane w pracę organizacji.
Zweryfikuj — w tej fazie zespół projektujący proces Six Sigma weryfikuje, czy proces spełnia określone cele w stosunku do określonych cech.
Jednym z ważnych elementów metodologii 6 Sigma jest: zarządzanie procesem, bo bardzo często w organizacji zarówno doskonalenie istniejących procesów, jak i projektowanie nowych odbywa się w tym samym czasie. Zarządzanie ciągle zmieniającymi się procesami staje się nie lada wyzwaniem.
Generalnie metodologia zarządzania procesami Six Sigma nie różni się zbytnio od przyjętej metodologii zarządzania procesami.
Główne elementy zarządzania procesami według metodologii 6 sigma to:
definicja procesu, kluczowe wymagania konsumentów i właścicieli procesów;
pomiar wskaźników scharakteryzowanie spełnienia wymagań konsumentów i kluczowych wskaźników wydajności procesów;
analiza wyników uzyskane pomiary i usprawnienie mechanizmów sterowania procesami;
kontrola wykonania procesy oparte na monitorowaniu „wejścia” procesów, postępu realizacji operacji i „wyjść” procesów oraz podejmowaniu działań w celu wyeliminowania problemów lub odchyleń od ustalonych wymagań.
Implementacja 6 sigma
Wdrożenie koncepcji 6 Sigma w dowolnej organizacji opiera się na stałej pracy zespołów projektowych. Zespoły są tworzone przez poziomy zarządzania. Z reguły są tylko trzy takie poziomy - najwyższy poziom zarządzania, warstwa kontroli procesu oraz indywidualny poziom zarządzania zadaniami. Zespoły składają się z osób o różnym stopniu „zaawansowania” w Six Sigma.
Istnieje siedem poziomów opanowania tej koncepcji:
Kierownictwo to najwyższe kierownictwo organizacji i właściciele firmy. Zadaniem przywództwa jest stworzenie warunków do realizacji koncepcji 6 sigma.
Mistrz jest zwykle członkiem najwyższego kierownictwa organizacji. Jego zadaniem jest identyfikacja niezbędnych projektów w celu usprawnienia procesów, ich organizacji oraz kontrola postępu realizacji.
Nie trać. Zapisz się i otrzymaj link do artykułu w swoim e-mailu.
Przez cały czas liderzy firm myśleli o tym, jak poprawić wydajność swojej organizacji. Były radykalne metody zarządzania, ale stopniowo wymierają. Liberalne metody zarządzania są uważane za idealne, ale sprawdzają się w małych firmach. Kiedy w firmie pracują tysiące, dziesiątki tysięcy pracowników, niezwykle trudno jest znaleźć indywidualne podejście do każdego pracownika, potrzebna jest złożona filozofia.
Six sigma (six sigma) jest traktowana zarówno jako metodologia, jak i filozofia oraz zestaw narzędzi usprawniających pracę. Może być wdrażany w organizacjach o różnych kierunkach – od medycznych po korporacje transnarodowe.
Sześć sigma- koncepcja zarządzania produkcją, oparta na wdrażaniu usprawnień, oparta na mierzalności dowolnych danych. Koncepcja Six Sigma została opracowana w 1986 roku przez Billa Smitha z Motoroli i znalazła szerokie zastosowanie w wielu obszarach biznesu. W połowie lat 90. dyrektor generalny General Electric, Jack Welch, przyjął tę strategię i stała się znana na całym świecie. W 2000 roku połączona kombinacja Six Sigma i . Obie koncepcje to ponowne przemyślenie filozofii „”.
Trochę matematyki
Sam termin „six sigma” pochodzi ze statystyki matematycznej i oznacza odchylenie standardowe zmiennej losowej od wartości średniej. Wartość standardową charakteryzują dwa parametry - wartość średnia (mu) oraz odchylenie standardowe (inna nazwa to odchylenie standardowe - sigma).
