หลักสูตร 6 sigma kanban lin. แนวคิด Six Sigma
ไมเคิล จอร์จบทจาก Lean Six Sigma ในการบริการ Lean Speed และ Six Sigma Quality ขับเคลื่อนการพัฒนาธุรกิจอย่างไร
สำนักพิมพ์ "Mann, Ivanov และ Ferber"

ข้าว. 2.การแจกแจงแบบปกติ ขีดจำกัดของการแจกแจงแบบปกติคือ 6 a
เมตริก Six Sigma ช่วยให้คุณสามารถเปรียบเทียบการกระจายผลลัพธ์จริงกับช่วงค่าที่ยอมรับได้ (ข้อกำหนดของลูกค้า) ข้อบกพร่องคือค่าใดๆ ที่ไม่ตรงตามความต้องการของลูกค้า ยิ่งพื้นที่ใต้เส้นโค้งการกระจายอยู่ภายในขอบเขตความต้องการของลูกค้ามาก ระดับซิกมาก็จะยิ่งสูงขึ้น ในการเปรียบเทียบกระบวนการต่างๆ แทนที่จะใช้จำนวนข้อบกพร่อง จะใช้แนวคิดของ "เปอร์เซ็นต์" ของข้อบกพร่อง (หรือ "ข้อบกพร่องต่อโอกาสหนึ่งล้านรายการ")

Six Sigma เป็นกระบวนการที่ให้ผลตอบแทน 3.4 ข้อบกพร่องต่อโอกาสหนึ่งล้านครั้ง โดยพิจารณาจากความแปรปรวนที่คาดไว้
นี่คือตัวอย่างหนึ่ง บริษัทใดๆ ที่วางแผนจะพัฒนาการก่อสร้างใน Fort Wayne ในไม่ช้าก็พบว่าการทำธุรกิจในเมืองนี้ พูดง่ายๆ ว่าเป็นปัญหา เหนือสิ่งอื่นใด การได้รับใบอนุญาตที่จำเป็นเพียงอย่างเดียวมักใช้เวลาเกือบสองเดือน (โดยเฉลี่ย 51 วัน) ทีมพนักงานเทศบาลได้เปรียบเทียบและระบุช่องว่างที่ทำให้ Fort Wayne ไม่สามารถแข่งขันกับเมืองอื่นที่ปัญหาที่คล้ายกันได้รับการแก้ไขภายในเวลาไม่ถึงหนึ่งเดือน
ทีมงานที่ได้รับมอบหมายให้ปรับปรุงกระบวนการอนุญาตได้ระบุขั้นตอนที่สำคัญที่สุด ขจัดขั้นตอนที่ซ้ำซ้อน และพัฒนาขั้นตอนที่ได้มาตรฐานพร้อมแนวทางที่ชัดเจน เมื่อกระบวนการเริ่มดำเนินการในรูปแบบใหม่ 95% ของใบอนุญาตออกในเวลาน้อยกว่า 10 วัน ลูกค้าจำนวนมาก - บริษัทที่เคยลังเลที่จะสร้างใน Fort Wayne - สังเกตเห็นการปรับปรุงนี้ในทันที
ABCs ของการผลิตแบบลีน
ทุกสาขาวิชามีภาษาของตนเอง และการผลิตแบบลีนก็ไม่มีข้อยกเว้น มีคำศัพท์หลายคำที่คุณจำเป็นต้องเข้าใจและสำรวจความเป็นไปได้ของ Lean (คุณจะพบกับคำศัพท์เหล่านั้นทั้งหมดในหนังสือเล่มนี้)
เวลานำและความเร็วของกระบวนการ
ระยะเวลารอคอยสินค้าระบุว่าต้องใช้เวลานานเท่าใดในการส่งมอบผลิตภัณฑ์หรือบริการนับตั้งแต่ได้รับคำสั่งซื้อ สูตรง่ายๆ ที่เรียกว่ากฎของลิตเติ้ล (ตามหลังนักคณิตศาสตร์ที่พิสูจน์แล้ว) ช่วยให้เข้าใจปัจจัยที่ส่งผลต่อระยะเวลารอคอยสินค้า:
สมการนี้ช่วยให้เรากำหนดได้ว่าจะใช้เวลานานแค่ไหนในการดำเนินการหน่วยงานให้เสร็จ (เวลานำ) โดยพิจารณาจากจำนวนงานที่กำลังดำเนินการ (งานที่กำลังดำเนินการ) และปริมาณงานที่เราสามารถทำได้ต่อวัน สัปดาห์ ฯลฯ (ผลผลิต).
กฎของลิตเติ้ลมีความหมายมากกว่าที่จะเห็นได้ในแวบแรก พวกเราส่วนใหญ่ไม่มีความคิดเกี่ยวกับประสิทธิภาพ นับประสาอัตราความแปรปรวน ความคิดที่ว่าต้องปฏิบัติตามทุกขั้นตอนของกระบวนการปฏิบัติตามคำสั่งซื้อโดยเฉพาะอย่างยิ่งหากกระบวนการดังกล่าวกินเวลาหลายวันหรือหลายสัปดาห์ทำให้เรารู้สึกท้อแท้ (ลองนึกย้อนกลับไปถึงประวัติของการขอใบอนุญาตในเมือง Fort Wayne แล้วลองนึกดูว่าการติดตามกระบวนการที่ใช้เวลา 51 วันเป็นอย่างไร) ด้วยค่าของตัวแปรทั้งสองที่เกี่ยวข้องในสมการนี้ เราสามารถกำหนดตัวแปรที่สามได้ กล่าวอีกนัยหนึ่ง ถ้าคุณรู้ WIP และประสิทธิภาพการทำงาน คุณสามารถกำหนดเวลารอคอยสินค้าได้ หากคุณทราบระยะเวลารอคอยสินค้าและประสิทธิภาพการทำงาน คุณสามารถประมาณการ WIP ในกระบวนการได้
การผลิตที่ยังไม่เสร็จ
บางครั้งผู้ที่จัดการกับการให้บริการจะหลีกเลี่ยงคำว่า "งานระหว่างทำ" เนื่องจากคำนี้มักจะเกี่ยวข้องกับสายการผลิต อย่างไรก็ตาม แนวคิดนี้สามารถใช้ได้กับเกือบทุกกระบวนการ หากคุณรู้สึกว่าจำเป็นต้องแปลคำศัพท์แบบ Lean นี้ให้กับธุรกิจของคุณ ลองนึกถึง WIP ว่าเป็น "สิ่งต่างๆ" ที่กำลังดำเนินการอยู่ "วัตถุ" เหล่านี้อาจเป็นความต้องการของลูกค้า ใบเสร็จรับเงินที่ต้องดำเนินการ โทรศัพท์เพื่อรับสาย รายงานที่ต้องดำเนินการให้เสร็จสิ้น และอื่นๆ - งานใดๆ ที่รอที่จะแล้วเสร็จ เกือบทุกที่ในหนังสือเล่มนี้ใช้คำว่า "งานระหว่างทำ" เมื่อต้องเผชิญกับปัญหา ให้นึกถึงงานของคุณเองและจำนวนธุรกิจที่ยังไม่เสร็จของคุณบนโต๊ะทำงาน รออยู่ที่ปีกบนคอมพิวเตอร์หรือเครื่องตอบรับอัตโนมัติ ทั้งหมดนี้เป็นงานที่กำลังดำเนินการอยู่
