Cursuri 6 sigma kanban lin. Conceptul Six Sigma
Michael George Un capitol din Lean Six Sigma in Service. Cum viteza slabă și calitatea Six Sigma conduc la îmbunătățirea afacerii
Editura „Mann, Ivanov și Ferber”

Orez. 2. Distribuție normală Limitele distribuției normale sunt 6 a
Valorile Six Sigma vă permit să comparați distribuția rezultatelor reale cu o gamă de valori acceptabile (cerințele clientului). Un defect este orice valoare care nu corespunde cerințelor clientului. Cu cât aria de sub curba de distribuție se încadrează în intervalul cerințelor clienților, cu atât este mai mare nivelul sigma. Pentru a compara diferite procese, în locul numărului de defecte, se folosește conceptul de „procent” de defecte (sau „defecte per milion de oportunități”).

Six Sigma este un proces care produce 3,4 defecte per milion de oportunități, având în vedere variațiile așteptate.
Iată un exemplu: orice companie care plănuia să dezvolte construcții în Fort Wayne a aflat în curând că a face afaceri în acest oraș era, pentru a spune ușor, problematică. Printre altele, obținerea singură a permiselor necesare a durat adesea aproape două luni (51 de zile în medie). O echipă de angajați municipali a evaluat și a identificat lacune care l-au împiedicat pe Fort Wayne să concureze cu alte orașe în care o problemă similară a fost rezolvată în mai puțin de o lună.
Echipa însărcinată cu îmbunătățirea procesului de autorizare a identificat în curând cei mai importanți pași, a eliminat pașii redundanți și a dezvoltat proceduri standardizate cu linii directoare clare. Când procesul a început să fie implementat într-un mod nou, 95% din autorizații au fost eliberate în mai puțin de 10 zile. Mulți clienți - firme care anterior au fost reticente să construiască în Fort Wayne - au observat imediat această îmbunătățire.
ABC-ul Lean Manufacturing
Fiecare disciplină are propriul ei limbaj, iar lean manufacturing nu face excepție. Există o serie de termeni de care veți avea nevoie pentru a înțelege și a explora posibilitățile Lean (i veți întâlni pe toți de-a lungul acestei cărți).
Timpul de livrare și viteza procesului
Timpul de livrare indică cât durează livrarea unui produs sau serviciu din momentul primirii comenzii. O formulă simplă cunoscută sub numele de legea lui Little (după matematicianul care a demonstrat-o) ajută la înțelegerea factorilor care afectează timpul de livrare:
Această ecuație ne permite să determinăm cât timp va dura pentru a finaliza o unitate de lucru (lead time), având în vedere cantitatea de lucru în curs (work in progress) și cantitatea de muncă pe care o putem face pe zi, săptămână etc. (productivitate).
Legea lui Little înseamnă mult mai mult decât ar părea la prima vedere. Majoritatea dintre noi habar n-au despre performanță, cu atât mai puțin despre ratele de variație. Însuși gândul că trebuie să urmăm fiecare pas al procesului de onorare a comenzii - mai ales dacă un astfel de proces durează câteva zile sau săptămâni - ne deznădăjduiește. (Gândiți-vă la istoria obținerii de permise în orașul Fort Wayne și imaginați-vă cum este să urmăriți un proces care durează 51 de zile.) Cu valorile celor două variabile implicate în această ecuație, o putem determina pe a treia. Cu alte cuvinte, dacă cunoașteți WIP și productivitate, puteți determina timpul de livrare. Dacă cunoașteți timpul de livrare și productivitatea, puteți estima WIP în acest proces.
Producție neterminată
Uneori cei care se ocupă de prestarea serviciilor evită termenul „lucrări în curs”, întrucât acest termen este asociat în mod tradițional cu linia de producție. Cu toate acestea, conceptul în sine este aplicabil aproape oricărui proces. Dacă simțiți nevoia să traduceți acest termen Lean în afacerea dvs., încercați să vă gândiți la WIP ca la „lucruri” în desfășurare. Aceste „obiecte” ar putea fi cerințele clienților, chitanțe de procesat, apeluri telefonice la care se răspunde, rapoarte de completat și așa mai departe - orice lucrare care așteaptă să fie finalizată. Aproape peste tot în această carte este folosit termenul „lucru în curs”. Când te confrunți cu asta, gândește-te la propria ta muncă și la câte treburi neterminate ai pe birou, așteptând în aripi pe computer sau pe robotul telefonic. Toate acestea sunt o lucrare în curs.
Scopul lean manufacturing este de a crea condiții astfel încât să aveți suficiente resurse și să lucrați într-un ritm dat, în conformitate cu cerințele clienților. Mai important, printr-un proces standardizat, Lean vă permite să răspundeți rapid la semnalele clienților, ceea ce înseamnă că face procesul previzibil, gestionabil și stabil.
Jim Kaminsky, vicepreședinte adjunct, Bank One
Întârzieri / timpi de așteptare
Lucrări în desfășurare înseamnă că există o muncă care așteaptă de făcut. În limbajul Lean, acest job este „la linie”; iar timpul în care nu este tratat se numește „timp de așteptare”. Timpul la coadă, indiferent de durată și motive, este o întârziere.
Muncă cu valoare adăugată și fără valoare adăugată
Când începeți să urmăriți fluxul de muncă, vă devine clar că unele activități adaugă valoare din punctul de vedere al clientului (și se numesc muncă cu valoare adăugată din acest motiv). Pentru a testa dacă o lucrare adaugă valoare, întreabă-te dacă clientul tău ar fi dispus să plătească pentru ea dacă ar ști că este inclusă în prețul total al produsului. Dacă, după toate probabilitățile, refuză să plătească pentru asta, sau preferă să facă afaceri cu un furnizor care nu are astfel de costuri, aceasta este o muncă care nu adaugă valoare.
Eficiența procesului
Pentru orice proces de livrare a serviciilor, un indicator foarte important este proporția din timpul total al ciclului care este cheltuită activităților care adaugă valoare. Acest indicator arată simultan proporția pierderilor și se numește eficiența ciclului procesului. Este raportul dintre timpul de valoare adăugată și timpul total de livrare:
Eficiența procesului = Timp de valoare adăugată pentru client / Timp total de livrare.
Dacă eficiența procesului este sub 10%, atunci procesul este supraîncărcat cu deșeuri care nu creează valoare și poate fi îmbunătățit.
Pierderi
După cum tocmai am arătat, risipa este tot ceea ce nu adaugă valoare din punctul de vedere al clientului: timp, cost, muncă. Există unele pierderi în toate organizațiile, deoarece există slăbiciuni peste tot. Ei sunt cei care ar trebui eliminați în timpul optimizării. Volumul pierderilor în orice activitate este proporțional cu durata întârzierilor în cursul muncii. Lean manufacturing ne învață să recunoaștem și să eliminăm risipa, mai degrabă decât să urmăm fără minte căile bătute. În practica lean manufacturing, există șapte tipuri de deșeuri.
Lecții cheie Lean
Cele de mai sus ne permit să tragem niște concluzii aparent foarte simple, dar extrem de importante, care spun că cu ajutorul lean manufacturing putem obține rapid îmbunătățiri. Iată constatările, care vor fi discutate mai detaliat mai jos.
- Majoritatea proceselor nu sunt „lean” și au o rată de eficiență a procesului mai mică de 10%.
- Reducerea lucrărilor în desfășurare este esențială (pentru că nu puteți controla lucrările în desfășurare, nu puteți controla timpul de livrare).
- Fiecare proces ar trebui să funcționeze pe un sistem „pull” mai degrabă decât pe un sistem „push”, care elimină variația timpului de livrare.
- Aproximativ 20% din muncă generează 80% din toate întârzierile.
- Nu poți îmbunătăți ceea ce nu poți vedea: trebuie să vizualizezi procesul pe baza datelor.
Lectia 1 Majoritatea proceselor nu sunt „lean”
Bănuiesc că nu veți fi surprinși să aflați că în procesele de servicii „lean”, cea mai mare parte a muncii – 50% sau mai mult – se desfășoară în activități fără valoare adăugată. Acest lucru poate fi vizualizat pe o hartă a procesului folosind culori sau alte tehnici pentru a distinge vizual munca care adaugă valoare de munca fără valoare adăugată. Da, fig. 3 prezintă fragmentul inițial al unei diagrame bloc de bază compilată de echipa Lockheed Martin. Această echipă a constatat că 83% din munca depusă între plasarea unei comenzi de cumpărare și primirea unui produs nu adaugă valoare (adică este o risipă). Aceasta include corectarea erorilor, solicitarea de oferte de la angrosisti (deși prețurile pot fi negociate în prealabil), obținerea de desene corectate și alte acțiuni cauzate de întârzieri în etapele anterioare ale procesului.
Viteza poate compromite calitatea?
Cu toții ne-am aflat în situații în care cerința de a „lucra mai repede” a creat probleme de calitate și, ca urmare, a încetinit procesele. Prin urmare, ar fi destul de rezonabil să ne temem: o abordare slabă, care vizează accelerarea procesului, va cauza daune calității? Acest lucru nu se întâmplă. De ce? Deoarece lean reduce timpul prin eliminarea activităților care nu adaugă valoare, eliminând cozile, reducerea timpului dintre activitățile care adaugă valoare și așa mai departe. Lean lasă de obicei intacți etapele critice ale procesului care oferă valoare clientului. Utilizarea instrumentelor Six Sigma pentru operațiuni de creare de valoare reduce numărul de defecte, care la rândul său accelerează etapele de adăugare de valoare.
Cu toate acestea, deoarece aceste etape reprezintă de obicei mai puțin de 10% din timpul total de livrare, creșterea vitezei proceselor de valoare adăugată are un efect redus asupra vitezei procesului general. Impactul crește considerabil doar atunci când activitățile care nu adaugă valoare sunt eliminate.

Orez. 3. Diagramă simplă (care ilustrează activități cu valoare adăugată și fără valoare adăugată)
Echipa Lockheed Martin Supply Center a constatat că cea mai mare parte a lucrărilor de la momentul plasării unei comenzi de cumpărare până la primirea materialelor este deșeu (fără valoare adăugată). Au fost luate măsuri pentru a compensa erorile, omisiunile și întârzierile din etapele anterioare ale procesului, precum și măsuri pentru a reduce varietatea uriașă de sarcini eterogene (complexitate). Detalierea mai fină a fluxului de valoare (reprezentând cele 248 de etape la nivelul necesar de detaliu) și reducerea ulterioară a complexității prin standardizare au eliminat o mare parte din deșeuri. Rezultatele acestor îmbunătățiri au permis companiei să reducă costurile de achiziție la jumătate.
Lecția numărul 2. Sarcina principală este reducerea lucrărilor în curs
Să ne întoarcem la legea lui Little.
Lead Time = WIP / Productivitate.
Această egalitate nu este doar un construct teoretic, ea are multe implicații practice. În primul rând, arată că există două moduri de a reduce timpul de livrare - fie prin reducerea WIP, fie prin creșterea productivității. În orice operațiune care nu implică contact direct cu clientul, adică în cazul în care lucrul în curs reprezintă comenzi, e-mailuri sau rapoarte, și nu oameni, este mult mai ușor să controlezi volumul lucrărilor în curs decât pentru a crește productivitatea. De fapt, puteți accelera orice proces - economisi timp - pur și simplu reducând WIP și fără a face nimic pentru a crește productivitatea.
Această concluzie explică modul în care, prin aplicarea principiilor lean manufacturing, este posibil să se obțină rapid rezultate pozitive. Ar trebui să se limiteze doar pe cât posibil cantitatea de muncă primită pentru procesare pe unitatea de timp. Următoarele explică ce trebuie făcut dacă munca în desfășurare este „oameni” și cea mai bună modalitate de a economisi timpul de livrare este conectarea unei capacități suplimentare pentru a crește productivitatea.
De ce ar trebui să acordăm prioritate lucrărilor în curs? Pentru a-i reduce volumul, este nevoie doar de capital intelectual. Îmbunătățirea productivității necesită investiții sau o creștere a salariului, ambele având un impact negativ asupra randamentului capitalului investit și, prin urmare, asupra valorii pentru acționari. Legea lui Little oferă o bază matematică care ne permite să aplicăm metode de fabricație lean oricărui proces.
Lecția numărul 3. „Cum să reducă această lucrare blestemată în desfășurare?” (Crearea unui sistem „pull”)
Aruncă o privire la locul tău de muncă. Este căsuța dvs. de e-mail plină de mesaje necitite? Aveți o listă lungă de e-mailuri care va dura câteva zile pentru a fi examinate? Robotul telefonic refuză să primească mesaje noi? Așteaptă cineva rezultatele muncii tale?
Toate acestea sunt diferite forme de lucru în curs, muncă pe care altcineva te așteaptă - un coleg sau un client. În calitate de nou-venit slab, știți că, pentru a reduce timpul de ciclu și risipa, trebuie să reduceți WIP. Știți că lucrările în curs sunt ca mașinile pe o autostradă: dacă sunt mai multe mașini, viteza traficului pe un drum aglomerat scade! Dar cum să faci asta?
Bineînțeles, nu poți limita lucrul în derulare în procesele direct legate de client atunci când lucrul în derulare este clienții care așteaptă serviciul sau doresc să achiziționeze un produs (există și alte modalități de a menține sau de a reduce timpul de livrare în astfel de situații).
Pentru orice job care nu are un client în față, cheia reducerii WIP este Legea lui Little. În procesele lean service, există o etapă care precede procesul în sine, o etapă în care se „acumulează” factorii de intrare (cereri de muncă, comenzi, apeluri etc.). Apoi cineva controlează intrarea acestor „factori” în proces.
Luați în considerare următorul exemplu. Distribuitorii independenți aveau nevoie de informații despre propunerile comerciale din partea departamentului de marketing pentru a determina estimări pentru lucrări de construcție. Au fost nemulțumiți că departamentul de marketing a avut nevoie de două-trei săptămâni pentru a prezenta aceste informații. Perioada care li se potrivea a fost de trei zile.
Grupul de lucru a colectat date pe parcursul mai multor săptămâni, arătând că personalul de marketing ar putea procesa în medie 20 de oferte pe zi. Distribuitorii doreau un termen de livrare garantat de 3 zile; datele obținute au indicat că abaterea în proces a necesitat un obiectiv mai strict de 2,4 zile.
Cât de mult lucru a fost permis în acest proces? Revenind la Legea lui Little și substituind 20 (productivitate) și 2,4 (timpul de livrare) în formulă, grupul de lucru a primit un lucru maxim în curs egal cu 48 de propuneri - acesta este numărul de propuneri „în lucru” la un moment dat.
Timp de livrare = 2,4 zile = (WIP = 48 oferte) / (Productivitate = 20 oferte/zi).
Pentru a gestiona un astfel de sistem, au creat un stand pentru a afișa vizual informații despre numărul de propuneri în curs de procesare. Limita de lucru în desfășurare a fost de 48 de solicitări, așa că până când numărul lor a scăzut la 47, un angajat al departamentului nu a putut începe să proceseze noi cereri, așa cum se arată în Fig. 4.
Secretul care face ca acest sistem să funcționeze este în colțul din stânga jos al Fig. 4, care arată unitatea etichetată „input”. (În funcție de natura muncii dvs., acest depozit poate fi un container fizic sau o bază de date electronică.) Solicitările nu intră în mod oficial în proces cât timp sunt în rezervorul de materie primă. Singurul semnal care furnizează lucru la intrarea procesului este ieșirea unei unități de ieșire din proces - acesta este sistemul „pull”. Timp de livrare a serviciului garantat - aproximativ două zile și jumătate sunt luate în considerare din momentul în care aplicația intră în proces. Cu alte cuvinte, sistemul „pull” din industria serviciilor înseamnă luarea unor decizii deliberate cu privire la momentul în care să începeți lucrul în acest proces. Cu toate acestea, este foarte important modul în care se iau astfel de decizii: valoarea nu poate fi trecută cu vederea. În acest caz, este vorba despre care bilet este introdus în proces atunci când un alt bilet a fost procesat. Nu este deloc adecvat să procesăm ofertele pe principiul primul venit, primul servit, deoarece unele oferte promit comenzi promițătoare de mare valoare, în timp ce altele sunt comenzi mici, oferte discutabile sau sunt susceptibile de a fi respinse.