Na przykład weźmy parametr Jakość jako (przepraszam za tautologię) zmienną losową. Chcemy więc oszacować prawdopodobny odsetek wadliwych produktów w produkcji. W tym celu należy ustawić dolną i górną granicę tolerancji parametru „Jakość”. Im większa wartość sigma, tym niższy odsetek idealnych produktów. Aby zwiększyć procent doskonałych produktów, musisz zmniejszyć wartość sigma, a aby ją zmniejszyć, wystarczy zwiększyć liczbę sigma.
Ustawienie tolerancji sześciu sigma oznaczałoby, że mielibyśmy 3,4 wadliwych elementów na milion, czyli 99,99966% doskonałych elementów. Istotą koncepcji jest to, że wykorzystanie narzędzi zarządzania procesami zmniejszy wartość odchylenia standardowego.
Podstawowe zasady Six Sigma
- Kluczowe wskaźniki wydajności (KPI) powinny być mierzalne. Jeśli procesy mogą być mierzone, można je kontrolować, a tym samym ulepszać.
- Należy stale dążyć do tego, aby wszystkie procesy w produkcji były przewidywalne
- Zadowolenie konsumentów. Są także wskaźnikami jakości produktu. Bez względu na to, ile kosztuje produkt, konsument oczekuje jego wysokiej jakości, szybkiej dostawy, doskonałej obsługi.
- Zainteresowanie klientem musi być szczere. Klient czuje nieszczerość
- Warto zarządzać firmą tylko na podstawie danych i faktów, a nie plotek i przypuszczeń
- Proaktywne zarządzanie. Lepiej wydać pieniądze na profilaktykę niż później na przywracanie wizerunku firmy
- Dążenie do doskonałości
- Ustalenie pracy zespołowej i zaangażowania personelu. Pracownik musi być zainteresowany wynikami. Zmotywowany pracownik wnosi istotny wkład w rozwój firmy
- Określenie i analiza przyczyn wad
- Dalsza kontrola procesu
Jeśli firma przyjęła koncepcje Six Sigma, może teraz korzystać z różnych narzędzi w bardzo harmonijny sposób. Może to być wykres, diagram drzewa, .
Metodologia Six Sigma
W sercu Six Sigma jako metodologii istnieją trzy powiązane ze sobą elementy:
- zarządzanie procesem
- doskonalenie istniejących procesów
- projektowanie nowych procesów
Jak usprawniane są procesy? Służy do tego pięć kroków, które są nazywane metodą DMAIC (Define, Measure, Analyze, Improve, Control).
- Definiować- zidentyfikować główne problemy w procesie. Powstaje zespół, który jest umocowany i określany jest obszar jego odpowiedzialności.
- zmierzyć- Wszystkie dane są gromadzone. Poczyniono wstępne założenia.
- Analizować- sprawdzane są wszystkie założenia, wyjaśniane są prawdziwe przyczyny odchyleń i problemów.
- Poprawić- Opracowywane i wdrażane są ulepszenia.
- kontrola– standaryzacja i dokumentacja; stały monitoring na ich podstawie.
Siedem stopni biegłości Six Sigma
Te same zespoły, które są tworzone przez kierownictwo firmy, mają przypisane własne tytuły. W sumie jest siedem tytułów.
- Kierownictwo. To są właściciele firm.
- Mistrz. Członek ścisłego kierownictwa firmy. To on musi podjąć decyzję o uruchomieniu projektu Six Sigma.
- Czarny pas. Ekspert Six Sigma. Odpowiedzialny za szkolenie i prowadzenie zespołu. Bierze pełną odpowiedzialność za wyniki.
- Zielony pasek. Ta osoba pracuje pod czarnym pasem. Analizuje i rozwiązuje problemy.
- Żółty pasek. Odpowiedzialny za realizację drobnych zadań.
- Biały pas. Odpowiedzialny za realizację prostych zadań.