เป้าหมายของการผลิตแบบลีนคือการสร้างเงื่อนไขเพื่อให้คุณมีทรัพยากรเพียงพอและดำเนินการตามความเร็วที่กำหนดตามคำขอของลูกค้า ที่สำคัญกว่านั้น ด้วยกระบวนการที่เป็นมาตรฐาน Lean ช่วยให้คุณตอบสนองต่อสัญญาณของลูกค้าได้อย่างรวดเร็ว ซึ่งหมายความว่าจะทำให้กระบวนการสามารถคาดการณ์ได้ จัดการได้ และมีเสถียรภาพ
จิม คามินสกี้, ผู้ช่วยผู้อำนวยการ ธนาคารวัน
ความล่าช้า / เวลารอ
งานอยู่ระหว่างดำเนินการ หมายถึง มีงานรออยู่ ในภาษา Lean งานนี้ "in line"; และเวลาที่ไม่ได้รับการจัดการนั้นเรียกว่า "เวลารอ" เวลาในคิว โดยไม่คำนึงถึงระยะเวลาและเหตุผล เป็นความล่าช้า
งานเพิ่มมูลค่าและไม่เพิ่มมูลค่า
เมื่อคุณเริ่มติดตามการไหลของงาน จะเห็นได้ชัดเจนว่ากิจกรรมบางอย่างเพิ่มมูลค่าจากมุมมองของลูกค้า (และถูกเรียกว่างานมูลค่าเพิ่มด้วยเหตุนี้) ในการทดสอบว่าชิ้นงานมีมูลค่าเพิ่มหรือไม่ ให้ถามตัวเองว่าลูกค้าของคุณยินดีจ่ายหรือไม่หากพวกเขารู้ว่างานนั้นรวมอยู่ในราคารวมของผลิตภัณฑ์แล้ว หากในทุกโอกาส เขาปฏิเสธที่จะจ่ายเงิน หรือต้องการทำธุรกิจกับซัพพลายเออร์ที่ไม่มีต้นทุนดังกล่าว แสดงว่าเป็นงานที่ไม่เพิ่มมูลค่า
ประสิทธิภาพของกระบวนการ
สำหรับกระบวนการส่งมอบบริการใดๆ ตัวบ่งชี้ที่สำคัญมากคือสัดส่วนของรอบเวลาทั้งหมดที่ใช้ในกิจกรรมการเพิ่มมูลค่า ตัวบ่งชี้นี้แสดงสัดส่วนของการสูญเสียพร้อมกันและเรียกว่าประสิทธิภาพของวัฏจักรกระบวนการ เป็นอัตราส่วนของเวลามูลค่าเพิ่มต่อเวลานำทั้งหมด:
ประสิทธิภาพของกระบวนการ = เวลาเพิ่มมูลค่าของลูกค้า / ระยะเวลารอคอยสินค้าทั้งหมด
หากประสิทธิภาพของกระบวนการต่ำกว่า 10% แสดงว่ากระบวนการนั้นเต็มไปด้วยของเสียที่ไม่ก่อให้เกิดมูลค่ามากเกินไปและสามารถปรับปรุงได้
ขาดทุน
ตามที่เราเพิ่งแสดงให้เห็น ของเสียคือทุกสิ่งที่ไม่เพิ่มมูลค่าจากมุมมองของลูกค้า ไม่ว่าจะเป็นเวลา ต้นทุน งาน มีการสูญเสียในทุกองค์กร เนื่องจากมีจุดอ่อนอยู่ทุกแห่ง พวกเขาเป็นผู้ที่ควรถูกกำจัดในระหว่างการปรับให้เหมาะสม ปริมาณการสูญเสียในกิจกรรมใด ๆ จะเป็นสัดส่วนกับระยะเวลาของความล่าช้าในการทำงาน การผลิตแบบลีนสอนให้เรารู้จักและกำจัดของเสีย แทนที่จะทำตามอย่างไร้เหตุผล ในทางปฏิบัติของการผลิตแบบลีน มีของเสียเจ็ดประเภท
บทเรียนแบบลีนที่สำคัญ
สิ่งที่กล่าวมาข้างต้นช่วยให้เราวาดข้อสรุปที่ดูเหมือนง่าย ๆ แต่สำคัญมาก ซึ่งบอกว่าด้วยความช่วยเหลือของการผลิตแบบลีน เราสามารถบรรลุการปรับปรุงได้อย่างรวดเร็ว ต่อไปนี้คือข้อค้นพบ ซึ่งจะกล่าวถึงในรายละเอียดเพิ่มเติมด้านล่าง
- กระบวนการส่วนใหญ่ไม่ "ลีน" และมีอัตราประสิทธิภาพของกระบวนการน้อยกว่า 10%
- การลดงานระหว่างทำเป็นสิ่งสำคัญยิ่ง (เพราะคุณไม่สามารถควบคุมงานระหว่างทำ คุณไม่สามารถควบคุมเวลานำได้)
- แต่ละกระบวนการควรทำงานบนระบบ "ดึง" มากกว่าระบบ "ผลัก" ซึ่งขจัดความแปรปรวนของเวลานำ
- งานประมาณ 20% ทำให้เกิดความล่าช้าทั้งหมด 80%
- คุณไม่สามารถปรับปรุงสิ่งที่คุณมองไม่เห็นได้: คุณต้องทำให้เห็นภาพกระบวนการตามข้อมูล
บทที่ 1 กระบวนการส่วนใหญ่ไม่ "ลีน"
ฉันเดาว่าคุณจะไม่แปลกใจเลยที่รู้ว่าในกระบวนการบริการ "แบบลีน" งานส่วนใหญ่—50% หรือมากกว่า—ทำในกิจกรรมที่ไม่เพิ่มมูลค่า ซึ่งสามารถมองเห็นได้บนแผนที่กระบวนการโดยใช้สีหรือเทคนิคอื่นๆ เพื่อแยกแยะงานเพิ่มมูลค่าจากงานที่ไม่เพิ่มมูลค่าด้วยสายตา ใช่ รูปที่ 3 แสดงส่วนเริ่มต้นของแผนภาพบล็อกพื้นฐานที่รวบรวมโดยทีม Lockheed Martin ทีมนี้พบว่า 83% ของงานที่ทำระหว่างการสั่งซื้อกับการรับสินค้าไม่ได้เพิ่มมูลค่า (กล่าวคือ เป็นการสิ้นเปลือง) ซึ่งรวมถึงการแก้ไขข้อผิดพลาด การขอใบเสนอราคาจากผู้ค้าส่ง (แม้ว่าราคาสามารถเจรจาล่วงหน้าได้) การแก้ไขภาพวาด และการดำเนินการอื่นๆ ที่เกิดจากความล่าช้าในขั้นตอนก่อนหน้าของกระบวนการ
ความเร็วสามารถประนีประนอมคุณภาพ?