Orez. 4. Sistem "Pull" pentru oferte comerciale de vanzare
Problema comenzii de procesare poate fi rezolvată prin prioritizarea propunerilor în funcție de perspective. Fiecare aplicație este caracterizată de următorii trei parametri, fiecare dintre care este evaluat pe un sistem în trei puncte:
- complexitatea calculului;
- avantaj competitiv;
- profit brut în dolari.
Scorurile pentru fiecare dintre criteriile pentru fiecare propunere sunt înmulțite. Propunerile cu cel mai mare rating sunt depuse pentru procesare mai întâi, chiar dacă alte cereri își așteaptă rândul mai mult timp. (O cerere nouă cu nota 9 este introdusă în proces mai rapid decât o cerere cu nota 6 depusă anterior). Folosind acest sistem, personalul departamentului de marketing, cu același număr, a putut crește venitul brut cu 70% și profitul brut cu 80%. (Desigur, compania ar putea crește productivitatea prin creșterea numărului de personal de marketing și suportând costuri uriașe.)
Cum să-ți creezi propriul sistem „pull”?
Cum să faci un astfel de sistem să funcționeze pentru tine? Următorul este un exemplu de secvență de acțiuni.
- Definiți/afirmați nivelul dorit de serviciu. Întrebați clientul ce nivel de serviciu ar dori.
- Determinați viteza de lucru a echipei dvs. de lucru (pe baza datelor).
- Utilizați Legea lui Little pentru a determina cantitatea maximă de lucru în desfășurare permisă.
- Limitați cantitatea de lucru în curs la valoarea maximă obținută.
- Puneți toate lucrările primite în coșul de intrare.
- Dezvoltați un sistem de prioritizare pentru ordinea în care munca este pusă în proces din unitate.
- Continuați să îmbunătățiți procesul, ceea ce vă va permite să creșteți viteza de lucru și să obțineți o reducere suplimentară a timpului de livrare.
Impactul pozitiv al Lean Six Sigma asupra unor astfel de situații este dublu: în primul rând, în furnizarea de servicii, decizia este luată, ceea ce nu era cazul înainte, pe baza datelor (varianța cererii, lucru în curs și productivitate). În al doilea rând, folosește instrumentele de viteză și calitate care sunt adoptate de cei care sunt dispuși să depună timp și efort pentru a duce lucrurile la bun sfârșit.
Cu grija! Nu tratați clientul ca pe un stoc sau ca pe o materie primă!
Sistemul „pull” descris mai sus funcționează atunci când documentele, e-mailurile, apelurile telefonice etc. sunt transmise pentru procesare.Dar în procesul de comunicare directă cu clientul, trebuie să mențineți un nivel acceptabil de timp de răspuns și productivitate a procesului de livrare a serviciilor. , care indiferent ce s-a întâmplat. Când clienții sunt în lucru, nu puteți crea inventar din ei și nici nu puteți crește timpul de așteptare pentru un serviciu și, prin urmare, timpul de livrare. Legea lui Little spune că singura posibilitate în acest caz este creșterea productivității.
O problemă cu operațiunile direct către client este variațiile mari ale cererii, orele aglomerate ale clienților alternând cu perioade de nefuncționare.
Dacă dinamica acestei rotații este previzibilă, productivitatea poate fi crescută prin modificarea corespunzătoare a numărului de personal de service: în timpul orelor de vârf, se pot adăuga lucrători suplimentari, așa cum se face în call center-uri (call-center). Dacă variațiile cererii sunt imprevizibile, ar trebui aplicată teoria cozilor de așteptare, care vă va permite să calculați modul în care diferiți factori, cum ar fi variațiile cererii sau ofertei, afectează WIP (și, prin urmare, timpul de livrare). De exemplu, fig. Figura 3.11 din Lean Six Sigma: Combinarea calității Six Sigma cu Lean Speed, reprodusă în Figura 3.11. Figura 5 arată că, dacă aveți marje de performanță de 20%, variația cererii are un efect redus sau deloc asupra timpilor de așteptare ale clienților.

Orez. 5. Impactul negativ al deformarii este maxim atunci cand functioneaza la limita capacitatii
Capacitatea de rezervă poate fi asigurată prin aducerea de personal din alte departamente care este instruit în abilități conexe sau prin utilizarea unui sistem de prioritate (ca în sistemul „pull” descris mai sus) care atribuie servicii mai complexe unui personal mai experimentat.
Lecția numărul 4. Eficiența procesului vă permite să vă cuantificați capacitățile
De obicei, eficiența proceselor din sectorul serviciilor este de aproximativ 5% (Tabelul 1), adică 95% din timpul de lucru este petrecut în așteptare. Teribil? Încă ar fi. Și nu este vorba doar de întârzieri. Vechea zicală este adevărată: cu cât o lucrare este lăsată mai mult timp neterminată, cu atât este mai scumpă. În procesele lean, timpul de adăugare a valorii este mai mare de 20% din timpul total al ciclului.
Tabelul 1. Eficiența procesului

Nu fi surprins dacă procesele organizației tale sunt mai puțin de 5% eficiente. Nu te descuraja. Experiența arată că, prin aplicarea instrumentelor de bază ale Lean Six Sigma, veți începe rapid să culegeți beneficiile și veți putea reduce costurile cu cel puțin 20%.
Eficiența unui proces poate fi vizualizată prin separarea timpului de valoare adăugată de timpul fără valoare adăugată într-o cronologie de creare a valorii, așa cum se arată în Figura 2. 6. (O astfel de reprezentare vizuală ajută să stârnească și să intereseze oamenii!)

Orez. 6. Axa temporală a creării valorii
Ideea unei hărți a timpului de creare a valorii este destul de simplă. Este necesar să se urmărească procesarea oricărei unități de producție și să se atribuie timpul petrecut uneia dintre cele trei categorii: 1) adăugare de valoare, 2) pierderi inevitabile - sunt un aspect integral al afacerii (muncă pe care clientul nu dorește să o facă). plătiți, dar de care nu se poate renunța - conformarea contabilă, legală și de altă natură) și 3) întârzieri/pierderi. Apoi desenați o cronologie și trasați toate cele trei categorii pe ea. În exemplul de achiziții Lockheed Martin de mai sus, puteți vedea că durează patru zile de la momentul în care o solicitare este primită de centrul de achiziții până la momentul plasării comenzii. Munca cu valoare adăugată (zone întunecate deasupra liniei de mijloc) arată că în aceste patru zile cumpărătorul a petrecut 14 minute procesând comanda. De cele mai multe ori, care este afișat ca spațiu alb este timpul de așteptare. Inițial, acest proces a avut o eficiență mai mică de 1% (14 minute din 4 zile, sau 1920 minute).
Axa temporală a creării valorii urmărește mișcarea unei unități de producție în timpul procesului și ia în considerare timpul petrecut. Deasupra liniei de mijloc se află timpul care adaugă valoare din punctul de vedere al consumatorului; restul este pierdere.
Lecția numărul 5. 20% din muncă generează 80% din întârzieri
Pentru a atinge obiectivul principal al producției slabe - viteza - există o singură cale: scăpați de tot ceea ce încetinește procesul. Cartografierea procesului și colectarea datelor privind timpul ciclului, variația și complexitatea vă va permite să calculați timpul de întârziere pentru fiecare operațiune individuală a procesului. Experiența arată că în orice proces cu o eficiență de 10% sau mai puțin, 80% din timpul de livrare este „consumat” de mai puțin de 20% din operațiuni – un alt exemplu al efectului Pareto în acțiune! Acest 20% se numește „timpul ascuns pierdut”, care devine evident la maparea fluxului de valori și poate fi reprezentat sub forma unui grafic al timpului valoric (ca în Figura 6).
Identificarea pierderilor latente este una dintre cele mai importante probleme, deoarece prioritatea în acest caz este determinată de durata întârzierii. Prin prioritizarea corectă a țintelor, veți avea o pârghie puternică asupra rezultatelor financiare ale îmbunătățirii.
Lecția #6
Dacă oportunitățile de reducere a costurilor și a timpului de livrare în furnizarea de servicii sunt atât de mari, de ce să nu aplicați mai des Lean Six Sigma?
Unul dintre beneficiile evidente ale producției este capacitatea de a vedea și urmări fluxul de lucru. Mergi de-a lungul liniei de producție și vezi cum este procesat produsul și cum, trecând de la un loc de muncă la altul, materiile prime sau materialele se transformă în produsul final. Acest flux este întotdeauna documentat în departamentul de expediere, care înregistrează munca cu valoare adăugată. În plus, vedeți dovezi tangibile de risipă (lucrări în curs, resturi, întârzieri) sub formă de grămezi de lucrări în curs sau resturi.
În furnizarea de servicii, o mare parte a muncii rămâne invizibilă. Cu o singură apăsare a tastei, cineva trimite un raport către un alt birou de la capătul holului sau oriunde în lume. Cineva apasă un buton de pe un telefon și comută un client de la un departament (de exemplu, serviciul pentru clienți) la altul (suport tehnic).
În servicii, este mai greu să vezi mai mult decât fluxul (procesul). Este aproape la fel de dificil de estimat cantitatea de lucru în curs. Da, unii dintre noi îi putem estima volumul privind grămada de hârtii de pe masă sau numărând câți oameni așteaptă la coadă așteptând serviciul. Dar mult mai des, „munca” ia forme mai puțin vizibile – de exemplu, rapoarte sau comenzi în formă electronică care așteaptă să fie procesate, 20 de e-mailuri la care să se răspundă, 10 clienți „atârnați” pe linia telefonică.
Dar, deși este dificil să faceți vizibil fluxul de lucru în industria de servicii, înțelegerea acestuia și estimarea lucrărilor în desfășurare sunt o condiție prealabilă pentru utilizarea instrumentelor lean pentru a crește viteza și a reduce risipa. Diverse hărți pot fi folosite pentru a „face vizibil invizibilul”, inclusiv hărțile fluxului de valoare pe care le veți vedea de mai multe ori în această carte (un exemplu de astfel de hartă este prezentat în Figura 7).

Orez. 7. Harta fluxului de valoare (harta fluxului de proces)
În plus, fig. Figura 7 arată că multe procese de management sunt prea complexe. De exemplu, într-o companie, aprobarea unei modificări de design necesită semnătura a șapte manageri, iar formularul de aprobare se deplasează timp de săptămâni prin șapte tăvi pentru documente. Acest proces de livrare a serviciilor provoacă probleme serioase în procesul de fabricație, deoarece împiedică modificarea desenelor (și a produselor care sunt realizate din acele desene) în timp util. Ciclul lung al unui astfel de proces de luare a deciziilor înseamnă că, odată ce o problemă de calitate a fost identificată, reprelucrarea va continua foarte mult timp chiar și după ce au fost create noi desene din care produsele pot fi produse fără defecte.
Când compania a analizat mai atent procesele de obținere a tuturor celor șapte semnături, a devenit clar că cinci dintre cei șapte manageri nu au cunoștințele și abilitățile relevante pentru post. A fost suficient ca acești cinci manageri să primească o notificare despre aprobarea unui nou document, care să nu provoace nici cea mai mică pagubă procesului. O copie a acestui document le-a fost în continuare trimisă pentru că le-a fost util să știe despre modificări, dar au fost excluși din procesul decizional. Acum cei doi manageri rămași au la dispoziție mai puțin de o săptămână pentru a studia formularul și a rezolva toate problemele, după care procesul poate continua în continuare.
management vizual
Abundența instrumentelor de management vizual utilizate de producția slabă se explică prin beneficiile unei reprezentări vizuale a lucrărilor în curs, a costurilor și a competențelor angajaților. Aceste instrumente vă permit să:
- identificați și vizualizați prioritățile de lucru;
- vizualizați indicatorii de performanță zilnici ai procesului („ziua a fost de succes sau nu?”);
- să creeze condiții favorabile de comunicare în zona de lucru, precum și între conducere și personal;
- oferi feedback membrilor echipei de lucru, maiștri (supraveghetori) și manageri și permite tuturor angajaților să contribuie la îmbunătățirea continuă.