W dzisiejszym świecie koncepcja sześciu sigma stała się bardzo popularna. Popularność jakiejkolwiek koncepcji zależy od liczby i skali firm, które go wdrażają. Dlatego też, kiedy General Electric wprowadził go, inne firmy również się zatrzymały. Zachodnie firmy dużo czerpią z Japończyków i starają się ulepszyć swoje koncepcje dla zachodniej mentalności. Six Sigma to być może pierwsza próba w tej dziedzinie.
Co sądzisz o koncepcji Six Sigma? Zostaw swoje opinie w komentarzach.
Synteza dwóch sprawdzonych i popularnych metod zarządzania i optymalnego dostosowania procesu produkcyjnego, które wzajemnie się uzupełniają, nosi nazwę Lean Six Sigma.
Celem integracji koncepcji było stworzenie systemu o synergicznym efekcie, który można zastosować w dowolnych przedsiębiorstwach, bez względu na obszar działalności i wielkość.
Koncepcja „Six Sigma” zrekompensowała niektóre niedoskonałości koncepcji „Lean Manufacturing” i odwrotnie.
Doświadczenie w stosowaniu złożonego, zsyntetyzowanego procesu zostało po raz pierwszy opisane w 2001 roku, a po 2 latach opublikowano kilka książek ze szczegółowym przeglądem teorii i praktyki Lean Six Sigma. W rezultacie stało się jasne, że koncepcje warunkowo „rozdzieliły” całą proceduralną różnorodność między sobą: „Lean” pokazał, co należy zrobić, a Six Sigma pokazała, jak organizować działania w tym celu.
W jaki sposób koncepcje wzajemnie się uzupełniają?
Koncepcja „Lean production”, zmieniając kulturę produkcji, z czasem rozbudowała zestaw narzędzi, obejmowała idee strumienia wartości, metody ochrony przed błędami i została przekształcona w „Lean Management” (Lean).
Pod koniec XX wieku obie te koncepcje (Lean i Six Sigma) były najpopularniejszymi obszarami doradztwa biznesowego w zarządzaniu jakością, gdyż liczba udanych wdrożeń w stosunku do ogólnej liczby wdrożeń okazała się wyższa niż dla innych metod zarządzania jakością. Razem wykazali się jeszcze większą wydajnością.
Jak Six Sigma uzupełnia Lean:
- Lean nie stawia wymagań co do infrastruktury niezbędnej do realizacji koncepcji. Rozwiązanie tego problemu zależy od inicjatywy menedżerów i ich umiejętności organizacyjnych, a przy zmianie składu menedżerów pojawiają się trudności związane z przejściem. Six Sigma pomaga sformalizować obowiązki najwyższego kierownictwa przedsiębiorstwa, stworzyć plan alokacji zasobów i monitorować sukces ich rozwoju.
- Koncepcja Lean nie jest tak rygorystyczna jak w Six Sigma, koncentruje się na potrzebach konsumentów. Zadowolenie żądań z eliminacji kosztów produkcji i strat pozaprodukcyjnych zależy pośrednio, natomiast w Six Sigma opis zasad koncepcji DMAIC rozpoczyna się od zdefiniowania wymagań konsumenckich: Define, Measure, Analyze, Improve, Control (ros.: Zdefiniuj, mierz, analizuj, ulepszaj, zarządzaj).
- Defekty w ramach koncepcji Lean wymieniane są jako główne źródła strat produkcyjnych, ale metody statystycznego zarządzania ich eliminacją są określone w Six Sigma.
Jak Lean uzupełnia Six Sigma?:
- Six Sigma opisuje metody eliminowania defektów, ale oprócz defektów, Lean Management wspomina również o czekaniu, transporcie, nadprodukcji, zapasach, przemieszczaniu się ludzi i działaniach nieprzynoszących wartości. Niekiedy praktycy zwracają też uwagę na stosowanie surowców niskiej jakości („fałszywa ekonomia”) i różnorodność, wynikającą z niestandaryzowanych elementów procesu.