เราทุกคนล้วนเคยอยู่ในสถานการณ์ที่ความต้องการ "ทำงานเร็วขึ้น" ทำให้เกิดปัญหาด้านคุณภาพและทำให้กระบวนการทำงานช้าลง ดังนั้นจึงค่อนข้างสมเหตุสมผลที่จะกลัว: วิธีการแบบลีนที่มุ่งเป้าไปที่การเร่งกระบวนการจะทำให้เกิดความเสียหายต่อคุณภาพหรือไม่? นี้ไม่ได้เกิดขึ้น ทำไม? เนื่องจากแบบลีนช่วยลดเวลาด้วยการกำจัดกิจกรรมที่ไม่เพิ่มมูลค่า กำจัดคิว ลดเวลาระหว่างกิจกรรมเพิ่มมูลค่า และอื่นๆ โดยปกติแล้ว Lean จะออกจากขั้นตอนกระบวนการที่สำคัญซึ่งให้คุณค่าแก่ลูกค้าเหมือนเดิม การใช้เครื่องมือ Six Sigma สำหรับการดำเนินการสร้างมูลค่าช่วยลดจำนวนข้อบกพร่อง ซึ่งจะทำให้ความเร็วผ่านขั้นตอนการเพิ่มมูลค่าได้
อย่างไรก็ตาม เนื่องจากขั้นตอนเหล่านี้โดยทั่วไปมีสัดส่วนน้อยกว่า 10% ของเวลานำทั้งหมด การเพิ่มความเร็วของกระบวนการเพิ่มมูลค่าจึงมีผลเพียงเล็กน้อยต่อความเร็วของกระบวนการโดยรวม ผลกระทบจะเพิ่มขึ้นอย่างเห็นได้ชัดเมื่อยกเลิกกิจกรรมที่ไม่เพิ่มมูลค่า

ข้าว. 3.ผังงานอย่างง่าย (แสดงกิจกรรมการเพิ่มมูลค่าและไม่เพิ่มมูลค่า)
ทีมงาน Lockheed Martin Supply Center พบว่างานส่วนใหญ่ตั้งแต่วางใบสั่งซื้อจนถึงการรับวัสดุนั้นเป็นของเสีย (ไม่มีมูลค่าเพิ่ม) มีการใช้มาตรการเพื่อชดเชยข้อผิดพลาด การละเลย และความล่าช้าในขั้นตอนก่อนหน้าของกระบวนการ เช่นเดียวกับมาตรการเพื่อลดงานที่แตกต่างกันจำนวนมาก (ความซับซ้อน) รายละเอียดปลีกย่อยของกระแสคุณค่า (แสดง 248 ขั้นตอนที่ระดับรายละเอียดที่ต้องการ) และการลดความซับซ้อนที่ตามมาด้วยการกำหนดมาตรฐานช่วยขจัดของเสียส่วนใหญ่ ผลลัพธ์ของการปรับปรุงเหล่านี้ทำให้บริษัทสามารถลดต้นทุนการจัดซื้อได้ครึ่งหนึ่ง
บทเรียนที่ 2 งานหลักคือการลดงานระหว่างทำ
กลับไปที่กฎของลิตเติ้ลกัน
ระยะเวลาดำเนินการ = WIP / ผลผลิต
ความเท่าเทียมกันนี้ไม่ได้เป็นเพียงโครงสร้างทางทฤษฎีเท่านั้น แต่ยังมีความหมายเชิงปฏิบัติมากมาย ประการแรก มันแสดงให้เห็นว่ามีสองวิธีในการลดระยะเวลารอคอย - โดยการลด WIP หรือโดยการเพิ่มผลผลิต ในการดำเนินการใด ๆ ที่ไม่เกี่ยวข้องกับการติดต่อโดยตรงกับลูกค้า กล่าวคือ เมื่องานระหว่างทำเป็นคำสั่ง อีเมล หรือรายงาน ไม่ใช่บุคคล การควบคุมปริมาณงานระหว่างทำง่ายกว่ามาก เพื่อเพิ่มผลผลิต ที่จริงแล้ว คุณสามารถเร่งกระบวนการใดๆ ก็ได้ ประหยัดเวลา เพียงแค่ลด WIP และไม่ทำอะไรเลยเพื่อเพิ่มประสิทธิภาพการทำงาน
ข้อสรุปนี้อธิบายว่าด้วยการใช้หลักการของการผลิตแบบลีนทำให้สามารถบรรลุผลในเชิงบวกได้อย่างรวดเร็วได้อย่างไร ควรจำกัดปริมาณงานที่ได้รับสำหรับการประมวลผลต่อหน่วยเวลาเท่านั้น ข้อมูลต่อไปนี้จะอธิบายว่าต้องทำอย่างไรหากงานที่อยู่ระหว่างดำเนินการคือ "คน" และวิธีที่ดีที่สุดในการประหยัดเวลาในการดำเนินการคือการเชื่อมต่อความสามารถเพิ่มเติมเพื่อเพิ่มประสิทธิผล
ทำไมเราควรจัดลำดับความสำคัญของงานระหว่างทำ? เพื่อลดปริมาณต้องใช้ทุนทางปัญญาเท่านั้น การปรับปรุงประสิทธิภาพการผลิตจำเป็นต้องมีการลงทุนหรือการเพิ่มเงินเดือน ซึ่งทั้งสองอย่างนี้มีผลกระทบในทางลบต่อผลตอบแทนจากเงินลงทุน และมูลค่าของผู้ถือหุ้นด้วย กฎของลิตเติ้ลเป็นพื้นฐานทางคณิตศาสตร์ที่ช่วยให้เราสามารถประยุกต์ใช้วิธีการผลิตแบบลีนกับกระบวนการใดๆ ก็ได้
บทเรียนที่ 3 “จะตัดงานประณามนี้ที่กำลังดำเนินการอยู่ได้อย่างไร” (สร้างระบบ "ดึง")
มองไปรอบๆ ที่ทำงานของคุณ กล่องจดหมายอีเมลของคุณเต็มไปด้วยข้อความที่ยังไม่ได้อ่านหรือไม่? คุณมีรายชื่ออีเมลที่ต้องใช้เวลาหลายวันในการตรวจสอบหรือไม่? เครื่องตอบรับอัตโนมัติของคุณปฏิเสธที่จะรับข้อความใหม่หรือไม่? มีใครรอผลงานคุณอยู่มั้ย?
ทั้งหมดนี้เป็นงานรูปแบบต่างๆ ที่กำลังดำเนินการอยู่ ซึ่งเป็นงานที่คนอื่นรอคุณอยู่ ไม่ว่าจะเป็นเพื่อนร่วมงานหรือลูกค้า ในฐานะผู้มาใหม่แบบลีน คุณทราบดีว่าเพื่อลดรอบเวลาและความสิ้นเปลือง คุณต้องลด WIP คุณรู้ไหมว่างานระหว่างทำก็เหมือนรถบนทางด่วน ถ้ามีรถมากกว่านั้น ความเร็วของการจราจรบนถนนที่คับคั่งจะลดลง! แต่จะทำอย่างไร?
โดยปกติ คุณไม่สามารถจำกัดงานระหว่างทำในกระบวนการที่เกี่ยวข้องโดยตรงกับลูกค้าเมื่องานระหว่างทำคือลูกค้าที่รอรับบริการหรือต้องการซื้อผลิตภัณฑ์ (มีวิธีอื่นในการรักษาหรือลดระยะเวลารอคอยสินค้าในสถานการณ์ดังกล่าว)
สำหรับงานใดๆ ที่ไม่มีลูกค้าอยู่ตรงหน้า กุญแจสำคัญในการลด WIP คือกฎหมายของลิตเติ้ล ในกระบวนการบริการแบบลีน มีขั้นตอนที่นำหน้ากระบวนการเอง ซึ่งเป็นระยะที่ปัจจัยอินพุต (คำของาน ใบสั่ง การเรียก ฯลฯ) ถูก "สะสม" จากนั้นมีคนควบคุมอินพุตของ "ปัจจัย" เหล่านี้ในกระบวนการ
ลองพิจารณาตัวอย่างต่อไปนี้ ผู้จัดจำหน่ายอิสระต้องการข้อมูลเกี่ยวกับข้อเสนอเชิงพาณิชย์จากฝ่ายการตลาดเพื่อกำหนดประมาณการสำหรับงานก่อสร้าง พวกเขาไม่พอใจที่ฝ่ายการตลาดใช้เวลาสองถึงสามสัปดาห์ในการนำเสนอข้อมูลนี้ ช่วงเวลาที่เหมาะสมกับพวกเขาคือสามวัน
คณะทำงานรวบรวมข้อมูลในช่วงหลายสัปดาห์ แสดงให้เห็นว่าเจ้าหน้าที่การตลาดสามารถประมวลผลข้อเสนอเฉลี่ย 20 ข้อเสนอต่อวัน ผู้จัดจำหน่ายต้องการรับประกันเวลานำ 3 วัน; ข้อมูลที่ได้รับระบุว่าส่วนเบี่ยงเบนในกระบวนการต้องการเป้าหมายที่เข้มงวดมากขึ้น 2.4 วัน
อนุญาตให้มีการดำเนินการได้มากเพียงใดในกระบวนการนี้ เมื่อเปลี่ยนเป็นกฎของลิตเติ้ลและแทนที่ 20 (ผลผลิต) และ 2.4 (เวลานำ) ลงในสูตร คณะทำงานได้รับงานที่กำลังดำเนินการสูงสุดเท่ากับ 48 ข้อเสนอ - นี่คือจำนวนข้อเสนอ "ในที่ทำงาน" ในเวลาใดก็ตาม
ระยะเวลาดำเนินการ = 2.4 วัน = (WIP = 48 ข้อเสนอ) / (ผลผลิต = 20 ข้อเสนอ/วัน)
ในการจัดการระบบดังกล่าว พวกเขาได้สร้างจุดยืนเพื่อแสดงข้อมูลเกี่ยวกับจำนวนข้อเสนอที่กำลังดำเนินการด้วยสายตา ขีด จำกัด ของงานระหว่างทำคือ 48 คำขอ ดังนั้นจนกว่าจำนวนของพวกเขาจะลดลงเหลือ 47 พนักงานแผนกไม่สามารถเริ่มดำเนินการตามคำขอใหม่ได้ดังแสดงในรูปที่ 4.