Orez. opt. Tablă de tact pentru înregistrarea comenzilor
La cel mai simplu nivel, managementul vizual poate include postarea de hărți de proces (care arată cum trebuie efectuat procesul) sau o listă de indicatori pe un buletin, astfel încât toată lumea din zona de lucru să poată vedea cât de reușit sau nereușit este procesul. Orez. Figura 8 prezintă un tip special de instrument de management vizual numit takt board (cuvântul takt este german pentru „metronom”). Astfel de plăci sunt folosite pentru a menține ritmul sau ritmul dorit al procesului. Tabloul arată ritmul de producție dorit (în funcție de cerințele clienților și limitele WIP) și viteza reală cu care lucrează participanții. Grupul care a dezvoltat acest forum a definit o limită de lucru în curs și o folosește pentru a menține numărul de solicitări în proces la 48. În continuare, vom vorbi despre alte instrumente de management vizual.
Exemple de aplicare a instrumentelor de producție lean în sectorul serviciilor
În urmă cu câțiva ani, departamentul de integrare a sistemelor Lockheed Martin și-a concentrat o mare parte din activitatea de achiziții pe Centrul de achiziție de materiale din regiunea Mid-Atlantic (MAC-MAR). Acest centru deservește 14 regiuni cu adrese diferite („clienți” MAC-MAR). Multe dintre aceste site-uri regionale au fost achiziționate în timpul fuziunilor industriei de apărare din anii 1990 și funcționează pe o varietate de sisteme informatice vechi.
Fiecare furnizor al centrului este responsabil pentru furnizarea unei liste specifice de produse. Achizitorii se conectează la sistemul informatic al site-ului relevant, procesează cererile de cumpărare și abia apoi trec la lucru cu un alt site. Această conexiune și deconectare au prezentat o problemă. Deoarece diferite departamente au folosit sisteme informatice diferite, un furnizor a durat în medie 20 de minute pentru a trece de la un client la altul. În limbajul lean, această situație se numește timpi lungi de schimbare. Cu toate acestea, la acel moment - înainte de apariția programului LM21 - niciunul dintre lucrătorii furnizoare nu era instruit în lean manufacturing și, prin urmare, nu a numit și perceput această operațiune ca timp de schimbare și nu s-a gândit la modul în care aceasta afectează procesul în ansamblu. .
Nu numai timpul lung de trecere fizică de la un sistem informatic la altul a împiedicat furnizorii MAC-MAR. Era și o chestiune de „resetare” a gândurilor („curba de învățare”), care prezenta și o problemă: lipsa uniformității sistemelor însemna că furnizorii trebuiau să treacă constant de la o instrucțiune la alta, încercând să-și amintească 14 denumiri diferite pentru una. parte etc. d.
Cum ați proceda într-o astfel de situație? Furnizorii au lucrat astfel: mai întâi au procesat toate cererile dintr-o secțiune și abia apoi au trecut la următoarea. În medie, le-a luat o zi întreagă să proceseze cererile de la un client și abia după aceea au putut trece la următorul site. Dacă luăm în considerare productivitatea ca fiind numărul de comenzi plasate pe oră, acesta a fost destul de mare, dar dacă luăm în considerare prioritatea acestor comenzi, furnizorii au plasat comenzi incorect de cele mai multe ori. Și atunci când există un exces de lucru în desfășurare în sistem, puteți fi sigur că, conform legii lui Little, timpul de livrare va fi foarte lung.
Orez. Figura 9 arată cum au fost gestionate comenzile înainte de îmbunătățirea procesului. Conectându-se la unul dintre site-uri, furnizorii au încercat să proceseze toate cererile venite de acolo - atât cele urgente, cât și cele care ar putea aștepta.

Orez. 9. Fragment din interfața programului care a fost folosit anterior
Din cauza sistemelor informatice nestandardizate, personalul centrului de aprovizionare al Lockheed Martin nu a putut lucra pe mai multe locații în același timp. Le-a luat 20 de minute pentru a trece la următoarea secțiune. Este de înțeles că, conectându-se la unul dintre site-uri, au dorit să proceseze imediat toate comenzile înainte de a trece la următorul client.
Caracteristicile filozofiei lean manufacturing
Procesele Lean se caracterizează prin:
- eficienta procesului peste 20%;
- limită fixă de lucru în curs pentru controlul vitezei;
- utilizarea unui sistem „pull”, în care munca nouă intră în procesare numai atunci când munca de ieșire corespunzătoare este transferată la următoarea operație;
- utilizarea afișărilor vizuale de informații pentru a controla și monitoriza procesul (de exemplu, arătați starea diferitelor produse sau servicii în proces sau enumerați idei suplimentare pentru a reduce timpul de livrare).
Problema a fost că acest proces nu a ținut deloc în considerare termenele cerute de alți clienți: o comandă urgentă pentru site-ul D trebuia să aștepte până când furnizorul procesează toate comenzile pentru site-urile A, B și C. Ca urmare, furnizorul a luat 14 sau mai multe zile din așa-numitul timp de turnover pentru client (timpul de rotație al clientului) pentru a parcurge întregul ciclu de procesare a cererilor de la toți clienții. Acest lucru a dus la termene lungi de livrare, întârzieri de facturare pentru proiectele critice și necesitatea de ore suplimentare în producție (Figura 10).
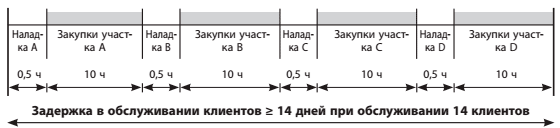
Orez. 10. Lipsa flexibilității în procesul de achiziție
Întrucât trecerea de la un site la altul era un proces extrem de complex și consumatorul de timp pentru cumpărătorii Lockheed Martin, procedura standard a fost să proceseze toate comenzile de la un site - urgente și neurgente - înainte de a trece la următorul, așa cum se arată în fig. . 10. Este ușor de calculat că atunci când se prelucrează date de pe 14 site-uri, adesea a durat 14 zile sau mai mult până când furnizorul a fost gata să preia următorul lot de comenzi de pe site.
Mai mult, același produs, precum procesorul Intel Pentium, putea fi comandat de 14 ori sub 14 denumiri interne diferite (fiecare comandă putea fi 1/14 din total), ceea ce a crescut costul pe produs și a crescut timpul total de așteptare și livrare. de 14 ori.
Harta fluxului de valoare a arătat că cele mai multe întârzieri în procesul de achiziție în ansamblu au fost cauzate de problema „de schimbare”, care a fost principala pierdere de timp ascunsă. Era clar că dacă această problemă nu era rezolvată, alte îmbunătățiri ar fi inutile. Aceste concluzii au fost confirmate de „vocea clientului”: punctul cel mai important pentru site-urile de consum a fost accelerarea onorării comenzilor de cumpărare și reducerea costurilor de achiziție.
Echipa MAC-MAR a mapat procesul, a determinat cantitatea de lucru în desfășurare la fiecare etapă, a identificat cele mai mari întârzieri, a identificat complexitatea și a realizat că soluția la această problemă a avut două componente:
- ar trebui dezvoltat un program care să fie compatibil cu sistemele informatice ale tuturor departamentelor și să poată grupa comenzile în funcție de tipurile de produse, afișând împreună datele rezumate (acest lucru va evita întârzierile din cauza trecerii constante la conectarea la diferite sisteme) ;
- structura programului ar trebui să permită furnizorilor să sorteze comenzile după timpul de livrare și tipurile de produse.
Rezultatul este prezentat în fig. 11. În loc de informații pe un site, acum sunt reunite aici doar comenzile urgente de pe toate site-urile. Făcând clic pe numele produsului relevant, puteți obține informații despre cererile de achiziție și puteți vedea istoricul acestora. Transformările ulterioare au inclus extinderea gamei de produse care sunt furnizate în baza contractelor, ceea ce permite cumpărătorilor să plaseze o comandă cu un singur clic (în loc să reconfigureze sistemul pentru a plasa comenzi individuale) și multe alte îmbunătățiri.

Orez. unsprezece. Vizualizarea interfeței după transformări
La prima vedere, informațiile de pe ecran nu diferă mult de cele prezentate inițial (Fig. 9). Cu toate acestea, capacitatea de a sorta comenzile primite de pe toate site-urile în ordinea priorității de livrare înseamnă că acum este posibilă combinarea informațiilor primite de la diferite site-uri folosind diferite programe.
Depășirea problemelor de lucru cu diferite programe a sporit flexibilitatea procesului de achiziții.
- Timpul de schimbare a fost redus de la 20 de minute la aproape zero.
- Mărimea lotului este acum 1 comandă, deoarece furnizorul nu trebuie să treacă de la o zonă la alta la plasarea comenzilor.
- Durata ciclului, care înainte era de peste 14 zile, este acum mai mică de 1 zi (dacă furnizorul începe de la site-ul A, el poate procesa toate comenzile urgente și poate reveni la site-ul A în aceeași zi).
- WIP: Clienții obișnuiau să aștepte la coadă până la 14 zile, cu o așteptare medie de 7 zile sau 56 de ore. Acum timpul maxim de așteptare este de 2 ore, iar media este de 1 oră.
- Productivitatea s-a îmbunătățit - în loc să deservească un client pe zi de lucru de 8 ore, comenzile de la 14 clienți sunt acum procesate la fiecare 2 ore (care corespunde la 56 de clienți pe zi).
Cine se simte confortabil cu această muncă - tu sau clientul?
Grupul de lucru MAC-MAR a făcut alte modificări procesului (inclusiv extinderea listei de condiții pre-acordate). În total, aceste schimbări au avut ca rezultat o reducere cu 50% a prețurilor de achiziție, o reducere cu 67% a timpilor de livrare pentru bunurile de pe piața de masă (de la 6 la 2 luni), o creștere de aproape 20% a productivității fabricii datorită livrărilor la timp și un cost mediu unitar al materialelor a scăzut cu 6,4%. Acest exemplu ilustrează o altă perspectivă cheie a producției slabe: viteza oricărui proces este proporțională cu flexibilitatea acestuia. Procesul inițial al Lockheed Martin a fost foarte inflexibil (rata de afaceri pentru consumator a fost de 21 de zile); când procesul de comutare între clienți a devenit mult mai simplu, furnizorii au putut să accelereze semnificativ procesul.
Timpi de schimbare și procesare în loturi în prestarea serviciilor
Mulți nu le trece prin cap că există, de asemenea, timp de schimbare în furnizarea de servicii. La urma urmei, dacă trecerea de la deservirea unui client la servirea altuia vă ia o anumită perioadă de timp sau aveți nevoie de timp pentru a ajunge la productivitatea normală, vorbim despre timpul de schimbare. Dacă amânați deservirea unui client (intern sau extern) pentru că vă este mai convenabil să continuați cu munca curentă, atunci este mai convenabil să procesați în loturi. Capitolul 11 explică cum se elimină aceste surse de întârzieri ale procesului.
De ce nu se poate face Lean Manufacturing fără Six Sigma?
Lean este foarte eficient în optimizarea timpului de livrare și eliminarea costurilor fără valoare adăugată, dar există unele probleme serioase care rămân neexplorate chiar și în literatura de specialitate lean cea mai avansată. Six Sigma rezolvă aceste probleme, motiv pentru care este o completare necesară pentru Lean.
1. Lean nu conține cerințe specifice de cultură și infrastructură pentru rezultate durabile.
Majoritatea surselor Lean nu abordează problema infrastructurii care este necesară pentru implementarea cu succes a proiectelor Lean și nu numai să atingă viteza corespunzătoare, ci și să o mențină. De fapt, multe companii care implementează Lean vrând-nevrând trebuie să dezvolte o infrastructură similară infrastructurii Six Sigma, dar în loc să adopte imediat structura tradițională Six Sigma, o fac doar sub presiune. Companiile care folosesc numai Lean sunt adesea incapabile să implementeze această metodă în întreaga organizație și să obțină rezultate durabile, deoarece nu au o infrastructură organizațională clară Six Sigma. O astfel de infrastructură asigură implicarea managementului de vârf în proces, permite instruirea, fixarea alocarii resurselor etc. În lipsa acesteia, succesul producției lean depinde doar de inițiativa personală. Am văzut multe programe lean de succes dispărând atunci când managementul se schimbă. În acest sens, Six Sigma este mai puțin vulnerabilă (deși nu se poate spune că este complet imună la astfel de probleme): ea pornește din faptul că interesele acționarilor ar trebui apărate în primul rând. Orice carte despre Six Sigma tratează în detaliu problema infrastructurii stabile, dar această problemă nu este abordată în nicio carte despre lean manufacturing.
2. Lipsa concentrarii asupra caracteristicilor critice din punctul de vedere al clientului
Prin necesitatea identificării componentelor procesului care adaugă valoare, lean include unele elemente de orientare către client, dar abordarea sa este introspectivă. Cartografiatorul fluxului de valoare ia decizia în funcție de faptul dacă activitatea adaugă sau nu valoare. Spre deosebire de această abordare, Six Sigma determină când să includă vocea clientului și vocea furnizorului în procesul de îmbunătățire. Cel mai important indicator al acestei metode sunt caracteristicile critice pentru client, mijloacele de a lua în considerare „vocea clientului” sunt furnizate la etapa „Definire” a ciclului DMAIC (Definire – Măsurare – Analizare – Îmbunătățire). - Control). Cu alte cuvinte, Lean îi lipsește concentrarea către client care pătrunde în munca Six Sigma.
Din experiența mea, majoritatea oamenilor din industria serviciilor financiare sunt interesați de Six Sigma, deși cred că Lean este mai potrivit într-un mediu de producție. Cu toate acestea, după ce au aflat despre lean din propria experiență, își schimbă atitudinea, văzând că aceste metode sunt mai rapide și mai ușoare. Aplicarea instrumentelor Six Sigma necesită mult efort.
Daryl Green, Senior Vice President, Bank One
3. Lean nu recunoaște impactul variației
Lean manufacturing nu are instrumentele pentru a reduce varianța și pentru a oferi control statistic al procesului. Six Sigma consideră eliminarea abaterilor un factor cheie și oferă un arsenal larg de instrumente pentru tratarea abaterilor (de la controlul statistic al procesului până la proiectarea experimentală). După cum sa menționat mai sus, defectele de 10% pot prelungi timpii de livrare cu 38% și pot crește WIP cu 53%. Cu alte cuvinte, viteza și economiile de costuri realizate prin fabricarea slabă pot fi compensate de variații crescute!
Creșterea ratelor defectelor nu este singura sursă de variație, ceea ce duce la creșterea WIP și a timpilor de livrare.
„Cine are nevoie de lean manufacturing? Nu am timp să mă schimb!”
Majoritatea furnizorilor de servicii cred că nu există timp de schimbare în operațiunile lor. Ei îl asociază cu zone moarte în timpul tranziției de la fabricarea unui tip de produs la altul în producție. Cu toate acestea, există de obicei o curbă de învățare în procesul de trecere de la o sarcină la alta înainte de atingerea vârfurilor de performanță, așa cum am văzut cu Centrul de aprovizionare MAC-MAR al Lockheed Martin. O astfel de curbă de învățare este prezentată în Fig. 12.

Orez. 12. Curba de învățare Costuri și performanță
Un angajat rămâne „atașat” la fiecare sarcină timp de 20 de minute, în ciuda cererii curente a clienților care necesită ca sarcina să fie finalizată în 5 minute. Acest lucru este analog cu situația de la Lockheed Martin, în care furnizorul era „legat” de un singur client toată ziua, iar numărul de „sarcini” în fața lui era de 14, corespunzător numărului de site-uri (sarcini de la A la N) . În acest caz, timpul total de comandă este de patru ori. Aplicarea metodelor de lean manufacturing poate reduce semnificativ timpul necesar curbei de învățare.
Concluzie: Orice reducere a productivității duce la timpi de livrare mai lungi, deoarece oamenii rămân blocați în același tip de sarcină mai mult decât cere cererea actuală a consumatorilor. Utilizarea instrumentelor de producție lean poate reduce semnificativ timpii de livrare și poate minimiza impactul schimbării activităților asupra productivității. Una dintre principalele surse ale curbei de învățare este complexitatea, adică varietatea sarcinilor efectuate. Cu cât este mai mare numărul de sarcini diferite, cu atât sunt mai puțin repetate, cu atât curba de învățare este mai abruptă. Prin urmare, prin reducerea complexității, Lean Six Sigma rezolvă problema curbei de învățare.
Variațiile cererii și timpul petrecut în operațiunile de creare a produselor au un impact semnificativ asupra timpului de livrare a comenzii, în timp ce manufacturarea slabă nu implică un impact direct asupra acestor factori. Această legătură este ilustrată în Fig. 13, care prezintă rezultatele uneia dintre etapele procesului de achiziție descrise mai sus la Lockheed Martin.