- Six Sigma nie wyjaśnia związku między satysfakcją klienta (jakością) a czasem trwania procesu. Dzięki systemowi Lean pojęcie „czasu” zostaje wprowadzone jako kluczowe.
- Lean rozszerza zakres, który opisuje Six Sigma, dodając eliminację nieproduktywnych działań, optymalizację miejsca pracy, redukcję zapasów, redukcję kosztów transportu i wiele innych.
Jednocześnie oba podstawowe systemy charakteryzują się zorientowaniem na jeden proces (w przeciwieństwie do poprzedzających je koncepcji, dążących do uzyskania uniwersalnego zasięgu). Ta oryginalność została zachowana dzięki zsyntetyzowanej koncepcji.
Zastosowanie systemu Lean Six Sigma w przemyśle
Oba systemy leżące u podstaw, które stworzyły synergiczną koncepcję Lean Six Sigma, są systemami „żywymi”. Po przejściu wielu „testów” w sektorach przemysłowych i pozaprzemysłowych koncepcje stały się uniwersalne – z równym powodzeniem stosowane w różnych branżach. Na przykładzie logistyki można pokazać wykorzystanie kompleksu Lean Production + Six Sigma w sektorze usług.
 Czas realizacji, zgodnie ze wzorem Little'a, to ilość pracy w toku podzielona przez średni wskaźnik wykonania pracy (ilość pracy, jaką jeden pracownik wykonuje w danym okresie). Aby skrócić czas realizacji, synteza systemów Lean i 6 Sigma w logistyce koncentruje się na optymalizacji w 3 głównych obszarach:
Czas realizacji, zgodnie ze wzorem Little'a, to ilość pracy w toku podzielona przez średni wskaźnik wykonania pracy (ilość pracy, jaką jeden pracownik wykonuje w danym okresie). Aby skrócić czas realizacji, synteza systemów Lean i 6 Sigma w logistyce koncentruje się na optymalizacji w 3 głównych obszarach:
- Proces logistyczny jest procesem powolnym, co czyni go kosztownym. (Ponad 50% powolnych procesów wiąże się z odpadami bez wartości dodanej).
- Szybkość usług w logistyce zostaje zmniejszona ze względu na znaczny udział prac w toku. W efekcie przez około 90% czasu prace uważane są za niedokończone, co zmniejsza satysfakcję konsumentów.
- Kierunek opiera się na zasadzie Pareto, charakterystycznej dla procesów powolnych: 80% kosztów to wynik 20% działań. Dzięki zidentyfikowaniu i zmniejszeniu tych 20% terminowość wzrasta do 99%.
Specyfiką logistyki jest również to, że odpowiada za około jedną trzecią sprzedaży. Z obliczeń wynika, że 10% usterek w logistyce wydłuża czas realizacji o 38%, a WIP o 53%. Znaczna część kosztów dotyczy logistyki zwrotów. W zależności od inicjatora zwrotu, przyczyną może być:
- niezadowolenie użytkowników końcowych wdrażających gwarancję zwrotu pieniędzy,
- problemy z instalacją i użytkowaniem (z późniejszym powrotem małżeństwa),
- prace remontowe związane z wielokrotnym transportem towaru w obie strony,
- data ważności i bezpieczeństwo środowiskowe itp.
Na przykład w handlu internetowym w Stanach Zjednoczonych, według różnych szacunków, zwrot elektroniki i produktów high-tech sięga 50-80%. Zwiększa to liczbę problemów dla branży, która pierwotnie została stworzona i dostosowana do ruchu bezpośredniego, bez przepływu wstecznego na dużą skalę i która nie była gotowa do księgowania zwrotów, utylizacji produktów itp.