เคล็ดลับที่ทำให้ระบบนี้ทำงานได้อยู่ที่มุมล่างซ้ายของรูปที่ 4 ซึ่งแสดงไดรฟ์ที่ระบุว่า "อินพุต" (ขึ้นอยู่กับลักษณะงานของคุณ ที่เก็บนี้อาจเป็นคอนเทนเนอร์จริงหรือฐานข้อมูลอิเล็กทรอนิกส์) คำขอจะไม่เข้าสู่กระบวนการอย่างเป็นทางการในขณะที่อยู่ในแหล่งกักเก็บวัตถุดิบ สัญญาณเดียวในการจัดหางานให้กับอินพุตของกระบวนการคือเอาต์พุตของหน่วยเอาต์พุตจากกระบวนการ - นี่คือระบบ "ดึง" รับประกันเวลาการส่งมอบบริการ - ประมาณสองวันครึ่งนับจากช่วงเวลาที่แอปพลิเคชันเข้าสู่กระบวนการ กล่าวอีกนัยหนึ่ง ระบบ "ดึง" ในอุตสาหกรรมบริการหมายถึงการตัดสินใจอย่างรอบคอบว่าจะเริ่มงานในกระบวนการเมื่อใด อย่างไรก็ตาม การตัดสินใจดังกล่าวมีความสำคัญมาก: คุณค่าที่มองข้ามไม่ได้ ในกรณีนี้ เป็นเรื่องของตั๋วที่จะเข้าสู่กระบวนการเมื่อตั๋วอื่นได้รับการประมวลผลแล้ว ไม่ค่อยเหมาะสมที่จะประมวลผลการเสนอราคาแบบมาก่อนได้ก่อน เนื่องจากการเสนอราคาบางรายการรับประกันคำสั่งซื้อที่มีมูลค่าสูง ในขณะที่บางรายการเป็นคำสั่งซื้อขนาดเล็ก การเสนอราคาที่น่าสงสัย หรือมีแนวโน้มที่จะถูกปฏิเสธ

ข้าว. 4.ระบบ "ดึง" สำหรับข้อเสนอเชิงพาณิชย์สำหรับการขาย
ปัญหาของใบสั่งดำเนินการสามารถแก้ไขได้โดยการจัดลำดับความสำคัญของข้อเสนอโดยขึ้นอยู่กับผู้มีแนวโน้มจะเป็นลูกค้า แต่ละแอปพลิเคชันมีลักษณะเฉพาะด้วยพารามิเตอร์สามตัวต่อไปนี้ ซึ่งแต่ละตัวได้รับการประเมินบนระบบสามจุด:
- ความซับซ้อนของการคำนวณ
- ความได้เปรียบทางการแข่งขัน;
- กำไรขั้นต้นเป็นดอลลาร์
คะแนนของแต่ละเกณฑ์สำหรับข้อเสนอแต่ละข้อจะถูกคูณด้วย ข้อเสนอที่มีคะแนนสูงสุดจะถูกส่งเพื่อดำเนินการก่อน แม้ว่าใบสมัครอื่น ๆ กำลังรอการเปิดของพวกเขาเป็นเวลานาน (แอปพลิเคชันใหม่ที่มีคะแนน 9 เข้าสู่กระบวนการเร็วกว่าแอปพลิเคชันที่มีคะแนน 6 ที่ส่งก่อนหน้านี้) เมื่อใช้ระบบนี้ เจ้าหน้าที่ฝ่ายการตลาดที่มีหมายเลขเท่ากัน สามารถเพิ่มรายได้รวม 70% และเพิ่มกำไรขั้นต้นได้ถึง 80% (แน่นอนว่าบริษัทสามารถเพิ่มผลผลิตได้ด้วยการเพิ่มจำนวนพนักงานการตลาดและทำให้เกิดค่าใช้จ่ายมหาศาล)
จะสร้างระบบ "ดึง" ของคุณเองได้อย่างไร?
จะทำให้ระบบดังกล่าวทำงานให้คุณได้อย่างไร? ต่อไปนี้เป็นตัวอย่างลำดับของการกระทำ
- กำหนด/ยืนยันระดับการบริการที่ต้องการ ถามลูกค้าว่าต้องการบริการระดับใด
- กำหนดความเร็วของการทำงานของทีมงานของคุณ (ตามข้อมูล)
- ใช้กฎของลิตเติ้ลเพื่อกำหนดจำนวนงานที่อยู่ระหว่างดำเนินการสูงสุดที่อนุญาต
- จำกัดจำนวนงานระหว่างทำเป็นมูลค่าสูงสุดที่ได้รับ
- ใส่งานที่เข้ามาทั้งหมดลงในถาดป้อนกระดาษ
- พัฒนาระบบการจัดลำดับความสำคัญสำหรับลำดับงานที่ถูกนำเข้าสู่กระบวนการจากไดรฟ์
- ดำเนินการปรับปรุงกระบวนการต่อไป ซึ่งจะทำให้คุณสามารถเพิ่มความเร็วของงานและลดระยะเวลารอคอยสินค้าลงได้อีก
ผลกระทบเชิงบวกของ Lean Six Sigma ต่อสถานการณ์เช่นนี้มีสองเท่า: ประการแรก ในการส่งมอบบริการ การตัดสินใจเกิดขึ้น ซึ่งไม่เคยเกิดขึ้นมาก่อน โดยพิจารณาจากข้อมูล (ความแปรปรวนของอุปสงค์ งานระหว่างทำ และประสิทธิภาพการทำงาน) ประการที่สอง ใช้เครื่องมือของความเร็วและคุณภาพที่นำมาใช้โดยผู้ที่เต็มใจสละเวลาและความพยายามเพื่อทำสิ่งต่างๆ ให้สำเร็จ
อย่างระมัดระวัง! อย่าปฏิบัติต่อลูกค้าเหมือนเป็นสต๊อกสินค้าหรือวัตถุดิบ!