Orez. treisprezece. Impactul abaterilor asupra timpului de așteptare
Să ne imaginăm că Bob petrece în medie 16 minute pentru o anumită sarcină. Totuși, din cauza variabilității în 68% din cazuri (o abatere standard), timpul total se poate abate de la medie într-o direcție sau alta cu 8 minute, caz în care factorul de abatere va fi 8/16 = 50%. Acum să presupunem că o variație similară are angajarea lui Bob. După cum se poate observa din figură, dacă Bob este încărcat la 90% din capacitatea sa, munca pe care o face va aștepta la coadă în medie 60 de minute, ceea ce reprezintă aproximativ jumătate din timpul de așteptare la coadă. Dacă Bob întâmpină o problemă deosebit de dificilă, acest timp poate crește la 100 de minute.
Abaterea are un efect redus asupra proceselor care rulează cu o marjă mare de debit (partea stângă a graficului). Însă marea majoritate a organizațiilor de servicii operează aproape de limitele de capacitate, atunci când variațiile au cel mai mare impact asupra cât de mult trebuie să aștepte „la coadă” un loc de muncă (sau un client). Procesele care implică contact direct cu consumatorul sunt adesea supuse unor variații mari ale cererii, deoarece nu putem controla acțiunile consumatorului, care alege momentul contactului la propria discreție. Care este concluzia? Cu cât abaterea la intrare este mai mare, cu atât trebuie asigurată rezerva de lățime de bandă mai mare. Dacă abaterile sunt mici sau putem controla cererea într-un fel (ceea ce este mai probabil în cazul proceselor interne), putem lucra cu sarcină crescută fără riscul unor întârzieri semnificative. Când i-am prezentat pentru prima dată această analiză lui Lockheed Martin, Manny Zulueta, vicepreședintele Centrului de aprovizionare MAC-MAR al Lockheed Martin, a spus: „Acest lucru confirmă observațiile noastre!”
Impactul fluctuațiilor cererii asupra timpilor de așteptare este mai mare cu cât procentul de capacitate utilizat de proces este mai mare (așa cum se vede din panta abruptă a curbei din dreapta). Cu cât abaterile sunt mai semnificative, cu atât este mai puternică această influență.
Lean are nevoie și de DMAIC
Majoritatea descrierilor Lean încep rezolvarea problemelor din etapa Îmbunătățire, ocolind etapele Definire și Măsurare. Deoarece etapa Definire identifică domeniul de aplicare al problemei, iar etapa Măsurare caută să o cuantifice și să o relaționeze cu resursele, oamenii mușcă adesea o porțiune de Lean pe care nu o pot mesteca sau nu se pot pierde în confuzia. îmbunătățiri diverse.
De ce are nevoie Six Sigma de Lean Manufacturing?
Există lacune în Six Sigma, așa cum există în metodele Lean. Să aruncăm o privire la ce deficiențe six sigma pot fi abordate prin lean manufacturing.
Ideea generală este că, după cum a arătat practica multor companii, utilizarea Six Sigma poate realiza multe. Dar există o dificultate. Oricare ar fi instrumentul pe care îl alegeți, dacă nu există nicio componentă slabă în el, dacă nu acordați atenție creșterii vitezei și reducerii WIP, toate realizările voastre vor ajunge mai devreme sau mai târziu la nimic. Procesul va rămâne lent și laborios, iar costurile vor fi prohibitive. Există cinci motive pentru care Six Sigma are nevoie de Lean Manufacturing.
1. Identificarea pierderilor. Deși maparea procesului este unul dintre cele șase instrumente sigma, nu colectează date (inclusiv timpul de schimbare, timpul de procesare a unității, transportul etc.) necesare pentru a descrie numeric etapele procesului și pentru a identifica activitățile care nu adaugă valoare și cresc costul serviciul/produsul. Lean manufacturing are un instrument puternic în arsenalul său - harta fluxului de valoare, care depășește barierele dintre unitățile funcționale și vă permite să identificați risipa și întârzierile. Six Sigma rareori privește activitățile dintr-o perspectivă care adaugă valoare și face puțin pentru a elimina activitățile care nu adaugă valoare. În primul rând, protocolul Six Sigma prescrie eliminarea abaterilor și numai dacă acest lucru se dovedește a fi imposibil, se realizează proiectarea conform criteriului Six Sigma (DFSS). Lean manufacturing presupune că reingineria proceselor (pentru a elimina activitățile care nu adaugă valoare) este necesară într-o oarecare măsură în toate cazurile sub 10%.
2. Creșterea vitezei procesului și a timpului de ciclu. Optimizările timpului de ciclu și ale capacității de răspuns sunt adesea considerate rezultatul Six Sigma. Cu toate acestea, experții Six Sigma nu leagă calitatea și viteza nici practic, nici teoretic și nici nu stabilesc o limită a cantității de lucru în desfășurare cerută în sistemul „pull” (această operațiune este necesară pentru a face din timpul de livrare un parametru controlabil cu limitare) deviere). Volumul de lucru în curs este cel mai important factor în timpul ciclului (conform legii lui Little). Dacă nu limitați cantitatea de lucru în desfășurare la limita maximă permisă, reducerea timpului ciclului va rămâne un vis.
Pierderea unui client
Una dintre cele mai semnificative pierderi de care Lean nu ia în considerare este pierderea unui client. Pierdeți veniturile legate de clienți, iar costul achiziționării unui nou client este de obicei mult mai mare decât vânzarea aceleiași cantități de servicii sau produse unui client existent. De fapt, toate deșeurile pe care Lean le definește în mod explicit sunt interne procesului, nu externe. Se poate demonstra că eliminarea acestor pierderi interne reduce foarte mult șansa de a pierde un client extern, deoarece furnizați servicii rapid, fără pierderi și la costuri minime. Cu toate acestea, puteți pierde mult timp și efort oferind un serviciu pe care clientul nu și-l dorește, așa că Six Sigma adoptă o abordare mai constructivă pentru a aborda „vocea clientului” și definește pierderea clienților ca un defect.
3. Instrumente pentru a îmbunătăți viteza. Setul de instrumente Six Sigma include rareori instrumente slabe, cum ar fi întreținerea totală a mașinii (TPM), distribuția valorii în timp, 5S și altele.Aceste instrumente de viteză extrem de eficiente au fost dezvoltate și perfecționate de-a lungul deceniilor de aplicare practică. Desigur, pentru a le adapta la sectorul de servicii este nevoie de ceva efort, dar neglijându-le nu vei atinge productivitatea maximă a procesului.
4. Metode de obținere a rezultatelor rapide (procesul kaizen, DMAIC). Lean manufacturing are o metodă kaizen de îmbunătățire rapidă. Este un proiect pe termen scurt, intensiv, când un grup de oameni cu cunoștințe relevante, în decurs de patru până la cinci zile, îmbunătățește în mod intenționat și sistematic procesul sau activitatea aleasă. Eficacitatea unor astfel de evenimente este extrem de mare, nevoia de a obține rapid rezultate tangibile dă un impuls puternic gândirii creative. După cum veți afla în această carte, kaizen joacă un rol proeminent în furnizarea de servicii, deși metoda necesită adesea unele modificări. A avea o metodă de îmbunătățire operațională în arsenalul tău oferă un catalizator excelent pentru proiectele DMAIC. Abordarea Lean orientată spre acțiune are ca rezultat rezultate mai rapide.
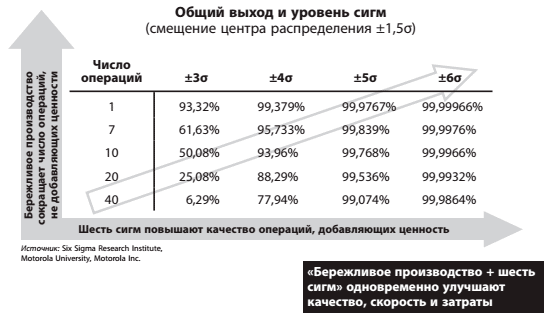
5. Calitatea Six Sigma este atinsă mult mai rapid după eliminarea pașilor fără valoare adăugată în Lean. Institutul de Cercetare Six Sigma a întocmit un tabel (Figura 14) care examinează impactul cumulat al defectelor asupra debitului real. De exemplu, luați în considerare un proces de facturare care include 20 de tranzacții, fiecare la nivelul 4a (randament 99,379%). Debitul real total va fi (0,99379) 20 = 88%, ceea ce este destul de tipic pentru procesele de livrare a serviciilor. Acest randament scăzut creează probleme cu conturile de încasat și necesită preluarea și reprocesarea de bani.
Orez. 14. Lățimea de bandă reală
Acest tabel arată clar că este foarte dificil să se realizeze procese de înaltă calitate cu un număr mare de operațiuni și, dimpotrivă, calitatea scăzută afectează mult mai mult un proces complex. Cea mai eficientă modalitate de a obține calitatea Six Sigma este îmbunătățirea simultană a calității și aplicarea principiilor Lean pentru a elimina pașii procesului care nu adaugă valoare.
Utilizarea instrumentelor de producție lean vă permite să scăpați rapid (cel mult în câteva săptămâni) de activitățile care nu adaugă valoare, cel mai probabil vor fi cel puțin jumătate dintre ele (10). Astfel, acum, în loc de 20 de etape de procesare a facturii, trec doar 10. Este clar că și fără măsuri suplimentare de îmbunătățire a calității, un proces în 10 etape are o probabilitate mult mai mică de erori decât un proces în 20 de etape.
În acest caz, debitul real crește la (0,99379) 10 = 94%. O producție mai mare va crește rentabilitatea investiției dvs. de îmbunătățire și, mai important, viteza procesului se va dubla, permițându-vă nu numai să vă livrați mai rapid serviciile clientului, ci și să creșteți rata rentabilității instrumentelor dvs. de calitate prin dublarea acestora. eficacitate.
Prin combinarea Lean și Six Sigma, puteți nu numai să reduceți numărul de operațiuni, ci și să creșteți nivelul de calitate al operațiunilor rămase la, de exemplu, 5a, ceea ce va crește debitul real la (0,99976) 10 = 99,8%.
O provocare pentru susținătorii Six Sigma
Uneori apare întrebarea: este mai bine să începem cu optimizarea procesului Six Sigma (fără a elimina etapele fără valoare adăugată) sau să eliminați mai întâi etapele fără valoare adăugată folosind metode de fabricație Lean și abia apoi să treceți la optimizarea procesului Six Sigma. Unii susținători Six Sigma cred că practicile de producție lean (cum ar fi sistemul „pull”) ar trebui aplicate după ce procesul a devenit controlat și optimizat. Cu toate acestea, acest punct de vedere este ușor de contestat: „Folosirea producției slabe și a unui sistem „pull” care vă va permite să controlați viteza și să reduceți timpul ciclului ar dăuna implementării Six Sigma?” De fapt, folosirea în același timp a arsenalului de instrumente Lean și Six Sigma va avea cel mai benefic efect asupra culturii întreprinderii. Proiectele ar trebui selectate în funcție de impactul lor asupra îmbunătățirii ROIC, nu de setul de instrumente necesare rezolvării problemei - cel pe care le oferă Lean sau cel care utilizează Six Sigma.
Fuzionarea Lean și Six Sigma pentru a îmbunătăți serviciile
Se știe că Lean Six Sigma este un instrument puternic pentru implementarea strategiei de top management și un instrument tactic care permite managerilor departamentelor independente să atingă obiectivele anuale și trimestriale. Dacă managementul rămâne departe de programul Lean Six Sigma, cel mai probabil compania va trebui să cedeze concurenților în care liderii au adăugat aceste metode la arsenalul lor.
Fuzionarea elementelor fundamentale ale Lean și Six Sigma ne permite să formulăm cinci „legi” care ghidează direcția eforturilor de îmbunătățire. Mai jos sunt primele patru (am început numerotarea lor de la 0, deoarece această lege este baza pentru restul).
0. Legea pieţei. Aspectele critice pentru calitate din punctul de vedere al clientului sunt prioritatea principală de îmbunătățire, urmate de rentabilitatea capitalului investit (ROIC) și valoarea actuală netă (VAN). Numim această lege Legea Zero pentru că este fundamentul celorlalți.
1. Legea flexibilității. Viteza oricărui proces este proporțională cu flexibilitatea procesului respectiv (vezi Figura 10).
2. Legea focalizării. 20% din toate operațiunile sunt responsabile pentru 80% din întârzierile în orice proces.
3. Legea vitezei. Viteza oricărui proces este invers proporțională cu cantitatea de lucru în curs (sau numărul de „obiecte” în lucru). Legea lui Little prevede că numărul de articole dintr-un proces crește din cauza timpilor lungi de configurare, reprelucrarii, variațiilor cererii și ofertei, timpului și complexității produsului oferit.
4. Legea complexității și a costurilor. De obicei, complexitatea unui serviciu sau produs propus mărește munca fără valoare adăugată și lucrul în curs cu mai mult decât calitatea proastă (sigma scăzută) sau viteza lentă (lipsa de lean).
Istoria succesului. Noile tradiții Lockheed Martin
Lockheed Martin a fost înființată ca urmare a fuziunii dintre Lockheed și Martin-Marietta (una dintre un număr de fuziuni) în 1995, așa că în mod oficial această întreprindere are aproximativ șapte ani. Dar întreabă-i pe cei care lucrează aici și îți vor spune că compania se simte și mai tânără, deoarece, de acum doi ani, majoritatea angajaților erau strâns legați de fostele lor organizații, iar Lockheed Martin era mai mult un grup eterogen de 18 corporații. decât învăţământul unificat.
În urmă cu doi ani, a luat naștere programul LM21 Operational Excellence, bazat pe Lean Six Sigma. Potrivit lui Mike Joyce, vicepreședinte al LM21, această metodă a devenit începutul de consolidare pentru companie, care i-a ajutat pe angajați să învețe cum să lucreze împreună pentru un obiectiv comun. Mai jos este cum au reușit acest lucru.
Idee de afaceri
Succesul Lockheed Martin este determinat în mare măsură de invenții, realizări științifice și tehnologice majore și de calitatea manoperei. Aceasta explică de ce atât de mult din efortul de îmbunătățire este în furnizarea de servicii: dezvoltare, achiziții, inginerie, suport ciclului de viață, angajare, facturare clienți, suport juridic etc. a costurilor pentru fiecare tip de produs sunt achiziționate sau subcontractate.
Așa cum spune Joyce, „Nu ne-ar fi trecut niciodată prin cap să echipăm noi luptători cu radare în stil 1975, dar, cu toate acestea, ni s-a părut destul de acceptabil că procesele de afaceri din 1975 au fost folosite în lanțul nostru de aprovizionare. Nu trebuie doar să dezvoltăm un nou radar, trebuie să elaborăm temeinic procesul de creare a acestui radar.”
Guvernul a contractat Lockheed Martin să facă ceea ce compania definește ca „dezvoltare software” - dezvoltarea de soluții software personalizate pentru a satisface nevoile specifice ale clienților. Compania spune: „Realizările științifice și tehnologice și soluțiile inovatoare fac parte din munca noastră de zi cu zi”. Nu e de mirare că 50.000 din 125.000 de angajați ai Lockheed Martin sunt oameni de știință și ingineri.
Problema tradiției la Lockheed Martin a fost un factor foarte important. Lockheed Martin a încorporat foste divizii dintr-o gamă largă de companii, inclusiv General Dynamics, GE, IBM, Goodyear, Westinghouse, Loral și Ford, fiecare cu propria moștenire. Combinația a 18 companii diferite a însemnat 18 sisteme informatice diferite, 18 sisteme diferite de numerotare a produselor, 18 abordări diferite ale aprovizionării, 18 moduri de a face specificații, angajarea angajaților, plata facturilor.
În plus, fiecare companie a avut o istorie diferită de îmbunătățire a calității: cercuri de calitate, control statistic al proceselor (SPC), streaming continuu, six sigma, TQM, lean manufacturing. În consecință, strategiile de îmbunătățire ale Lockheed Martin au fost, pe de o parte, de a oferi oamenilor posibilitatea de a fi mândri de tradițiile companiei lor și de a le continua și, pe de altă parte, de a asigura o muncă coordonată în echipă.
Mișcarea către acest obiectiv a început în 1998, când conducerea Lockheed Martin și-a dat seama că noua întreprindere dispune de resurse uriașe de calitate și măiestrie. Ei au lansat un program numit „LM21 - Cele mai bune practici” pentru a-și aduce cunoștințele și experiența întregii companii.
Mike Joyce, Vicepreședinte al Programului LM21 (Programul de Excelență Operațională al Lockheed Martin), Manny Zulueta, Vicepreședinte al Centrului de Achiziții de Materiale - Regiunea Mid Atlantic (MAC-MAR), James Isaac, Director de Îmbunătățirea Lanțului de Aprovizionare, Centrul de Achiziții de Materiale de Nord și Miles Burke, Certified Black Belt and Supply Chain Improvement Manager.
Lockheed Martin are 125.000 de angajați în întreaga lume în patru domenii de bază: Aeronautică, Sisteme spațiale, Integrarea sistemelor și Tehnologia serviciilor.
Deși partajarea celor mai bune practici a fost un început bun, a avut dezavantajele sale:
- care este cel mai bun"? În mediul de afaceri actual, ritmul schimbării se accelerează. Prin prioritizarea celor mai bune practici, puteți pierde din vedere pierderile și oportunitățile de îmbunătățire a întreprinderii în ansamblu;
- oamenii pot deveni mulțumiți. Lockheed Martin se străduiește să se asigure că fiecare angajat simte urgența îmbunătățirii continue și nu crede niciodată că a atins perfecțiunea. „Cel mai bun” este un concept trecător;
- sistemul de „bune practici” era prea flexibil. La început, fabricile și alte departamente au decis singure care dintre cele mai bune metode doreau să folosească. „Dar când Lockheed Martin realizează un produs, acesta trebuie să însemne ceva în ceea ce privește standardele de calitate”, spune Joyce. - Nu putem permite diviziilor noastre să refuze îmbunătățirea calității, spunând, de exemplu, că sunt interesate de cele mai bune practici pentru dezvoltarea afacerii. Calitatea și viteza sunt o necesitate pentru toată lumea.”
Programul LM21 a acoperit toate departamentele întreprinderii, s-a extins la toate tipurile de muncă și a avut ca scop creșterea productivității și eficienței.
Manny Zulueta, Vicepreședinte, Centrul de Achiziții de Materiale
Așadar, doi ani mai târziu, prioritățile programului LM21 s-au mutat de la concentrarea pe cele mai bune practici la excelența în performanță, cu obiectivul general de Lean Processes la calitate Six Sigma.
„Acesta acoperă întregul sistem Lockheed Martin aflat în funcțiune”, spune Joyce, „tot ce facem, de la facturarea clienților și achiziționarea până la dezvoltarea de produse și angajarea de oameni”. Noua abordare LM21 se bazează pe principiile Lean Six Sigma: toate lucrările sunt analizate cu atenție, sunt identificate operațiunile cu valoare adăugată și deșeurile, care sunt eliminate, iar operațiunile rămase sunt îmbunătățite. Mai important, LM21 nu este perceput ca ceva din afara sau din exteriorul operațiunilor organizației. „Este o strategie care îi ajută pe manageri să atingă obiective uriașe de la an la an și să pună în aplicare procese pentru a oferi rezultate durabile pe termen lung”, spune Joyce. „Depinde fiecare să-și facă treaba și să-și îmbunătățească modul în care o fac.”
Pregătire și desfășurare
Ca parte a implementării programului LM21 la Lockheed Martin sunt componentele critice ale infrastructurii Six Sigma. Printre ei:
1. Sprijin neîndoielnic și clar din partea managementului superior și participarea acestora la program
CEO-ul Lockheed Martin, Vance Coffman, a spus susținerea lui pentru LM21.
2. Managementul superior instruit în conceptele Lean Six Sigma și modul de aplicare a acestora
Coffman și întregul său comitet executiv au finalizat o sesiune de formare de patru zile și jumătate (două zile și jumătate de pregătire la clasă și două zile de practică, concentrându-se pe ajustările procesului). Acest curs a inclus:
- Cele 5 principii ale excelenței ale lui Lockheed Martin (vezi bara laterală);
- o sesiune de jumătate de zi despre Definirea valorii din perspectiva clientului, inclusiv o masă rotundă cu clienții care și-au exprimat părerea dacă Lockheed Martin se potrivește;
- studiul fluxurilor de valoare și fluxurilor de proces, inclusiv modelarea de simulare pentru dezvoltarea sistemelor;
- practică structurată de rezolvare a problemelor.
Cele cinci principii ale excelenței ale lui Lockheed Martin
Mike Joyce spune că a fost important pentru Lockheed Martin să definească principiile excelenței în avans, deoarece acestea servesc drept criterii pentru alegerea modului de a duce treaba la bun sfârșit. Aceste principii includ atât elemente Lean, cât și Six Sigma.
- Înțelegeți ce este de valoare din punctul de vedere al clientului. Clientul te apreciază nu numai pentru ceea ce îi oferi, ci determină și dacă îi este convenabil să facă afaceri cu tine. Fiecare ar trebui să înțeleagă care este valoarea pentru clientul său. Înțelegerea corectă a acestei întrebări este primul pas, deoarece vă permite să atribuiți orice muncă fie adăugării de valoare, fie pierderilor. Dacă ați înțeles greșit valoarea, atunci toată munca ulterioară va fi o risipă!
- Înțelegeți ce sunt fluxurile de valoare. Managerul trebuie să știe în detaliu în ce departamente ale organizației este creat produsul sau serviciul. Nu există loc pentru presupuneri aici: ar trebui să le scrieți, documentând fiecare pas și să fiți pregătit să răspundeți la întrebări precum: „Când am văzut asta ultima dată? Unde sunt aceste observații?
- Înțelegeți profund fluxul muncii. Inginerii vorbesc adesea despre „vârful piramidei cerințelor” – cea mai importantă nevoie pe care trebuie să o satisfacă un produs sau serviciu, iar această nevoie este cea care domină orice altceva. Când perfecțiunea este atinsă, vârful piramidei cerințelor este proiectarea sistemelor care optimizează fluxul de date și fluxul de „molecule”. Dacă nu optimizați debitul, nu veți obține o eficiență optimă.
- Prioritizează timpul ciclului și trage. Scopul este de a reduce timpul de realizare la un minim absolut, astfel încât să puteți răspunde instantaneu la nevoile în schimbare ale clienților.
- Străduiește-te pentru perfecțiune. Pentru Lockheed Martin, aceasta înseamnă calitate Six Sigma la viteza producției Lean.
Formarea în leadership are alte două aspecte importante:
- La început, mulți membri ai echipei lui Vance Coffman au fost lipsiți de entuziasm când au aflat că vor trebui să-și aloce patru zile și jumătate în programul lor pentru antrenament. Într-una dintre întâlnirile lor, Mike Joyce i-a întrebat: „Câți dintre voi ați fost instruiți în acest mod de a gândi?” Din cele 20 de persoane, doar două au ridicat mâinile (unul era familiarizat cu Six Sigma, celălalt cu Lean Manufacturing). La acea vreme, Joyce a spus că, dacă această echipă urma să conducă implementarea companiei Lean Six Sigma, ar trebui să știe despre ce vorbesc. După finalizarea cursului de formare, reprezentanții conducerii au declarat în unanimitate că este cea mai bună pregătire pentru tot timpul muncii lor. După cum a spus însuși Joyce: „Nu aveam de gând să facem centuri negre din ele sau să schimbăm radical procesul în două zile. Dar am sperat să oferim un impuls care să-i ajute să meargă în direcția corectă și să sprijine programul LM21”;