Z powyższego wynika, że przepływ wsteczny powinien być dostrojony tak samo dokładnie, jak przepływ bezpośredni, przy jednoczesnym ograniczeniu liczby operacji nie dodających wartości. Mogą w tym pomóc np. programy komputerowe, które byłyby kompatybilne z systemami informatycznymi wszystkich działów i pozwalałyby na tworzenie zamówień grupowych, sortowanie ich według czasu dostawy, rodzajów produktów, priorytetów itp. Zadania ogólne pozostają takie same podobnie jak w produkcji wyrobów - zmniejszenie zmienności na wejściu, zmniejszenie ilości przesiadek między zadaniami, standaryzacja platformy w cyklu przy zachowaniu asortymentu odpowiadającego potrzebom klienta itp.
Logistyka jest częstym zastosowaniem koncepcji Lean i Six Sigma w branży usługowej, ale ilustruje ogólne cechy zastosowania systemu.
Skuteczność Lean Six Sigma w liczbach
Wprowadzenie Lean Six Sigma przekłada się zarówno na wzrost gospodarczy, jak i na poprawę atmosfery wewnątrz zespołu, co ostatecznie wpływa również na gospodarkę – powstaje kultura dobrze skoordynowanej pracy zespołowej, szybkiej wymiany informacji i konkretnej wiedzy. W efekcie realizacja zintegrowanej koncepcji:
- przyspiesza procesy o 20-70%;
- poprawia jakość usług i wytwarzanych produktów o 20-40%;
- zwiększa ogólną sprawność o 10-30% (w porównaniu do oddzielnego wdrożenia jednego z podstawowych systemów).
Często realizacja koncepcji jest trudniejsza niż oczekiwano. Włącza się „czynnik ludzki”, w wymaganiach pojawiają się wewnętrzne sprzeczności, proces statystyczny staje się celem samym w sobie, a nie metodą wykrywania defektów.
Wśród częstych błędów wymieniają również przeciążanie zadaniami postawionymi przed sobą, gdy np. jest 100 przekształceń technicznych na 100 zidentyfikowanych potrzeb klientów. Ale to na pierwszy rzut oka „podnoszenie” wolumenu wiąże się z planowaniem i regulacją około 10 tysięcy relacji, co znacznie komplikuje wdrożenie. W takich przypadkach wskazane jest, aby nie konwertować wszystkiego na raz, ale skupić się na krytycznych potrzebach klienta, wyselekcjonowanych za pomocą listy priorytetów.
Nawet najbardziej efektywne i sprawdzone w czasie narzędzia muszą się z czasem zmieniać, stawać się coraz lepszymi, dostosowując się do realiów rynku i reprezentowanych na nim firm.
Żywy tego przykład— Lean Six Sigma. Ten - pod pewnymi względami innowacyjne połączenie metod zarządzania procesami w oparciu o zasady Six Sigma, z naciskiem na to, że mogą być z powodzeniem stosowane nie tylko w produkcji, ale w każdym obszarze biznesowym.
Lean Six Sigma: co to jest?
Lean Six Sigma (LSS, Lean 6 Sigma, Lean Six Sigma) to zintegrowana metodologia oparta na metodykach amerykańskich i japońskich:
(innymi słowy Lean production) – działania mające na celu ograniczenie strat (odpadów) produkcji oraz przyspieszenie procesów wytwarzania wyrobów gotowych; zdecydowanie zachęca się do znormalizowanych rozwiązań;
(Six Sigma) – działania, których celem jest poprawa jakości produktów, a w efekcie zwiększenie lojalności klientów; podstawą decyzji, często zupełnie niestandardowych, jest analiza informacji.
Trochę historii: czym jest Lean Manufacturing?
Filozofia ta nazywana jest również metodologią szczupłej produkcji, metodologią szczupłej produkcji, szczupłą produkcją. Założycielem tej metody pracy był Taiichi Ono, ideolog systemu produkcyjnego Toyoty (choć sam Ohno nie używał terminu, nazwy) szczupła produkcja wprowadzony przez Amerykanina Johna Krafchika (obecnie dyrektor generalny Waymo, firmy tworzącej samochody autonomiczne)).