ระบบ "ดึง" ที่อธิบายข้างต้นใช้งานได้เมื่อมีการส่งเอกสาร อีเมล โทรศัพท์ ฯลฯ เพื่อดำเนินการ แต่ในกระบวนการสื่อสารโดยตรงกับลูกค้า คุณต้องรักษาระดับเวลาตอบสนองที่ยอมรับได้และประสิทธิผลของกระบวนการจัดส่งบริการ ซึ่งไม่ว่าจะเกิดอะไรขึ้น เมื่อลูกค้าเป็น WIP คุณจะไม่สามารถสร้างสินค้าคงคลังจากพวกเขาได้ และไม่สามารถเพิ่มเวลารอรับบริการและระยะเวลารอคอยสินค้าได้ กฎของลิตเติ้ลกล่าวว่าความเป็นไปได้เพียงอย่างเดียวในกรณีนี้คือการเพิ่มผลผลิต
ปัญหาหนึ่งเกี่ยวกับการดำเนินการตรงถึงลูกค้าคือความแปรปรวนของความต้องการสูง โดยมีชั่วโมงที่วุ่นวายสลับกับช่วงเวลาหยุดทำงาน
หากสามารถคาดการณ์ไดนามิกของการหมุนเวียนนี้ได้ ความสามารถในการทำงานจะเพิ่มขึ้นโดยการเปลี่ยนจำนวนพนักงานบริการตามนั้น: ในช่วงชั่วโมงเร่งด่วน คุณสามารถเพิ่มพนักงานเพิ่มเติมได้ เช่นเดียวกับที่ทำในศูนย์บริการ (คอลเซ็นเตอร์) หากความแปรปรวนของอุปสงค์คาดเดาไม่ได้ ควรใช้ทฤษฎีการจัดคิว ซึ่งจะทำให้คุณสามารถคำนวณว่าปัจจัยต่างๆ เช่น ความแปรปรวนของอุปสงค์หรืออุปทาน ส่งผลต่อ WIP (และด้วยเหตุนี้เวลานำ) อย่างไร ตัวอย่างเช่น รูปที่ รูปที่ 3.11 จาก Lean Six Sigma: การรวมคุณภาพ Six Sigma เข้ากับ Lean Speed ทำซ้ำในรูปที่ 3.11 รูปที่ 5 แสดงให้เห็นว่าหากคุณมีอัตรากำไรขั้นต้นของประสิทธิภาพ 20% การเปลี่ยนแปลงของอุปสงค์จะมีผลเพียงเล็กน้อยหรือไม่มีผลใดๆ ต่อเวลารอของลูกค้า

ข้าว. ห้า.ผลกระทบด้านลบของการโก่งตัวจะสูงสุดเมื่อทำงานที่ขีดจำกัดความจุ
ความจุสำรองสามารถจัดหาได้โดยการนำพนักงานจากแผนกอื่นๆ ที่ได้รับการฝึกอบรมเกี่ยวกับทักษะที่เกี่ยวข้องเข้ามา หรือโดยใช้ระบบลำดับความสำคัญ (ดังในระบบ "ดึง" ที่อธิบายข้างต้น) ที่มอบหมายบริการที่ซับซ้อนมากขึ้นให้กับพนักงานที่มีประสบการณ์มากขึ้น
บทเรียนที่ 4 ประสิทธิภาพของกระบวนการช่วยให้คุณวัดปริมาณความสามารถของคุณ
โดยปกติประสิทธิภาพของกระบวนการในภาคบริการจะอยู่ที่ประมาณ 5% (ตารางที่ 1) กล่าวคือ 95% ของเวลาทำงานถูกใช้ไปกับการรอ ย่ำแย่? ยังจะ. และไม่ใช่แค่เรื่องความล่าช้าเท่านั้น สุภาษิตโบราณนั้นเป็นความจริง: ยิ่งงานยังไม่เสร็จนานเท่าไหร่ก็ยิ่งมีราคาแพงมากขึ้นเท่านั้น ในกระบวนการแบบลีน เวลาในการเพิ่มมูลค่ามากกว่า 20% ของรอบเวลาทั้งหมด
ตารางที่ 1.ประสิทธิภาพของกระบวนการ

อย่าแปลกใจถ้ากระบวนการขององค์กรของคุณมีประสิทธิภาพน้อยกว่า 5% อย่าท้อแท้ ประสบการณ์แสดงให้เห็นว่าการใช้เครื่องมือพื้นฐานของ Lean Six Sigma จะช่วยให้คุณเริ่มเก็บเกี่ยวผลประโยชน์ได้อย่างรวดเร็วและลดต้นทุนได้อย่างน้อย 20%
ประสิทธิภาพของกระบวนการสามารถมองเห็นได้โดยแยกเวลาเพิ่มมูลค่าออกจากเวลาที่ไม่เพิ่มมูลค่าในไทม์ไลน์การสร้างมูลค่า ดังแสดงในรูปที่ 1 6. (การแสดงภาพดังกล่าวช่วยปลุกเร้าและทำให้ผู้คนสนใจ!)

ข้าว. 6.แกนเวลาของการสร้างมูลค่า
แนวคิดเกี่ยวกับแผนที่เวลาในการสร้างมูลค่านั้นค่อนข้างง่าย จำเป็นต้องติดตามการประมวลผลของหน่วยการผลิตใด ๆ และคุณลักษณะของเวลาที่ใช้ไปเป็นหนึ่งในสามประเภท: 1) การเพิ่มมูลค่า 2) ความสูญเสียที่หลีกเลี่ยงไม่ได้ - เป็นส่วนสำคัญในการทำธุรกิจ (งานที่ลูกค้าไม่ต้องการ จ่ายแต่ไม่สามารถจ่ายได้ - การบัญชี กฎหมาย และการปฏิบัติตามข้อกำหนดอื่นๆ) และ 3) ความล่าช้า/ความสูญเสีย จากนั้นวาดเส้นเวลาและพล็อตทั้งสามหมวดหมู่บนนั้น ในตัวอย่างการจัดซื้อจัดจ้างของ Lockheed Martin ด้านบน คุณจะเห็นว่าจะใช้เวลาสี่วันนับจากเวลาที่ศูนย์จัดซื้อได้รับใบขอเสนอซื้อจนถึงเวลาที่สั่งซื้อ งานมูลค่าเพิ่ม (พื้นที่มืดเหนือเส้นกลาง) แสดงให้เห็นว่าในช่วงสี่วันนี้ ผู้ซื้อใช้เวลา 14 นาทีในการประมวลผลคำสั่งซื้อ เวลาส่วนใหญ่ที่แสดงเป็นช่องว่างสีขาวเป็นเวลารอ ในขั้นต้น กระบวนการนี้มีประสิทธิภาพน้อยกว่า 1% (14 นาทีจาก 4 วันหรือ 1920 นาที)
แกนเวลาของการสร้างมูลค่าติดตามการเคลื่อนไหวของหน่วยการผลิตระหว่างกระบวนการและคำนึงถึงเวลาที่ใช้ไป เหนือเส้นกลางคือเวลาที่เพิ่มมูลค่าจากมุมมองของผู้บริโภค ที่เหลือคือการสูญเสีย
บทเรียนที่ 5 20% ของงานทำให้เกิดความล่าช้า 80%
เพื่อให้บรรลุเป้าหมายหลักของการผลิตแบบลีน - ความเร็ว - มีเพียงวิธีเดียวเท่านั้น: กำจัดทุกสิ่งที่ทำให้กระบวนการช้าลง การทำแผนที่กระบวนการและการรวบรวมข้อมูลเกี่ยวกับรอบเวลา ความแปรปรวนและความซับซ้อนจะช่วยให้คุณสามารถคำนวณเวลาล่าช้าสำหรับการดำเนินการแต่ละรายการของกระบวนการ ประสบการณ์แสดงให้เห็นว่าในกระบวนการใด ๆ ที่มีประสิทธิภาพ 10% หรือน้อยกว่า 80% ของเวลานำคือ "กินหมด" โดยน้อยกว่า 20% ของการดำเนินงาน - อีกตัวอย่างหนึ่งของผลกระทบ Pareto ในการดำเนินการ! 20% นี้เรียกว่า "เวลาที่หายไปที่ซ่อนอยู่" ซึ่งจะปรากฏให้เห็นชัดเจนในการจับคู่สตรีมค่า และสามารถแสดงเป็นไทม์ไลน์ของมูลค่าได้ (ดังในรูปที่ 6)
การระบุความสูญเสียแฝงเป็นหนึ่งในปัญหาที่สำคัญที่สุด เนื่องจากลำดับความสำคัญในกรณีนี้ถูกกำหนดโดยระยะเวลาของความล่าช้า โดยการจัดลำดับความสำคัญของเป้าหมายอย่างถูกต้อง คุณจะมีเลเวอเรจที่มีประสิทธิภาพในผลลัพธ์ทางการเงินของการปรับปรุง
บทเรียน #6
หากโอกาสในการลดต้นทุนและระยะเวลาในการส่งมอบบริการมีมาก ทำไมไม่ลองใช้ Lean Six Sigma บ่อยขึ้นล่ะ
ประโยชน์ที่ชัดเจนประการหนึ่งของการผลิตคือความสามารถในการมองเห็นและติดตามการไหลของงาน คุณเดินไปตามสายการผลิตและดูว่าผลิตภัณฑ์ได้รับการประมวลผลอย่างไร และการย้ายจากที่ทำงานหนึ่งไปยังอีกที่หนึ่ง วัตถุดิบหรือวัสดุกลายเป็นผลิตภัณฑ์ขั้นสุดท้ายอย่างไร ขั้นตอนนี้มีการบันทึกไว้ในแผนกจัดส่งเสมอ ซึ่งบันทึกงานที่มีมูลค่าเพิ่ม นอกจากนี้ คุณเห็นหลักฐานที่เป็นรูปธรรมของการสูญเสีย (งานระหว่างทำ ของเสีย ความล่าช้า) ในรูปของกองของงานระหว่างทำหรือของเสีย