- Echipa de top management a Lockheed Martin a fost instruită în Lean Six Sigma în cadrul departamentelor lor, nu în mod izolat. A apărut întrebarea: „De ce?” După cum a răspuns Joyce, „În cele din urmă, toată lumea din companie trebuie să fie implicată în programul LM21. Deci, în loc să vă instruiți pe toți împreună, vreau să fiți instruiți împreună cu personalul dumneavoastră într-un mediu de lucru. Să vadă toată lumea că conducerea este hotărâtă să ducă la îndeplinire acest program.”
- Responsabilitatea principală pentru identificarea și selectarea proiectelor revine conducerii de linie (de exemplu, managerii de departamente), care acționează adesea ca sponsori de proiect. Ei sunt de obicei proprietarii procesului, adică sunt responsabili pentru menținerea și îmbunătățirea procesului.
- Subiectul este un grup de 20 de profesioniști cu experiență care raportează direct lui Mike Joyce. În acest sens, sunt ca campioni Six Sigma în alte organizații, dar la Lockheed Martin joacă un rol mult mai important. Acești 20 de profesioniști provin din diferite domenii funcționale: operațiuni de afaceri, control și reglementare numerar, managementul lanțului de aprovizionare, managementul producției, dezvoltare, resurse umane, relații cu clienții, management logistic, management software etc. Scopul lor principal este să studieze tot ceea ce are legătură cu LM21 într-un timp scurt și să promoveze lansarea programului în fiecare site și în fiecare unitate funcțională. Misiunea lor este să acționeze ca catalizatori ai procesului în cele 36 de locații ale Lockheed Martin și să se asigure că operațiunile din aceste locații sunt efectuate în conformitate cu metodologia corporativă și respectă standardele stabilite.
- Lockheed Martin și-a stabilit obiectivul de a pregăti 1% dintre angajații săi pentru a deveni Centuri Negre certificate (certificat înseamnă că au finalizat un curs de câteva săptămâni, au finalizat o serie de proiecte și sunt mentori Centura Verde, ajutând sponsorul și administrarea LM21). ).
- Oricine poate urma un curs de formare de 40 de ore pentru a deveni „centa verde”. Centura Verde trebuie să facă un singur lucru: după antrenament, trebuie să conducă o echipă care lucrează la un proiect pentru a realiza economii de costuri. Până în prezent, 43 din 160 de angajați ai grupului de integrare a sistemelor de la Centrul de Achiziții de Materiale au urmat o astfel de pregătire, 32 dintre aceștia având certificate.
- solicitări crescute la adresa managerilor de programe.
Până acum, majoritatea managerilor de programe au fost obligați să facă un lucru - să ofere clientului ceea ce este stipulat în contract: „Iată costurile și aici programul de lucru. Asigurați livrarea la timp.” Acum li se spune că acest lucru nu este suficient: trebuie nu doar să-și îndeplinească angajamentele de costuri și să respecte programul, ci și să aibă grijă să îmbunătățească modul în care lucrează în programul de care sunt responsabili. „Este ca și cum ai schimba regulile în mijlocul unui joc”, spune Mike Joyce. - Dorim să ne asigurăm că au cunoștințele și instrumentele care să le permită să fie la nivelul cerințelor sporite”; - sincronizarea muncii tuturor departamentelor întreprinderii.
Să presupunem că Lockheed Martin s-a concentrat exclusiv pe eficientizarea operațiunilor de producție și a făcut din ele simbolul manufacturării slabe: rapidă, eficientă, la timp, fără investiții inutile în stoc. Totuși, toată această muncă se va pierde dacă planificatorii continuă să proceseze comenzile în loturi sau dacă aprovizionarea nu a eliminat lipsa, iar furnizorii nu au furnizat calitatea necesară sau nu au îmbunătățit designul. Probleme de acest fel pot afecta performanța oricărei organizații care nu adoptă o abordare sistematică a muncii, asigurându-se că piesele puzzle-ului se adună într-o singură imagine. Urmărirea tuturor acestor lucruri ajută companiile să evite starea clasică de eșec constant care limitează rentabilitatea investiției în Lean Six Sigma; - convinge oamenii că nu se pot descurca fără Lean Six Sigma.
Încercarea dvs. de a aduce Six Sigma, și mai ales Lean, în industria serviciilor este probabil să fie întâlnită cu una dintre cele două replici (și ambele sunt binecunoscute la Lockheed Martin). Prima: „Nu ne convine... Nu are nicio legătură cu software-ul. servicii juridice. a (umple-te). Al doilea: „Vedeți, am încercat deja asta. Am făcut asta acum zece ani. Nu are niciun sens.” La aceste obiecții, Mike Joyce răspunde: „Bine, haideți să vă urmărim procesul și să aflăm ce se întâmplă cu adevărat”. El invită oamenii să parcurgă în mod independent întregul proces prin care trece documentul, să observe ce se întâmplă și să colecteze date despre starea actuală a lucrurilor. Oamenii sunt invariabil uimiți de descoperirile lor. și începeți să vă dați seama că au suficient spațiu pentru a îmbunătăți calitatea, viteza și reducerea costurilor!
3. Managementul la toate nivelurile a primit pregătire de bază
Când instruirea a fost finalizată de o echipă de manageri superiori, cursul de bază a fost necesar pentru a stăpâni toți angajații Lockheed Martin care sunt incluși în sistemul de recompense materiale. În această organizație, acest lucru se aplica tuturor celor care au ocupat o poziție de director sau mai mare. Acest training lean de cinci zile a fost organizat în cadrul diviziilor și livrat în grupuri de 50 până când toți cei 5.000 de manageri l-au finalizat. (Acum programul s-a extins pentru a include clienți și lideri furnizori, care au fost instruiți în modalități de a obține rezultate rapid.)
4. Implementarea a început cu maparea fluxului de valoare
Din punct de vedere strategic, punctul de plecare pentru Lockheed Martin a fost maparea fluxului de valori la nivel de program, deoarece la acest nivel are loc optimizarea fluxului interfuncțional (un program este un set de procese care este utilizat pentru oferi unui anumit client un produs sau serviciu). Harta fluxului de valori reflectă starea actuală a lucrurilor, adică arată ce se întâmplă la locul de muncă. Hărțile fluxului de valoare oferă o oportunitate de a evalua operațiunile pe baza principiilor excelenței: creați valoare în mintea clientului? Care sunt omisiunile tale? Ce poți face pentru a le depăși?
5. Ei continuă să construiască infrastructură stabilă
Toți angajații sunt implicați în proiecte de îmbunătățire și urmează cursuri de formare just-in-time. Proiectele LM21 se bazează pe o forță de muncă internă care include Black Belts, Green Belts, sponsori și ceea ce Lockheed Martin numește Subject Matter Experts (IMM-uri).
6. Metodele lor sunt o fuziune a Lean și Six Sigma.
Curriculumul LM și metodele de îmbunătățire sunt o combinație de instrumente și principii de bază Lean Six Sigma, cum ar fi metodologia DMAIC, identificarea celor șapte deșeuri (un instrument Lean), maparea proceselor, lucrul la reducerea timpului de ciclu etc.
7. Cu prima ocazie, au preluat furnizorii.
„La fel ca majoritatea producătorilor, am avut întotdeauna mare grijă să controlăm materialele primite, asigurându-ne că acestea îndeplinesc specificațiile și specificațiile noastre de inginerie”, spune Manny Zulueta, vicepreședinte al Centrului de achiziție de materiale Lockheed Martin. „Apoi am lansat cinci sau șase programe în care am lucrat cu furnizori importanți pentru a implementa Lean și Six Sigma în fabricile lor, pentru a le face furnizori mai buni... Și am primit materialele aproape impecabile. Acum, când primim materialul, trebuie doar să ne asigurăm că a sosit în cantitatea potrivită, să facem o verificare rapidă a stării lui și apoi îl putem trimite la depozit.”
Implicarea furnizorilor variază de la formarea Lockheed Martin Lean Six Sigma la personalul furnizorilor până la ateliere în care furnizorii pot împărtăși experiențe.
Cu toate acestea, posibilitățile unei astfel de cooperări nu sunt nelimitate. Cu mii de furnizori, Lockheed Martin nu poate face asta cu toți. „Am identificat un set de criterii care ne permit să stabilim cât de important este un anumit furnizor pentru noi, am cântărit argumentele pro și contra și le-am evaluat folosind un sistem de indicatori cantitativi”, explică Zulueta. - Am luat în considerare următorii factori: cât de bine ne îndeplinesc furnizorii cerințele, dacă au tehnologii care sunt importante pentru noi, în ce măsură munca lor afectează calitatea produselor etc. Am întocmit o listă cu aproximativ 200 de furnizori de top care cu toții vrem să lucrăm”.
„Secretul parteneriatului cu furnizorii”, spune Zulueta, „este o relație strânsă cu conducerea companiei furnizor. Totul merge dacă reușim să implicăm managementul de vârf, deoarece credem că este imperativ ca aceștia să fie implicați în transformarea proceselor. De obicei, o astfel de muncă cu furnizorul durează câteva luni. Nu ne putem lipsi de sprijinul conducerii superioare. Dacă președintele companiei, CEO-ul sau directorul general nu este interesat de aceasta, cel mai probabil afacerea se va termina cu eșec.
Experiența Lean Six Sigma ajută la avansare
James Isaac este un exemplu al modului în care programul LM21 este utilizat pentru dezvoltarea leadershipului. Acum este director pentru îmbunătățirea lanțului de aprovizionare la MAC-MAR, funcție pe care și-a asumat-o în primăvara anului 2002. Anterior, a lucrat timp de doi ani în rolul de „specialist în domeniu”. „Am primit o pregătire foarte aprofundată”, spune Izak. „În același timp, am primit pregătire personală în abilități de management, participând la lucrările la proiecte de succes și îmbunătățind productivitatea.”
Înainte de a fi numit în funcția sa actuală, Isaac a fost implicat doar indirect în managementul lanțului de aprovizionare. „Înainte de a deveni specialist, am lucrat cu Lockheed Martin ca inginer de sisteme timp de 18 ani”, spune el. - A fost foarte interesant să privim designul din punctul de vedere al furnizorului. Acum mă uit la ce se întâmplă cu evoluțiile pe care le făceam eu însumi, cu cu totul alți ochi.
rezultate
Astăzi, programul LM21 reunește peste 5.000 de proiecte, dintre care peste 1.000 sunt derulate în domeniul operațiunilor de afaceri (management, management financiar, încheiere de tranzacții, achiziții etc.). Scopul inițial a fost reducerea costurilor cu 3,7 miliarde de dolari pe parcursul a patru ani - de fapt, economiile de costuri sunt mai aproape de 4 miliarde de dolari. După cum a remarcat Mike Joyce, într-o organizație de dimensiunea Lockheed Martin, este dificil de argumentat că toate acestea sunt rezultat al LM21, totuși atenția acordată perfecțiunii este, fără îndoială, unul dintre cei mai importanți factori. Se îmbunătățesc și alți indicatori de business: compania are un număr record de comenzi; pasivele au scăzut semnificativ de la nivelul lor la momentul fuziunii; fluxul de numerar anual este în miliarde. Aceste schimbări, multe dintre ele în sectorul serviciilor, i-au permis lui Lockheed Martin să creeze o rachetă de croazieră de ultimă generație, cu aceleași capacități ca și alte produse, dar la jumătate din cost și de trei ori mai mult timp de ciclu. Toate valorile de producție lean la niveluri departamentale și individuale de proiect s-au îmbunătățit semnificativ. Predarile au fost reduse semnificativ in multe procese, rezultand timpi de ciclu mai rapid si o satisfactie mai mare a clientilor.
Rezultate similare sunt vizibile în zona activităților de producție de natură non-core, care este angajată în Lockheed Martin. Grupul Naval Electronics and Surveillance Systems a realizat o accelerare comparabilă și reduceri de costuri, care furnizează produse și servicii pentru flotele de luptă din întreaga lume, inclusiv sisteme electronice de luptă avansate de bord în combinație cu sisteme de comunicații. Aceste rezultate se reflectă în capacitatea Lockheed Martin în raport cu noile comenzi. De exemplu, compania a fost selectată recent ca unul dintre principalii contractori pentru Deepwater, cel mai ambițios program al poliției maritime de frontieră din istoria sa.
Au fost angajați miliarde de dolari pentru acest program de revizuire a infrastructurii navale, iar Lockheed Martin va conduce implementarea acestuia. Începând cu programul său de 20 de ani, compania folosește instrumentele Lean Six Sigma pe scară largă pentru a defini valoarea clienților și pentru a identifica cerințele critice ale clienților prin proiectarea Six Sigma și relațiile strânse cu noii furnizori.
Dezvoltă-ți afacerea
Potrivit lui Mike Joyce, este important ca managementul să nu echivaleze „eliminarea deșeurilor” cu „concedierea oamenilor”.
„Scopul LM21 nu este de a concedia oamenii după ce eliminăm deșeurile, ci de a ne îmbunătăți operațiunile și de a oferi oamenilor muncă cu valoare adăugată, fără a-i lăsa să-și irosească energia”, spune el. „Prin eliminarea pierderilor, putem oferi clientului o afacere mai bună, care ne va permite să ne dezvoltăm afacerea.”
Ca orice altă companie, Lockheed Martin admite că nu poate garanta angajarea pe viață. Dar lucrul în cadrul programului LM21 extinde capacitatea companiei de a câștiga noi contracte majore. Angajații care participă la traininguri și proiecte LM21 dobândesc abilități care le permit să servească mai bine clienții, ceea ce înseamnă că șansele lor de angajare pe termen lung în companie cresc. „Clientul ne oferă locuri de muncă”, spune Joyce, „deci scopul final al fiecăruia este angajarea stabilă”.
Sarcini provocatoare
Imaginează-ți cât de dificil este să faci 125.000 de oameni să gândească și să lucreze într-un mod nou și vei aprecia munca depusă de Lockheed Martin. Compania și-a stabilit un obiectiv - 60% dintre angajați (aproximativ 70 de mii de oameni) până în 2004 trebuie fie să urmeze un curs de formare de o săptămână pentru a primi „centa verde”, fie să participe la un proiect de o săptămână. Între timp, compania este implicată activ în compilarea hărților fluxului de valoare pentru toate programele implementate (numărul acestora este 2000). Printre alte sarcini:
Aceste date sunt corecte pentru o distribuție normală. Trebuie avut în vedere că nu orice proces este caracterizat de o distribuție normală. Mai multe despre controlul statistic al procesului: Wheeler D., Chambers D. Controlul statistic al procesului. Optimizarea afacerii folosind diagramele de control Shewhart. M. : Alpina Business Books, Alpina Publishers, 2009. Aprox. științific ed.
Mai multe despre Lean Terms: An Illustrated Glosar of Lean, Ed. C. Marchvinski, D. Shuka. - M.: Alpina Business Books, 2005. Aprox. științific ed.
Citiți mai multe despre hărțile fluxului de valoare: M. Rother, D. Shuk. Învață să vezi procesele de afaceri. Practica construirii hărților fluxului de valoare. - M.: Alpina Business Books, 2005. Aprox. științific ed.
Trebuie avut în vedere faptul că D. Womack și D. Jones, care au „formalizat” „lean manufacturing” japoneză pentru americani la începutul anilor 1990, încep cu valoarea pentru consumator ca una dintre ideile centrale ale întregului concept de lean. de fabricație. Notă. științific ed.
Extrem de populare printre japonezi (și, în primul rând, la Toyota), diagramele de control - principalul instrument de reducere a variabilității - au apărut cu mult înainte de conceptul six sigma. În consecință, este dificil de a fi de acord cu autorul că lean manufacturing (sistemul de producție Toyota) nu are astfel de instrumente. În general, nici o îmbunătățire a calității nu este posibilă fără o reducere a variației. Notă. științific ed.
Dezvoltat pe baza lucrărilor lui James Womack, autor de cărți precum The Machine that Changed the World și Lean Thinking: Alpina Business Books, 2005). Notă. științific ed.
Îmbunătățirea poate fi realizată prin schimbări radicale (abordarea reingineriei proceselor) sau prin îmbunătățiri continue minore (abordarea kaizen). Scopul îmbunătățirilor poate fi îmbunătățirea siguranței produselor, îmbunătățirea calității, scurtarea ciclului de producție, îmbunătățirea locurilor de muncă, reducerea costurilor etc.
Elementele cheie ale filozofiei 6 Sigma sunt:
satisfactia consumatorului. Consumatorii determină nivelul calității muncii. Ei se așteaptă la calitate înaltă a produsului, fiabilitate, preț rezonabil, livrare la timp, servicii bune etc. Ascunse în fiecare element al așteptărilor consumatorilor sunt cerințele de calitate. Organizația trebuie să identifice și să îndeplinească toate aceste cerințe.
definirea proceselor, a indicatorilor acestora și a metodelor de management al proceselor. Pentru a îmbunătăți calitatea muncii, este necesar să privim procesele din punctul de vedere al consumatorului. Trebuie eliminate toate elementele proceselor care nu aduc valoare consumatorului.
munca în echipă și implicarea personalului. Rezultatele muncii organizației sunt munca angajaților săi. Pentru a obține o calitate înaltă, fiecare angajat trebuie să fie interesat de muncă și interesat de obținerea de rezultate înalte. Implicarea angajaților duce la creșterea satisfacției clienților.
6 sigma ca set de instrumente
Six Sigma folosește un set de instrumente de calitate diferite pentru a îmbunătăți, îmbunătăți și gestiona procesele. Managementul proceselor poate fi realizat pe baza unor indicatori calitativi și cantitativi. Fiecare organizație poate folosi propriul set de instrumente. Exemple de astfel de instrumente sunt - controlul statistic al procesului bazat pe diagrame de control, analiza FMEA, diagrama Pareto, diagrama Ishikawa, diagrama arborelui etc.
6 sigma ca metodologie
Six Sigma este o metodologie orientată spre proces care vizează îmbunătățirea performanței. Vă permite să îmbunătățiți toate domeniile de activitate.
Există trei elemente interdependente în centrul metodologiei 6 Sigma:
- îmbunătățirea proceselor existente;
- proiectarea de noi procese;
- administrarea procesului.
Pentru îmbunătățirea proceselor existente se aplică o abordare de îmbunătățire progresivă. Accentul se pune pe reducerea nivelului de defecte. Scopul îmbunătățirii în Six Sigma este eliminarea deficiențelor în organizarea și execuția proceselor.
Îmbunătățirea se realizează prin aplicarea a cinci pași consecutivi. Acești pași se numesc metoda DMAIC (primele litere ale cuvintelor engleze - Definiți, Măsurați, Analizați, Îmbunătățiți, Controlați):
Definiți - în acest pas se determină principalele probleme ale procesului, se formează echipa de proiect Six Sigma pentru a îmbunătăți procesul. Echipa are puterile și resursele necesare pentru a lucra. Se stabilește aria sa de responsabilitate.
Măsura - în această etapă se colectează date privind execuția procesului. Echipa analizează datele colectate și propune ipoteze preliminare cu privire la cauzele abaterilor în procesul de îmbunătățire.
Analizează - În această etapă, echipa testează ideile preliminare despre cauzele abaterilor în procese, identifică toate cauzele neconformităților și propune metode de eliminare a cauzelor identificate.
Îmbunătățirea - în această etapă se dezvoltă măsuri pentru îmbunătățirea procesului și se efectuează testarea acestora. Activitățile sunt implementate în practica organizației.
Control - Acest pas implică documentarea și standardizarea procesului îmbunătățit. Pentru verificarea eficacității activităților, echipa de proiect Six Sigma efectuează controlul și monitorizarea execuției procesului. Pe parcursul monitorizării se acordă o atenție deosebită verificării eliminării cauzelor neconformităților.
Pentru procese nou create se aplică o abordare care vizează anticiparea aşteptărilor consumatorilor. Accentul se pune pe prevenirea defectelor proceselor.
Proiectarea unui nou proces (sau reproiectarea unuia existent) se face, de asemenea, în cinci pași. Metoda de proiectare (reproiectare) în conceptul 6 sigma se numește metoda DMADV (primele litere ale cuvintelor sunt Definiți, potriviți, analizați, proiectați, verificați):
Definiți - la acest pas sunt definite scopurile noului proces, ținând cont de cerințele consumatorilor. Se formează o echipă de proiect Six Sigma pentru a proiecta (reproiecta) procesul.
Potrivire - echipa dezvoltă și definește un set de caracteristici tehnice, pe baza cărora se poate determina atingerea obiectivelor procesului.
Analiză - se efectuează o analiză a caracteristicilor procesului proiectat și se dezvoltă opțiuni preliminare pentru execuția procesului.
Design - în timpul acestui pas, specificațiile detaliate ale noului proces sunt create și implementate în activitatea organizației.
Verificare - În acest pas, echipa de proiectare a procesului Six Sigma verifică dacă procesul își îndeplinește obiectivele în raport cu caracteristicile specificate.
Unul dintre elementele importante ale metodologiei 6 Sigma este administrarea procesului, deoarece de foarte multe ori într-o organizaţie au loc în acelaşi timp atât îmbunătăţirea proceselor existente, cât şi proiectarea altora noi. Gestionarea proceselor în continuă schimbare devine o provocare.
În general, metodologia de management al proceselor Six Sigma nu diferă mult de metodologia acceptată de management al proceselor.
Principalele elemente ale managementului procesului conform metodologiei 6 sigma includ:
definirea procesului, cerințele cheie ale consumatorilor și proprietarilor de procese;
măsurarea indicatorilor caracterizarea îndeplinirii cerințelor consumatorilor și a indicatorilor cheie de performanță ai proceselor;
analiza rezultatelor măsurători obținute și îmbunătățirea mecanismelor de control al procesului;