Pracowaliśmy również nad algorytmem lean production James Womack i Michael Vader, Shigeo Singa, Jeffrey Liker, Dennis Hobbs, którzy wnieśli duży wkład w koncepcję, którą dziś stosują czołowe światowe firmy. Jednocześnie sama koncepcja uległa przekształceniu i rozszerzeniu. Jeśli początkowo chodziło o szczupłą produkcję, dziś bardziej słusznie jest mówić o szczupłym przedsiębiorstwie.
Jednym z głównych punktów, o których często się zapomina, jest to, że doskonale usprawniony proces produkcyjny— nic, jeśli reszta firmy pogrąża się w chaosie. Priorytet lidera— zrozumieć, co się dzieje i zidentyfikować ukryte straty.
Aby je dodatkowo zminimalizować budując odpowiedni klimat w firmie:
Jako lider w swojej organizacji, zarówno dużej, jak i małej, możesz wnieść największy wkład w swoją firmę, motywując i wspierając tych, którzy podejmują zmiany Lean. Podobnie jak dyrygent orkiestry, nie musisz grać na wszystkich instrumentach, ale musisz dokładnie znać nuty i prowadzić orkiestrę... Michael Vader
Pomimo tego, że w Japonii metodologia lean jest stosowana od ponad 60 lat, aw USA filozofia ta została przyjęta w latach 90., jej kluczowe zasady są nadal aktualne:
- pracownicy nie są tylko wymiennymi trybami w systemie, muszą być naprawdę zaangażowani we wszystkie procesy produkcyjne, od najprostszych do najbardziej złożonych; jest to możliwe tylko wtedy, gdy kierownictwo szczerze szanuje pracowników i rozumie potrzebę stałego rozwoju zawodowego każdego pracownika firmy;
- powinien łączyć technologie, regulacje, zasoby ludzkie;
- kluczowym czynnikiem sukcesu jest zmiana kultury korporacyjnej.
Lean to kultura ciągłego doskonalenia operacyjnego w firmie. Jest to nieustanny wysiłek w celu wyeliminowania marnotrawstwa i poprawy wydajności. To osobiste podejście każdego pracownika do tego, jak efektywnie wykonuje swoje funkcje i jak procesy w jego miejscu pracy przynoszą klientom dodatkową wartość. Aby osiągnąć maksymalną efektywność operacyjną, konieczne jest usprawnienie wszystkich procesów nie tylko z punktu widzenia firmy, ale także klienta... Ilya Polshakov, dyrektor ds. transformacji, Kyivstar
Które firmy stosują metodologię lean:
- Ogólne silniki
- VALEO
- Ford Motor Company
- Nowa równowaga
- Caltex
- Tikkurila
- EVRAZ UKRAINA itp.
Cieszę się, że procesy mające na celu powszechne wprowadzenie tej praktyki nasiliły się również na Ukrainie:
Lean jest dziś jedną z najlepszych na świecie praktyk poprawiających efektywność każdej organizacji, niezależnie od jej wielkości czy obszaru działalności. Wierzymy, że głębsze zrozumienie i zastosowanie kultury lean manufacturing przyczyni się do poważnej transformacji ukraińskiego biznesu, wzmacniając jego konkurencyjność na rynkach europejskich i światowych, a w efekcie stanie się znaczącym wkładem w rozwój społeczno-gospodarczy kraj...Sergey Komberyanov, prezes Lean Institute Ukraine
Trochę historii: czym jest „Six Sigma” (Six Sigma)?
Można powiedzieć, że historia rozwoju koncepcji zaczęła się od tego sformułowania, wypowiedzianego w 1979 roku na posiedzeniu Zarządu Motoroli:
Prawdziwym problemem firmy jest to, że jakość naszych produktów jest obrzydliwa!Sztuka Sandry
To właśnie to stwierdzenie zmusiło menedżerów do ponownego przemyślenia metod i zasad pracy, ponieważ 5-20% dochodów firmy (do 900 mln USD) przeznaczono na eliminację wad produktów.