ในการให้บริการงานส่วนใหญ่ยังคงมองไม่เห็น ด้วยการกดแป้นเพียงครั้งเดียว ใครบางคนส่งรายงานไปยังสำนักงานอื่นที่ปลายโถงทางเดินหรือที่ใดก็ได้ในโลก มีคนกดปุ่มบนโทรศัพท์และเปลี่ยนลูกค้าจากแผนกหนึ่ง (เช่น ฝ่ายบริการลูกค้า) เป็นแผนกอื่น (ฝ่ายสนับสนุนด้านเทคนิค)
ในการบริการ มองเห็นได้ยากกว่าแค่โฟลว์ (กระบวนการ) การประมาณปริมาณงานระหว่างทำนั้นแทบจะยากพอๆ กัน ได้ พวกเราบางคนสามารถประเมินปริมาณได้โดยการดูกองเอกสารบนโต๊ะหรือนับจำนวนคนที่เข้าแถวรอรับบริการ แต่บ่อยครั้งที่ "งาน" อยู่ในรูปแบบที่มองเห็นได้น้อยกว่า เช่น รายงานหรือคำสั่งซื้อในรูปแบบอิเล็กทรอนิกส์ที่รอดำเนินการ อีเมลที่ต้องตอบ 20 ฉบับ ลูกค้า 10 ราย "ค้าง" ในสายโทรศัพท์
แต่ในขณะที่การทำให้เวิร์กโฟลว์มองเห็นได้ในอุตสาหกรรมการบริการเป็นเรื่องยาก แต่การทำความเข้าใจและประมาณการงานระหว่างทำถือเป็นข้อกำหนดเบื้องต้นสำหรับการใช้เครื่องมือแบบลีนเพื่อเพิ่มความเร็วและลดของเสีย สามารถใช้แผนที่ต่างๆ เพื่อ "ทำให้สิ่งที่มองไม่เห็นมองเห็นได้" รวมถึงแผนที่สตรีมค่าที่คุณจะเห็นหลายครั้งในหนังสือเล่มนี้ (ตัวอย่างของแผนที่ดังกล่าวแสดงในรูปที่ 7)

ข้าว. 7.แผนผังสตรีมค่า (แผนผังผังกระบวนการ)
นอกจากนี้ รูปที่ รูปที่ 7 แสดงให้เห็นว่ากระบวนการจัดการหลายอย่างซับซ้อนเกินไป ตัวอย่างเช่น ที่บริษัทแห่งหนึ่ง การอนุมัติการเปลี่ยนแปลงการออกแบบต้องมีลายเซ็นของผู้จัดการเจ็ดคน และแบบฟอร์มการอนุมัติจะเดินทางเป็นเวลาหลายสัปดาห์ผ่านถาดเอกสารขาเข้าเจ็ดถาด กระบวนการจัดส่งบริการนี้ทำให้เกิดปัญหาร้ายแรงในกระบวนการผลิต เนื่องจากทำให้ไม่สามารถเปลี่ยนแปลงแบบร่างได้ทันเวลา (และผลิตภัณฑ์ที่ผลิตตามแบบเหล่านี้) วัฏจักรที่ยาวนานของกระบวนการตัดสินใจดังกล่าวหมายความว่าเมื่อมีการระบุปัญหาด้านคุณภาพแล้ว การทำงานซ้ำจะดำเนินต่อไปเป็นเวลานานมาก แม้ว่าจะได้สร้างภาพวาดใหม่ขึ้นมาแล้วซึ่งผลิตภัณฑ์สามารถผลิตได้โดยไม่มีข้อบกพร่อง
เมื่อบริษัทพิจารณากระบวนการในการขอรับลายเซ็นทั้งเจ็ดอย่างละเอียดถี่ถ้วน เป็นที่ชัดเจนว่าผู้จัดการห้าในเจ็ดคนไม่มีความรู้และทักษะที่เกี่ยวข้องกับงาน ผู้จัดการทั้งห้าคนนี้ก็เพียงพอแล้วที่จะได้รับการแจ้งเตือนการอนุมัติเอกสารใหม่ ซึ่งจะไม่ก่อให้เกิดความเสียหายต่อกระบวนการแม้แต่น้อย สำเนาของเอกสารนี้ยังคงถูกส่งไปยังพวกเขาเนื่องจากเป็นประโยชน์สำหรับพวกเขาที่จะทราบเกี่ยวกับการเปลี่ยนแปลง แต่ถูกแยกออกจากกระบวนการตัดสินใจ ตอนนี้ผู้จัดการที่เหลืออีกสองคนมีเวลาน้อยกว่าหนึ่งสัปดาห์ในการศึกษาแบบฟอร์มและแก้ไขปัญหาทั้งหมด หลังจากนั้นกระบวนการก็จะดำเนินต่อไป
การจัดการภาพ
เครื่องมือการจัดการภาพจำนวนมากที่ใช้โดยการผลิตแบบลีนนั้นอธิบายโดยประโยชน์ของการแสดงภาพงานระหว่างทำ ต้นทุน และความสามารถของพนักงาน เครื่องมือเหล่านี้ช่วยให้คุณ:
- ระบุและเห็นภาพลำดับความสำคัญของงาน
- เห็นภาพตัวบ่งชี้ประสิทธิภาพรายวันของกระบวนการ (“วันนั้นประสบความสำเร็จหรือไม่?”);
- สร้างเงื่อนไขที่เอื้ออำนวยต่อการสื่อสารในพื้นที่ทำงานตลอดจนระหว่างผู้บริหารและพนักงาน
- ให้ข้อเสนอแนะแก่สมาชิกในทีมงาน หัวหน้างาน (หัวหน้างาน) และผู้จัดการ และทำให้พนักงานทุกคนมีส่วนร่วมในการปรับปรุงอย่างต่อเนื่อง

ข้าว. 8.กระดานแทคสำหรับการลงทะเบียนคำสั่งซื้อ
ในระดับที่ง่ายที่สุด การจัดการภาพอาจเกี่ยวข้องกับการโพสต์แผนที่กระบวนการ (ซึ่งแสดงให้เห็นว่ากระบวนการควรดำเนินการอย่างไร) หรือรายการตัวบ่งชี้บนกระดานข่าวเพื่อให้ทุกคนในพื้นที่ทำงานสามารถเห็นได้ว่ากระบวนการประสบความสำเร็จหรือไม่ประสบความสำเร็จเพียงใด ข้าว. รูปที่ 8 แสดงเครื่องมือการจัดการภาพชนิดพิเศษที่เรียกว่า takt board (คำว่า takt เป็นภาษาเยอรมันสำหรับ "metronome") กระดานดังกล่าวใช้เพื่อรักษาจังหวะหรือจังหวะที่ต้องการของกระบวนการ กระดานแสดงความเร็วในการผลิตที่ต้องการ (ขึ้นอยู่กับความต้องการของลูกค้าและขีดจำกัดของงานระหว่างทำ) และความเร็วจริงที่ผู้เข้าร่วมกำลังทำงาน กลุ่มที่พัฒนาบอร์ดนี้ได้กำหนดขีด จำกัด งานที่อยู่ระหว่างดำเนินการและกำลังใช้เพื่อคงจำนวนคำขอที่อยู่ระหว่างดำเนินการไว้ที่ 48 ต่อไป เราจะพูดถึงเครื่องมือการจัดการภาพอื่นๆ
ตัวอย่างการนำเครื่องมือการผลิตแบบลีนไปใช้ในภาคบริการ
ไม่กี่ปีที่ผ่านมา แผนกบูรณาการระบบของ Lockheed Martin เน้นงานจัดซื้อจัดจ้างในศูนย์จัดซื้อวัสดุของภูมิภาคกลางมหาสมุทรแอตแลนติก (MAC-MAR) ศูนย์นี้ให้บริการ 14 ภูมิภาคซึ่งมีที่อยู่ต่างกัน ("ลูกค้า" ของ MAC-MAR) ไซต์ระดับภูมิภาคหลายแห่งเหล่านี้ได้มาระหว่างการควบรวมอุตสาหกรรมการป้องกันประเทศในทศวรรษ 1990 และดำเนินการกับระบบคอมพิวเตอร์รุ่นเก่าที่หลากหลาย
ซัพพลายเออร์แต่ละรายของศูนย์มีหน้าที่จัดหารายการผลิตภัณฑ์เฉพาะ ผู้จัดหาจะเชื่อมต่อกับระบบคอมพิวเตอร์ของไซต์ที่เกี่ยวข้อง ประมวลผลคำขอซื้อ จากนั้นจึงย้ายไปทำงานกับไซต์อื่น การเชื่อมต่อและการตัดการเชื่อมต่อนี้ทำให้เกิดปัญหา เนื่องจากแผนกต่างๆ ใช้ระบบคอมพิวเตอร์ที่แตกต่างกัน ตัวแทนจัดซื้อจึงใช้เวลาเฉลี่ย 20 นาทีในการเปลี่ยนจากลูกค้ารายหนึ่งไปยังอีกรายหนึ่ง ในภาษา Lean สถานการณ์นี้เรียกว่าการเปลี่ยนแปลงครั้งนาน อย่างไรก็ตาม ในขณะนั้น - ก่อนโปรแกรม LM21 จะมาถึง ไม่มีพนักงานจัดหาคนใดที่ได้รับการฝึกอบรมด้านการผลิตแบบลีน ดังนั้นจึงไม่ได้เรียกและมองว่าการดำเนินการนี้เป็นช่วงเปลี่ยนเวลา และไม่ได้คิดว่าสิ่งนี้จะส่งผลต่อกระบวนการโดยรวมอย่างไร .