controlul executiei procese bazate pe monitorizarea „intrărilor” proceselor, a progresului în execuția operațiunilor și a „ieșirilor” proceselor și luarea de măsuri pentru eliminarea problemelor sau abaterilor de la cerințele stabilite.
Implementarea 6 sigma
Implementarea conceptului 6 Sigma în orice organizație se bazează pe munca constantă a echipelor de proiect. Echipele sunt formate pe niveluri de conducere. De regulă, există doar trei astfel de niveluri - cel mai înalt nivel de management, stratul de control al procesuluiși nivel individual de management al sarcinilor. Echipele sunt formate din indivizi cu diferite grade de „competență” în Six Sigma.
Există șapte niveluri de stăpânire a acestui concept:
Managementul este conducerea de vârf a organizației și proprietarii afacerii. Sarcina conducerii este de a crea condiții pentru implementarea conceptului de 6 sigma.
Un campion este de obicei un membru al conducerii de vârf a unei organizații. Sarcina acestuia este de a identifica proiectele necesare pentru îmbunătățirea proceselor, organizarea acestora și controlul asupra progresului execuției.
Nu pierde. Abonați-vă și primiți un link către articol în e-mailul dvs.
În orice moment, liderii companiei s-au gândit la cum să îmbunătățească performanța organizației lor. Au existat metode radicale de management, dar ele dispar treptat. Metodele liberale de management sunt considerate ideale, dar sunt bune în companiile mici. Când mii, zeci de mii de angajați lucrează într-o companie, este incredibil de dificil să găsești o abordare individuală a fiecărui angajat, este nevoie de o filozofie cuprinzătoare.
Six sigma (six sigma) este considerat atât ca metodologie, cât și ca filozofie, și ca un set de instrumente pentru îmbunătățirea muncii. Poate fi implementat în organizații de diferite direcții - de la corporații medicale la corporații transnaționale.
Six Sigma- conceptul de management al producției, bazat pe implementarea de îmbunătățiri, bazat pe măsurabilitatea oricăror date. Conceptul Six Sigma a fost dezvoltat în 1986 de Bill Smith de la Motorola și a găsit o aplicare largă în multe domenii de afaceri. La mijlocul anilor 1990, CEO-ul General Electric Jack Welch a adoptat această strategie și a devenit faimoasă în lume. În anii 2000, combinația comună dintre Six Sigma și . Ambele concepte sunt o regândire a filozofiei „”.
Un pic de matematică
Termenul „six sigma” în sine este preluat din statisticile matematice și înseamnă abaterea standard a unei variabile aleatoare de la valoarea medie. Valoarea standard este caracterizată de doi parametri - valoarea medie (mu) și abaterea standard (o altă denumire este abaterea standard - sigma).
De exemplu, să luăm parametrul Calitate ca o variabilă aleatoare (scuze pentru tautologie). Deci, dorim să estimăm procentul probabil de produse defecte în producție. Pentru a face acest lucru, setați limitele inferioare și superioare de toleranță ale parametrului „Calitate”. Cu cât valoarea sigma este mai mare, cu atât procentul de produse ideale este mai mic. Pentru a crește procentul de produse perfecte, trebuie să reduceți valoarea sigma, iar pentru a o reduce, trebuie doar să creșteți numărul de sigma.
Setarea unei toleranțe șase sigma ar însemna că am avea 3,4 articole defecte per milion sau 99,99966% articole perfecte. Esența conceptului este că utilizarea instrumentelor de management al proceselor va reduce valoarea abaterii standard.
Principiile de bază ale Six Sigma
- Indicatorii cheie de performanță (KPI) ar trebui să fie măsurabili. Dacă procesele pot fi măsurate, atunci pot fi controlate și, prin urmare, îmbunătățite.
- Este necesar să ne străduim în mod constant să ne asigurăm că toate procesele din producție sunt previzibile
- Satisfacția consumatorului. Ele sunt, de asemenea, indicatori ai calității produsului. Indiferent cât de mult costă produsul, consumatorul se așteaptă la calitate înaltă, livrare rapidă, servicii excelente.
- Interesul față de client trebuie să fie sincer. Clientul simte lipsa de sinceritate
- Merită să gestionezi o companie doar pe baza datelor și faptelor, nu pe zvonuri și presupuneri
- Management proactiv. Este mai bine să cheltuiți bani pentru prevenire decât mai târziu pentru a restabili imaginea companiei
- Căutarea excelenței
- Stabilirea muncii în echipă și implicarea personalului. Angajatul trebuie să fie interesat de rezultate. Un angajat motivat aduce o contribuție semnificativă la dezvoltarea companiei
- Determinarea si analiza cauzelor defectelor
- Control suplimentar al procesului
Dacă o companie a adoptat conceptele Six Sigma, acum poate folosi diferite instrumente într-un mod foarte armonios. Poate fi o diagramă, diagramă arborescentă, .
Metodologia Six Sigma
Există trei elemente interdependente în centrul Six Sigma ca metodologie:
- administrarea procesului
- îmbunătățirea proceselor existente
- proiectarea de noi procese
Cum sunt îmbunătățite procesele? Pentru aceasta sunt folosiți cinci pași și se numesc metoda DMAIC (Definire, Măsurare, Analizare, Îmbunătățire, Control).
- Defini- identificarea principalelor probleme din proces. Se formează o echipă, care este împuternicită și este determinată aria sa de responsabilitate.
- măsura- Toate datele sunt colectate. Se fac ipoteze preliminare.
- A analiza- se verifică toate ipotezele, se clarifică adevăratele cauze ale abaterilor și problemelor.
- Îmbunătăţi- Îmbunătățirile sunt dezvoltate și implementate.
- Control– standardizare și documentare; monitorizare constantă pe baza acestora.
Șapte grade de competență Six Sigma
Aceleași echipe, care sunt formate de conducerea companiei, au propriile titluri. Sunt șapte titluri în total.
- management. Aceștia sunt proprietari de afaceri.
- Campion. Membru al managementului superior al companiei. El este cel care trebuie să ia decizia de a lansa un proiect Six Sigma.
- Centura neagra. Expert Six Sigma. Responsabil de formarea si conducerea echipei. Își asumă întreaga responsabilitate pentru rezultate.
- Centura verde. Această persoană lucrează sub centură neagră. Analizează și rezolvă probleme.
- Centura galbena. Responsabil pentru implementarea sarcinilor mici.
- Centura alba. Responsabil pentru implementarea sarcinilor simple.
În lumea de astăzi, conceptul de six sigma a devenit foarte popular. Popularitatea oricărui concept depinde de numărul și amploarea companiilor care îl implementează. Prin urmare, atunci când General Electric l-a introdus, și alte companii au renunțat. Companiile occidentale iau mult de la japoneza și încearcă să-și îmbunătățească conceptele pentru mentalitatea occidentală. Six Sigma este poate prima încercare în acest domeniu.
Ce părere aveți despre conceptul Six Sigma? Lasă-ți părerile în comentarii.
Sinteza a două metode dovedite și populare de management și ajustare optimă a procesului de producție, care se completează reciproc, se numește Lean Six Sigma.
Scopul integrării conceptelor a fost crearea unui sistem cu efect sinergic care să poată fi aplicat oricărei întreprinderi, indiferent de domeniul de activitate și dimensiune.
Conceptul de „Six Sigma” a compensat unele dintre imperfecțiunile conceptului de „Lean Manufacturing” și invers.
Experiența utilizării unui proces complex de sinteză a fost descrisă pentru prima dată în 2001, iar după 2 ani au fost publicate mai multe cărți cu o revizuire detaliată a teoriei și practicii Lean Six Sigma. În consecință, a devenit clar că conceptele „împărțiu” în mod condiționat toată diversitatea procedurală între ele: „Lean” a arătat ce trebuie făcut, iar Six Sigma a arătat cum să organizăm activități pentru aceasta.
Cum se completează conceptele unul pe altul?
Conceptul de „producție Lean”, după ce a schimbat cultura producției, de-a lungul timpului a extins setul de instrumente, a inclus ideile fluxului de valori, metoda de protecție împotriva erorilor și a fost transformat în „Lean Management” (Lean).
Până la sfârșitul secolului al XX-lea, ambele concepte (Lean și Six Sigma) erau cele mai populare domenii de consultanță în afaceri în managementul calității, deoarece numărul de implementări de succes în raport cu numărul total de implementări s-a dovedit a fi mai mare decât pentru alte metode de management al calitatii. Împreună, au demonstrat o eficiență și mai mare.
Cum Six Sigma completează Lean:
- Lean nu stabilește cerințe pentru infrastructura necesară implementării conceptului. Soluția la această problemă depinde de inițiativa managerilor și de abilitățile lor organizatorice, iar atunci când se schimbă componența managerilor, apar dificultăți cu tranziția. Six Sigma ajută la formalizarea obligațiilor conducerii de vârf a întreprinderii, la formarea unui plan de alocare a resurselor și la monitorizarea succesului dezvoltării acestora.
- Conceptul de Lean nu este la fel de strict ca în Six Sigma, accentul fiind pus pe nevoile consumatorilor. Satisfacția cererilor din eliminarea costurilor de producție și a pierderilor de non-producție depinde indirect, în timp ce în Six Sigma descrierea principiilor conceptului DMAIC începe cu definirea cerințelor consumatorilor: Definiți, Măsurați, Analizați, Îmbunătățiți, Controlați (în rusă: Definiți. Măsurați. Analizați. Îmbunătățiți. Gestionați).
- Defectele, în cadrul conceptului Lean, sunt denumite drept principalele surse de pierderi de producție, dar metodele de management statistic pentru eliminarea lor sunt prescrise în Six Sigma.
Cum Lean completează Six Sigma:
- Six Sigma descrie metode de eliminare a defectelor, dar pe lângă defecte, Lean Management menționează și așteptarea, transportul, supraproducția, inventarul, mișcarea oamenilor și activitățile fără valoare adăugată. Uneori, practicienii evidențiază și utilizarea materiilor prime de calitate scăzută („economia falsă”) și diversitatea, ca urmare a componentelor nestandardizate ale procesului.
- Six Sigma nu explică relația dintre satisfacția clientului (calitate) și durata procesului. Datorită sistemului Lean, conceptul de „timp” este introdus ca unul cheie.
- Lean extinde domeniul de aplicare descris de Six Sigma, adăugând eliminarea activităților neproductive, optimizarea locului de muncă, reducerea stocurilor, reducerea costurilor de transport și multe altele.
În același timp, ambele sisteme de bază se caracterizează printr-o orientare către un singur proces (în contrast cu conceptele care le-au precedat, încercând să se realizeze o acoperire universală). Această originalitate a fost păstrată de conceptul sintetizat.
Aplicarea sistemului Lean Six Sigma în industrii
Ambele sisteme de bază care au creat conceptul sinergic de Lean Six Sigma sunt sisteme „vii”. După ce au trecut mai multe „teste” în sectoarele industriale și non-industriale, conceptele au devenit universale - aplicabile cu succes egal în diverse industrii. Folosind exemplul logisticii, se poate arăta utilizarea complexului Lean Production + Six Sigma în sectorul serviciilor.
 Timpul de livrare, conform formulei lui Little, este egal cu volumul de lucru în curs împărțit la rata medie de finalizare a lucrării (cantitatea de muncă pe care o desfășoară un angajat într-o perioadă de timp). Pentru a reduce timpul de livrare, sinteza sistemelor Lean și 6 Sigma în logistică se concentrează pe optimizare în 3 domenii principale:
Timpul de livrare, conform formulei lui Little, este egal cu volumul de lucru în curs împărțit la rata medie de finalizare a lucrării (cantitatea de muncă pe care o desfășoară un angajat într-o perioadă de timp). Pentru a reduce timpul de livrare, sinteza sistemelor Lean și 6 Sigma în logistică se concentrează pe optimizare în 3 domenii principale:
- Procesul logistic este un proces lent, ceea ce îl face costisitor. (Peste 50% din procesele lente sunt asociate cu deșeuri fără valoare adăugată).
- Viteza serviciilor în logistică este redusă datorită unei ponderi semnificative a lucrărilor în derulare. Ca urmare, aproximativ 90% din timp lucrarea este considerată neterminată, ceea ce reduce satisfacția consumatorului.
- Direcția se bazează pe principiul Pareto, caracteristic proceselor lente: 80% din costuri sunt rezultatul a 20% din acțiuni. Prin identificarea și reducerea acestor 20%, oportunitatea crește la 99%.
Specificul logisticii este, de asemenea, că reprezintă aproximativ o treime din vânzări. Calculele arată că 10% dintre defecte în logistică cresc timpul de livrare cu 38% și WIP cu 53%. O parte semnificativă a costurilor este legată de logistica returului. În funcție de inițiatorul returului, motivul poate fi:
- nemulțumirea utilizatorilor finali care implementează o garanție de rambursare a banilor,
- probleme cu instalarea și utilizarea (cu întoarcerea ulterioară a căsătoriei),
- lucrări de reparații asociate cu mai multe transporturi de mărfuri în ambele direcții,
- data expirării și siguranța mediului etc.
De exemplu, în comerțul pe internet din Statele Unite, returul produselor electronice și high-tech, conform diverselor estimări, ajunge la 50-80%. Acest lucru crește numărul de probleme pentru industrie, care a fost inițial creată și reglată pentru mișcare directă, fără un flux invers la scară mare și care nu era pregătită pentru evidența returului, eliminarea produselor etc.
Din cele de mai sus rezultă că fluxul invers trebuie reglat la fel de atent ca fluxul direct, reducând în același timp numărul de operațiuni fără valoare adăugată. Acest lucru poate fi ajutat, de exemplu, de programe informatice care ar fi compatibile cu sistemele informatice ale tuturor departamentelor si ar permite formarea comenzilor de grup, sortarea lor dupa timp de livrare, tipuri de produse, prioritati etc. Sarcinile generale raman aceleasi , ca și în producția de produse - reducerea variabilității la intrare, reducerea numărului de comutare între sarcini, standardizarea platformei în cadrul ciclului menținând în același timp sortimentul care răspunde nevoilor clientului etc.
Logistica este o aplicare frecventă a conceptelor Lean și Six Sigma în industria serviciilor, dar ilustrează caracteristicile generale ale aplicării sistemului.
Eficacitatea Lean Six Sigma în cifre
Introducerea Lean Six Sigma se reflectă atât în creșterea economică, cât și în îmbunătățirea atmosferei în cadrul echipei, care, în cele din urmă, afectează și economia - ia naștere o cultură a lucrului în echipă bine coordonat, un schimb rapid de informații și cunoștințe specifice. Ca urmare, implementarea unui concept integrat:
- accelerează procesele cu 20-70%;
- îmbunătățește calitatea serviciilor și a produselor fabricate cu 20-40%;
- crește eficiența globală cu 10-30% (comparativ cu o implementare separată a unuia dintre sistemele de bază).
Adesea, implementarea conceptului este mai dificilă decât se aștepta. „Factorul uman” intervine, există contradicții interne în cerințe, procesul statistic devine un scop în sine, și nu o metodă de detectare a defectelor.
Printre greșelile frecvente, ei menționează și supraîncărcarea cu sarcinile stabilite pentru ei înșiși, când, de exemplu, există 100 de transformări tehnice pentru 100 de nevoi ale clienților identificate. Dar acest lucru, la prima vedere, „ridicarea” volumului implică planificarea și reglementarea a aproximativ 10 mii de relații, ceea ce complică semnificativ implementarea. În astfel de cazuri, se recomandă să nu transformați totul deodată, ci să vă concentrați pe nevoile critice ale clientului, selectate folosind o listă de priorități.
Chiar și cele mai eficiente și testate instrumente trebuie să se schimbe în timp, să devină mai bune, adaptându-se la realitățile pieței și a companiilor reprezentate pe aceasta.
Un exemplu viu în acest sens- Lean Six Sigma. Acest - într-un anumit fel o combinație inovatoare de metode de management al proceselor bazate pe principiile Six Sigma, cu accent pe faptul că acestea pot fi utilizate cu succes nu numai în producție, ci în orice domeniu de afaceri.
Lean Six Sigma: ce este?
Lean Six Sigma (LSS, Lean 6 Sigma, Lean Six Sigma) este o metodologie integrată bazată pe metodologii americane și japoneze:
(cu alte cuvinte, Lean production) - acțiuni care vizează reducerea pierderilor (risipa) de producție și accelerarea proceselor de producție a produselor finite; soluțiile standardizate sunt puternic încurajate;
(Six Sigma) - acțiuni al căror scop este îmbunătățirea calității produselor și, ca urmare, creșterea fidelității clienților; baza deciziilor, adesea complet nestandardizate, este analiza informațiilor.
Un pic de istorie: ce este Lean manufacturing?
Această filozofie se mai numește și metodologie de producție lean, metodologie lean, producție lean. Fondatorul acestei metode de lucru a fost Taiichi Ohno, ideologul sistemului de producție Toyota (deși Ohno însuși nu a folosit termenul, numele producție slabă introdus de americanul John Krafchik (acum CEO al Waymo, o companie care creează mașini autonome)).
Am lucrat și la algoritmul de producție lean James Womack și Michael Vader, Shigeo Singa, Jeffrey Liker, Dennis Hobbs, care a contribuit mult la conceptul pe care companiile de top din lume îl folosesc astăzi. În același timp, conceptul în sine a fost transformat și extins. Dacă inițial era vorba despre lean production, astăzi este mai corect să vorbim despre lean enterprise.
Unul dintre punctele principale care este adesea uitat este că un proces de producție perfect eficientizat— nimic dacă restul companiei este în haos. Prioritatea liderului— înțelege ce se întâmplă și identifică pierderile ascunse.
Pentru a le minimiza și mai mult prin construirea unui climat potrivit în companie:
În calitate de lider în organizația dvs., fie că este mare sau mică, puteți aduce cea mai mare contribuție companiei dvs. oferind motivație și sprijin celor care acceptă schimbarea Lean. La fel ca dirijorul unei orchestre, nu trebuie să cânți la toate instrumentele, dar trebuie să cunoști bine notele și să conduci orchestra... Michael Vader
În ciuda faptului că în Japonia metodologia lean a fost folosită de mai bine de 60 de ani, iar în SUA această filozofie a fost adoptată în anii 1990, principiile ei cheie sunt încă relevante astăzi:
- muncitorii nu sunt doar roți dințate interschimbabile în sistem, ei trebuie să fie cu adevărat implicați în toate procesele de producție, de la cele mai simple la cele mai complexe; acest lucru este posibil doar dacă conducerea respectă cu sinceritate angajații și înțelege necesitatea creșterii profesionale constante a fiecărui angajat al companiei;
- ar trebui să combine tehnologii, reglementări, resurse umane;
- un factor cheie de succes este schimbarea culturii corporative.
Lean este o cultură de îmbunătățire operațională continuă într-o companie. Este un efort continuu de a elimina risipa și de a îmbunătăți eficiența. Aceasta este atitudinea personală a fiecărui angajat față de cât de eficient își îndeplinește funcțiile și modul în care procesele de la locul său de muncă aduc un plus de valoare clienților. Pentru a obține o eficiență operațională maximă este necesară îmbunătățirea tuturor proceselor, nu doar din punctul de vedere al companiei, ci și din punctul de vedere al clientului... Ilya Polshakov, director de transformare, Kyivstar
Ce companii folosesc metodologia lean:
- Motoare generale
- VALEO
- Compania Ford Motor
- balanta noua
- Caltex
- Tikkurila
- EVRAZ UCRAINA etc.
Mă bucur că procesele care vizează introducerea pe scară largă a acestei practici s-au intensificat și în Ucraina:
Astăzi, lean este una dintre cele mai bune practici din lume pentru îmbunătățirea eficienței oricărei organizații, indiferent de dimensiunea sau domeniul de activitate. Credem că o înțelegere și aplicare mai profundă a culturii lean manufacturing va contribui la o transformare serioasă a afacerilor ucrainene, la întărirea competitivității acesteia pe piețele europene și globale și, ca urmare, va deveni o contribuție semnificativă la dezvoltarea socială și economică a țară...Serghei Komberyanov, președintele Lean Institute Ukraine
Un pic de istorie: ce este „Six Sigma” (Six Sigma)?
Putem spune că istoria dezvoltării conceptului a început cu această frază, spusă în 1979 la o ședință a Consiliului de Administrație al Motorola:
Adevărata problemă a companiei este că calitatea produselor noastre este dezgustătoare!Arta Sandry
Această declarație a forțat managerii să reconsidere metodele și principiile de lucru, deoarece 5-20% din veniturile companiei (până la 900 de milioane de dolari) au fost cheltuite pentru eliminarea defectelor produselor.
A fost dificil să schimbăm situația, deoarece drumul de la liniile de producție până la consumatorul final este lung și sinuos. Ca urmare, au fost aplicate statistici, care au făcut posibilă obținerea rezultatului dorit.
Fundamentul conceptului Six Sigma:
- Sigma (litera greacă σ) este abaterea standard, care arată magnitudinea abaterilor pentru o anumită probă (măsurând rezultatele unui proces cu date inițiale diferite).
- Cu cât sunt mai multe oportunități de variație a factorilor interni și externi de producție, cu atât nivelul abaterilor de calitate este mai mare.
- Cu cât este mai mică răspândirea valorilor pentru o anumită caracteristică, cu atât calitatea produsului este mai mare.
Cu cât numărul este mai mare, cu atât este mai evident avantajul utilizării metodei Six Sigma. Deci, pentru Motorola, regula 6 Sigma a devenit o modalitate de a economisi aproximativ 14 miliarde de dolari și de a crește vânzările de 5 ori (în 10 ani de la introducerea metodei 6 sigma).
Dacă un proces operează la nivel one sigma, atunci produce mai multe produse defecte decât bune, din punctul de vedere al consumatorului extern.Gregory Watson,
Președinte și partener director al Business Systems Solutions, Inc.
Pentru a standardiza munca cu sistemul 6 sigma, a fost dezvoltat un algoritm pas cu pas special numit DMAIC:
- defini (definiție)
- măsură (măsurare)
- analiza (analiza)
- îmbunătăți (îmbunătățire)
- control (control).
Vizual, procesul de lucru cu conceptul de 6 sigma poate fi reprezentat după cum urmează:

Metodologia funcționează cu adevărat pentru diferite zone și țări, deoarece:
- Salariul mediu pentru profesioniștii certificați Six Sigma Yellow Belt este de 68.294 USD (Burning Glass).
- cei care stăpâneau principiile Six Sigma au câștigat mai mult decât cei care nu: +12.475 USD în Canada (conform ASQ.org).
În plus, tehnica este utilizată de astfel de companii precum:
- General Electric
- Compania Ford Motor
- FedEx
- Caterpillar Inc.
- honeywell.
Beneficiile utilizării Lean Six Sigma (Lean 6 Sigma)
Dacă vorbim despre beneficiile globale ale utilizării simbiozei lean manufacturing și Six Sigma, atunci lista lor va arăta ca un puzzle, unde dezavantajele inerente metodologiei lean sunt completate cu succes de metodologia 6 sigma (și invers):
- Fundamentul lean manufacturing este eliminarea unor astfel de pierderi precum căsătoria (produse defecte). Totodata, nu se pune problema cautarii si calcularii optiunilor de unde poate veni aceasta casatorie. Și, desigur, nu se lucrează pentru a găsi modalități de a reduce oportunitățile de variație a factorilor interni și externi de producție. Dar în conceptul de 6 sigma, acesta este ceea ce este în prim-plan.
- Pe baza faptului că metodologia 6 Sigma a fost dezvoltată inițial în direcția creșterii nivelului de satisfacție a clienților, toate punctele sale cheie sunt legate de urmărirea relației „caracteristicile procesului de producție - nivelul de satisfacție al utilizatorului final. În lean manufacturing, o astfel de relație de valori nu este urmărită.
- Metodologia 6 sigma necesită construirea inițială a unor proceduri formalizate pentru implementarea conceptului. Primul pas este de a descrie responsabilitățile conducerii, caracteristicile și timpul de antrenament, metricile prin care este urmărit progresul sau regresia etc.
- Lean manufacturing se ocupă de mai multe tipuri de deșeuri care sunt comune în producție, dar Six Sigma se concentrează pe războiul împotriva defectelor.
- Timp și active „înghețate” - factori foarte importanți care sunt optimizați în lean manufacturing, dar în metodologia Six Sigma, aceste criterii nu sunt luate în considerare.
Principii care ajută un proiect Lean Six Sigma (LSS) să reușească
- concentrare principala— satisfactia clientului. Inițial, este necesar să se stabilească ștacheta sub care cerințele clientului și ale pieței în ansamblu nu permit să scadă. De asemenea, trebuie să înțelegeți ce este valoros pentru client în produsul dvs. și să îl dezvoltați. Ceea ce nu are nicio valoare- aruncați.
- Reteta pentru succes -colectarea de date pentru a identifica o problemă specifică și pentru a o rezolva. Statistici— important! Cauzele defectelor și nemulțumirea clienților nu sunt adesea evidente. Nu trebuie să preiei totul deodată. Va crea doar haos.
- Stabiliți comunicații. Toți participanții la fluxul de lucru trebuie să cunoască principiile LSS, altfel vor fi probleme, nu progres. Antrenamentul este totul!
- Urmăriți rezultatele și ajustați-le. Motivați creșterea personală și profesională a angajaților fără a-i transforma în executanți fără cuvinte ai inițiativei de sus.
Niveluri de calificare în Lean Six Sigma
- "Centura neagra": o persoană care va deveni strateg al companiei și va conduce procesul de implementare a LSS la nivel global;
- "Centura verde": cei care devin principala forță motrice din spatele implementării conceptului 6 Sigma, este optim dacă, înainte de a începe formarea, angajatul care aplică pentru titlu și-a ales o mini-sarcină în companie care necesită studii practice în cadrul formării. ;
- "Centura galbena": lucrează sub conducerea Centurii Verzi, îndeplinind sarcini specifice înguste în care pot și ar trebui să fie adevărați experți;
- „Centura albă”: un semn că o persoană a stăpânit un set de bază de cunoștințe și înțelege ce este 6 sigma.
Rezultatul aplicării Lean Six Sigma arată impresionant:

Cine beneficiază de utilizarea Lean Six Sigma?
În esență, toată lumea. Deși, desigur, poți auzi adesea conversații nu despre cum să pui această tehnică în slujba companiei tale, ci despre de ce nici măcar nu ar trebui să încerci.
Există două motive principale pentru care oamenii încep să implementeze 6 Sigma. Primul este că firma este în criză și trebuie făcut ceva pentru a ieși din „gaura” sau când concurenții te mănâncă de viu. Al doilea este atunci când o companie vrea să-și îmbunătățească calitatea produselor și să fie mereu în TOP...Rino Domenico, Președinte și CEO al Sterling Business School
Deci, cine poate folosi această metodologie:
Ce companii folosesc deja tehnica:
- SA „Stil nou”
- wal mart
- Agrogenerarea
- Starbucks
- Energie DTEK
- Merck
- Kyivstar
- PAT „Uzina metalurgică Mariupol numită după Illich”
- Coca Cola.
Instrumente care vor fi utile pentru dezvoltarea Lean Six Sigma în întreprindere:
Metodologia Lean Six Sigma este o soluție pentru cei care sunt obișnuiți să folosească dezvoltări de ultimă oră, obținând rezultate chiar și atunci când alți participanți la piață se gândesc încă la fezabilitatea implementării unei anumite metodologii.
După cum arată practica, acest concept este adoptat de specialiști de nivel înalt care ating rate de creștere impresionante, indiferent de condițiile inițiale.