Trudno było zmienić sytuację, bo droga od linii produkcyjnych do końcowego odbiorcy jest długa i kręta. W rezultacie zastosowano statystyki, które umożliwiły osiągnięcie pożądanego rezultatu.
Podstawa koncepcji Six Sigma:
- Sigma (grecka litera σ) to odchylenie standardowe, pokazujące wielkość odchyleń dla określonej próbki (pomiar wyników procesu z różnymi danymi początkowymi).
- Im więcej możliwości zmienności wewnętrznych i zewnętrznych czynników produkcji, tym wyższy poziom odchyleń jakościowych.
- Im mniejszy rozrzut wartości dla danej cechy, tym wyższa jakość produktu.
Im większa liczba, tym bardziej oczywista korzyść z zastosowania metody Six Sigma. Tak więc dla Motoroli zasada 6 Sigma była sposobem na zaoszczędzenie około 14 miliardów dolarów i pięciokrotny wzrost sprzedaży (w ciągu 10 lat od wprowadzenia metody 6 sigma).
Jeśli proces działa na poziomie jednej sigma, to z punktu widzenia zewnętrznego konsumenta wytwarza więcej wadliwych niż dobrych produktów.Gregory Watson,
Prezes i Partner Zarządzający Business Systems Solutions, Inc.
Aby ujednolicić pracę z systemem 6 sigma, opracowano specjalny algorytm krok po kroku zwany DMAIC:
- zdefiniować (definicja)
- miara (pomiar)
- analizować (analiza)
- poprawić (poprawa)
- kontrola (kontrola).
Wizualnie proces pracy z koncepcją 6 sigma można przedstawić w następujący sposób:

Metodologia naprawdę działa w różnych obszarach i krajach, ponieważ:
- Średnia pensja specjalistów z certyfikatem Six Sigma Yellow Belt wynosi 68 294 USD (Burning Glass).
- ci, którzy opanowali zasady Six Sigma, zarabiali więcej niż ci, którzy tego nie zrobili: +12 475 USD w Kanadzie (według ASQ.org).
Ponadto technikę tę wykorzystują takie firmy jak:
- Ogólne elektryczne
- Ford Motor Company
- FedEx
- Caterpillar Inc.
- Honeywell.
Korzyści ze stosowania Lean Six Sigma (Lean 6 Sigma)
Jeśli mówimy o globalnych korzyściach płynących z zastosowania symbiozy Lean Manufacturing i Six Sigma, to ich lista będzie wyglądała jak zagadka, gdzie wady tkwiące w metodologii Lean są z powodzeniem wypełniane przez metodologię 6 sigma (i vice versa):
- Podstawą lean manufacturing jest: eliminacja takich strat jak małżeństwo (wadliwe produkty). Jednocześnie nie ma mowy o szukaniu i obliczaniu opcji, z których może pochodzić to małżeństwo. I oczywiście nie prowadzi się żadnej pracy, aby znaleźć sposoby na zmniejszenie możliwości zmienności wewnętrznych i zewnętrznych czynników produkcji. Ale w koncepcji 6 sigma właśnie to jest na pierwszym planie.
- W związku z tym, że metodologia 6 Sigma została pierwotnie opracowana w kierunku zwiększania poziomu satysfakcji klienta, wszystkie jej kluczowe punkty są powiązane ze śledzeniem relacji „cechy procesu produkcyjnego – poziom zadowolenia użytkownika końcowego. W produkcji lean taka zależność metryk nie jest śledzona.
- Metodologia 6 sigma wymaga wstępnego zbudowania sformalizowanych procedur wdrażania koncepcji. Pierwszym krokiem jest opisanie odpowiedzialności przywódcy, cech i czasu szkolenia, mierników, według których śledzony jest postęp lub regresja itp.