ไม่เพียงแต่ระยะเวลาที่ยาวนานในการเปลี่ยนจากระบบคอมพิวเตอร์เครื่องหนึ่งไปอีกระบบหนึ่งซึ่งขัดขวางซัพพลายเออร์ MAC-MAR นอกจากนี้ยังเป็นเรื่องของ "การรีเซ็ต" ความคิด ("เส้นโค้งการเรียนรู้") ซึ่งทำให้เกิดปัญหาเช่นกัน: การขาดความสม่ำเสมอของระบบหมายความว่าซัพพลายเออร์ต้องเปลี่ยนจากคำสั่งหนึ่งไปยังอีกคำสั่งหนึ่งอย่างต่อเนื่อง โดยพยายามจำการกำหนด 14 แบบที่แตกต่างกันสำหรับ ส่วนหนึ่ง ฯลฯ ง.
คุณจะทำอย่างไรในสถานการณ์เช่นนี้? ซัพพลายเออร์ทำงานในลักษณะนี้: ขั้นแรกพวกเขาประมวลผลแอปพลิเคชันทั้งหมดจากส่วนหนึ่งแล้วจึงย้ายไปยังส่วนถัดไป โดยเฉลี่ยแล้ว พวกเขาใช้เวลาทั้งวันในการประมวลผลคำขอจากลูกค้ารายหนึ่ง และหลังจากนั้นพวกเขาสามารถเปลี่ยนไปใช้ไซต์ถัดไปได้ หากเราพิจารณาประสิทธิภาพการทำงานเป็นจำนวนคำสั่งซื้อต่อชั่วโมง ถือว่าค่อนข้างสูง แต่ถ้าเราคำนึงถึงลำดับความสำคัญของคำสั่งซื้อเหล่านี้ ซัพพลายเออร์จะวางคำสั่งซื้ออย่างไม่ถูกต้องโดยส่วนใหญ่ และเมื่อมีงานค้างอยู่ในระบบมากเกินไป คุณสามารถมั่นใจได้ว่าตามกฎของ Little ระยะเวลารอคอยสินค้าจะนานมาก
ข้าว. รูปที่ 9 แสดงวิธีจัดการคำสั่งซื้อก่อนการปรับปรุงกระบวนการ เมื่อเชื่อมต่อกับไซต์ใดไซต์หนึ่งแล้ว ซัพพลายเออร์พยายามดำเนินการตามคำขอทั้งหมดที่มาจากที่นั่น ทั้งแบบเร่งด่วนและแบบที่รอได้

ข้าว. เก้า.ส่วนของอินเทอร์เฟซของโปรแกรมที่เคยใช้มาก่อน
เนื่องจากระบบคอมพิวเตอร์ที่ไม่ได้มาตรฐาน พนักงานศูนย์ซัพพลายของ Lockheed Martin จึงไม่สามารถทำงานหลายไซต์พร้อมกันได้ พวกเขาใช้เวลา 20 นาทีในการเปลี่ยนไปยังส่วนถัดไป เป็นที่เข้าใจได้ค่อนข้างดีว่าเมื่อเชื่อมต่อกับไซต์ใดไซต์หนึ่งแล้ว พวกเขาต้องการประมวลผลคำสั่งซื้อทั้งหมดทันทีก่อนที่จะเปลี่ยนเป็นลูกค้ารายถัดไป
คุณสมบัติของปรัชญาการผลิตแบบลีน
กระบวนการแบบลีนมีลักษณะดังนี้:
- ประสิทธิภาพกระบวนการมากกว่า 20%;
- แก้ไขขีด จำกัด ของงานระหว่างทำเพื่อควบคุมความเร็ว
- การใช้ระบบ "ดึง" ซึ่งงานใหม่เข้าสู่การประมวลผลเฉพาะเมื่องานส่งออกที่เกี่ยวข้องถูกโอนไปยังการดำเนินการถัดไป
- โดยใช้การแสดงข้อมูลเป็นภาพเพื่อควบคุมและตรวจสอบกระบวนการ (เช่น เพื่อแสดงสถานะของผลิตภัณฑ์หรือบริการต่างๆ ในกระบวนการ หรือรายการแนวคิดเพิ่มเติมเพื่อลดระยะเวลารอคอยสินค้า)
ปัญหาคือกระบวนการนี้ไม่ได้คำนึงถึงเวลาที่ลูกค้ารายอื่นต้องการเลย: คำสั่งซื้อเร่งด่วนสำหรับไซต์ D ต้องรอจนกว่าซัพพลายเออร์จะประมวลผลคำสั่งซื้อทั้งหมดสำหรับไซต์ A, B และ C ด้วยเหตุนี้ซัพพลายเออร์จึงดำเนินการ 14 วันหรือมากกว่าของเวลาที่เรียกกันว่าเวลาหมุนเวียนสำหรับลูกค้า (เวลาหมุนเวียนของลูกค้า) เพื่อผ่านรอบการประมวลผลเต็มรูปแบบของแอปพลิเคชันจากลูกค้าทั้งหมด ซึ่งนำไปสู่ระยะเวลารอคอยสินค้าที่ยาวนาน การเรียกเก็บเงินล่าช้าสำหรับโครงการที่สำคัญ และความจำเป็นในการทำงานล่วงเวลาในการผลิต (ภาพที่ 10)
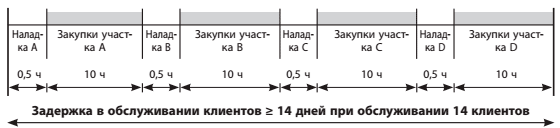
ข้าว. 10.ขาดความยืดหยุ่นในกระบวนการจัดซื้อจัดจ้าง
เนื่องจากการเปลี่ยนจากไซต์หนึ่งไปยังอีกไซต์หนึ่งเป็นกระบวนการที่ซับซ้อนและใช้เวลานานมากสำหรับผู้ซื้อล็อกฮีด มาร์ติน ขั้นตอนมาตรฐานคือการประมวลผลคำสั่งซื้อทั้งหมดจากไซต์หนึ่ง - เร่งด่วนและไม่เร่งด่วน - ก่อนที่จะไปยังไซต์ถัดไป ดังแสดงในรูป . 10. คำนวณได้ง่ายว่าเมื่อประมวลผลข้อมูลจาก 14 ไซต์ มักใช้เวลา 14 วันหรือมากกว่านั้นก่อนที่ซัพพลายเออร์จะพร้อมรับคำสั่งซื้อชุดถัดไปจากไซต์
นอกจากนี้ ผลิตภัณฑ์เดียวกัน เช่น โปรเซสเซอร์ Intel Pentium สามารถสั่งซื้อได้ 14 ครั้งภายใต้การกำหนดภายในที่แตกต่างกัน 14 แบบ (แต่ละคำสั่งซื้ออาจเป็น 1/14 ของทั้งหมด) ซึ่งเพิ่มต้นทุนต่อผลิตภัณฑ์และเพิ่มเวลารอและการส่งมอบทั้งหมด 14 ครั้ง.