- Produkcja szczupła zajmuje się kilkoma rodzajami marnotrawstwa, które są powszechne w produkcji, ale Six Sigma skupia się na wojnie z defektami.
- Czas i „zamrożone” aktywa - bardzo ważne czynniki, które są optymalizowane w lean manufacturing, ale w metodologii Six Sigma kryteria te nie są brane pod uwagę.
Zasady, które pomagają projektowi Lean Six Sigma (LSS) odnieść sukces
- główny cel— satysfakcja konsumenta. Na początek należy ustawić poprzeczkę, poniżej której nie pozwalają spaść wymagania klienta i rynku jako całości. Musisz także zrozumieć, co jest wartościowe dla klienta w Twoim produkcie i go rozwijać. To, co nie ma żadnej wartości- wyrzucać.
- Przepis na sukces -zbieranie danych w celu zidentyfikowania konkretnego problemu i rozwiązania go. Statystyka— ważny! Przyczyny wad i niezadowolenia klienta często nie są oczywiste. Nie musisz brać wszystkiego na raz. Stworzy tylko chaos.
- Nawiąż komunikację. Wszyscy uczestnicy przepływu pracy muszą znać zasady LSS, w przeciwnym razie będą kłopoty, a nie postępy. Trening to wszystko!
- Śledź wyniki i dostosuj je. Motywuj rozwój osobisty i zawodowy pracowników, nie zmieniając ich w bezsłownych wykonawców inicjatywy z góry.
Poziomy umiejętności w Lean Six Sigma
- "Czarny pas": osoba, która zostanie strategiem firmy i poprowadzi proces wdrożenia LSS na całym świecie;
- "Zielony pasek": tych, którzy stają się głównym motorem realizacji koncepcji 6 Sigma, optymalnie jest, jeśli przed rozpoczęciem szkolenia pracownik ubiegający się o tytuł wybrał mini-zadanie w firmie, które wymaga praktycznej nauki w ramach szkolenia ;
- "Żółty pasek": pracować pod przewodnictwem Zielonego Pasa, wykonując wąskie, specyficzne zadania, w których mogą i powinni być prawdziwymi ekspertami;
- "Biały pas": znak, że dana osoba opanowała podstawowy zestaw wiedzy i rozumie, czym jest 6 sigma.
Efekt zastosowania Lean Six Sigma wygląda imponująco:

Kto korzysta z Lean Six Sigma?
Zasadniczo wszyscy. Chociaż oczywiście często można usłyszeć rozmowy nie o tym, jak wykorzystać tę technikę na służbie swojej firmy, ale o tym, dlaczego nie powinieneś nawet próbować.
Są dwa główne powody, dla których ludzie zaczynają wdrażać 6 Sigmy. Po pierwsze, firma jest w kryzysie i trzeba coś zrobić, aby wydostać się z „dziury” lub gdy konkurencja zjada cię żywcem. Drugi to sytuacja, gdy firma chce poprawić jakość swoich produktów i być zawsze w TOP...Rino Domenico, prezes i dyrektor generalny Sterling Business School
Więc kto może skorzystać z tej metodologii:
Które firmy już stosują tę technikę:
- JSC "Nowy Styl"
- Walmart
- Agrogeneracja
- Starbucks
- Energia DTEK
- Merck
- Kyivstar
- PAT "Zakład metalurgiczny Mariupol im. Illicha"
- Coca cola.
Narzędzia, które przydadzą się do rozwoju Lean Six Sigma w przedsiębiorstwie:
Metodologia Lean Six Sigma to rozwiązanie dla tych, którzy są przyzwyczajeni do korzystania z najnowocześniejszych rozwiązań, osiągania wyników nawet wtedy, gdy inni uczestnicy rynku wciąż rozważają możliwość wdrożenia określonej metodologii.
Jak pokazuje praktyka, koncepcja ta jest przyjmowana przez specjalistów wysokiego szczebla, którzy osiągają imponujące wskaźniki wzrostu, niezależnie od warunków początkowych.