แผนที่สตรีมค่าแสดงให้เห็นว่าความล่าช้าส่วนใหญ่ในกระบวนการจัดซื้อโดยรวมเกิดจากปัญหา "การเปลี่ยนแปลง" ซึ่งเป็นปัญหาหลักที่สูญเสียเวลาไป เห็นได้ชัดว่าหากปัญหานี้ไม่ได้รับการแก้ไข การปรับปรุงอื่นๆ ก็จะไร้ประโยชน์ ข้อสรุปเหล่านี้ได้รับการยืนยันโดย "เสียงจากลูกค้า": จุดที่สำคัญที่สุดสำหรับไซต์ผู้บริโภคคือการเร่งการปฏิบัติตามคำสั่งซื้อและการลดต้นทุนการจัดซื้อ
ทีมงาน MAC-MAR ได้ทำแผนที่กระบวนการ กำหนดปริมาณงานที่กำลังดำเนินการในแต่ละขั้นตอน ระบุความล่าช้าที่ยาวที่สุด ระบุความซับซ้อน และตระหนักว่าวิธีแก้ปัญหานี้มีองค์ประกอบสองส่วน:
- ควรพัฒนาโปรแกรมให้เข้ากันได้กับระบบคอมพิวเตอร์ของทุกแผนกและจะสามารถจัดกลุ่มคำสั่งซื้อตามประเภทสินค้าโดยแสดงข้อมูลสรุปรวมกัน (เพื่อหลีกเลี่ยงความล่าช้าเนื่องจากการเปลี่ยนแปลงอย่างต่อเนื่องเมื่อเชื่อมต่อกับระบบต่างๆ) ;
- โครงสร้างของโปรแกรมควรอนุญาตให้ซัพพลายเออร์จัดเรียงคำสั่งซื้อตามเวลาการส่งมอบและประเภทผลิตภัณฑ์
ผลลัพธ์จะแสดงในรูปที่ 11. แทนที่จะให้ข้อมูลในไซต์เดียว ตอนนี้รวมเฉพาะคำสั่งเร่งด่วนจากไซต์ทั้งหมดเท่านั้นที่นี่ เมื่อคลิกที่ชื่อผลิตภัณฑ์ที่เกี่ยวข้อง คุณจะได้รับข้อมูลเกี่ยวกับใบขอซื้อและดูประวัติของพวกเขา การเปลี่ยนแปลงเพิ่มเติมรวมถึงการขยายช่วงของผลิตภัณฑ์ที่จัดหาให้ภายใต้สัญญา ซึ่งช่วยให้ผู้ซื้อสามารถสั่งซื้อได้ด้วยคลิกเดียว (แทนที่จะกำหนดค่าระบบใหม่เพื่อวางคำสั่งซื้อแต่ละรายการ) และการปรับปรุงอื่นๆ อีกมากมาย

ข้าว. สิบเอ็ดมุมมองอินเทอร์เฟซหลังการแปลง
เมื่อมองแวบแรก ข้อมูลบนหน้าจอไม่ต่างจากที่แสดงในตอนแรกมากนัก (รูปที่ 9) อย่างไรก็ตาม ความสามารถในการจัดเรียงคำสั่งซื้อที่ได้รับจากไซต์ทั้งหมดตามลำดับความสำคัญในการจัดส่ง หมายความว่าขณะนี้สามารถรวมข้อมูลที่ได้รับจากไซต์ต่างๆ โดยใช้โปรแกรมต่างๆ ได้
การเอาชนะปัญหาในการทำงานกับโปรแกรมต่างๆ ได้เพิ่มความยืดหยุ่นของกระบวนการจัดซื้อจัดจ้าง
- เวลาเปลี่ยนแปลงลดลงจาก 20 นาทีเหลือเกือบเป็นศูนย์
- ขนาดล็อตตอนนี้คือ 1 คำสั่งซื้อ เนื่องจากซัพพลายเออร์ไม่จำเป็นต้องเปลี่ยนจากพื้นที่หนึ่งไปอีกพื้นที่หนึ่งเมื่อวางคำสั่งซื้อ
- รอบเวลา ซึ่งเคยเกิน 14 วัน ตอนนี้เหลือน้อยกว่า 1 วัน (หากซัพพลายเออร์เริ่มต้นจากไซต์ A เขาสามารถดำเนินการตามคำสั่งซื้อด่วนทั้งหมดและกลับไปที่ไซต์ A ได้ในวันเดียวกัน)
- WIP: ลูกค้าเคยเข้าแถวรอนานสูงสุด 14 วัน โดยใช้เวลารอเฉลี่ย 7 วันหรือ 56 ชั่วโมง ตอนนี้เวลารอสูงสุดคือ 2 ชั่วโมงและเฉลี่ยคือ 1 ชั่วโมง
- ผลผลิตได้รับการปรับปรุง - แทนที่จะให้บริการลูกค้าหนึ่งรายต่อวันทำงาน 8 ชั่วโมง คำสั่งซื้อจากลูกค้า 14 รายจะได้รับการประมวลผลทุก 2 ชั่วโมง (ซึ่งสอดคล้องกับลูกค้า 56 รายต่อวัน)
ใครสบายใจกับงานนี้ - คุณหรือลูกค้า?
คณะทำงาน MAC-MAR ได้ทำการเปลี่ยนแปลงอื่นๆ ในกระบวนการ (รวมถึงการขยายรายการเงื่อนไขที่ตกลงล่วงหน้า) การเปลี่ยนแปลงทั้งหมดนี้ส่งผลให้ต้นทุนในการจัดหาลดลง 50% เวลารอคอยสินค้าลดลง 67% สำหรับผลิตภัณฑ์ FMCG (จาก 6 เป็น 2 เดือน) ผลผลิตพืชเพิ่มขึ้นเกือบ 20% เนื่องจากการส่งมอบตรงเวลา และ ต้นทุนต่อหน่วยเฉลี่ยของวัสดุลดลง 6.4% ตัวอย่างนี้แสดงให้เห็นข้อมูลเชิงลึกที่สำคัญอีกประการหนึ่งของการผลิตแบบลีน: ความเร็วของกระบวนการใดๆ จะแปรผันตามความยืดหยุ่น กระบวนการดั้งเดิมของ Lockheed Martin นั้นไม่ยืดหยุ่นมาก (อัตราการหมุนเวียนสำหรับผู้บริโภคคือ 21 วัน); เมื่อกระบวนการสลับระหว่างลูกค้ากลายเป็นเรื่องง่ายขึ้นมาก ซัพพลายเออร์ก็สามารถเร่งกระบวนการได้อย่างมีนัยสำคัญ
เวลาเปลี่ยนและการประมวลผลแบบกลุ่มในการให้บริการ
ไม่ได้เกิดขึ้นกับหลาย ๆ คนว่ายังมีการเปลี่ยนแปลงเวลาในการให้บริการอีกด้วย ท้ายที่สุด หากการเปลี่ยนจากการให้บริการลูกค้ารายหนึ่งไปเป็นการให้บริการอีกรายต้องใช้เวลาช่วงหนึ่งหรือคุณต้องการเวลาเพื่อให้ได้ผลผลิตตามปกติ เรากำลังพูดถึงเวลาที่เปลี่ยนแปลง หากคุณกำลังเลื่อนการให้บริการลูกค้า (ภายในหรือภายนอก) เนื่องจากสะดวกกว่าสำหรับคุณที่จะทำงานปัจจุบันต่อไป ก็จะสะดวกกว่าในการประมวลผลเป็นชุด บทที่ 11 อธิบายวิธีขจัดแหล่งที่มาของความล่าช้าของกระบวนการเหล่านี้
ทำไม Lean Manufacturing ถึงทำไม่ได้ถ้าไม่มี Six Sigma?
Lean มีประสิทธิภาพมากในการเพิ่มประสิทธิภาพเวลารอคอยสินค้าและกำจัดต้นทุนที่ไม่เพิ่มมูลค่า แต่ยังมีปัญหาร้ายแรงบางอย่างที่ยังไม่ได้สำรวจ แม้แต่ในเอกสารประกอบแบบลีนที่ล้ำหน้าที่สุด Six Sigma ช่วยแก้ปัญหาเหล่านี้ได้ ซึ่งเป็นเหตุผลว่าทำไมจึงเป็นส่วนเสริมที่จำเป็นสำหรับ Lean
1. Lean ไม่มีข้อกำหนดเบื้องต้นเกี่ยวกับวัฒนธรรมและโครงสร้างพื้นฐานที่เฉพาะเจาะจงเพื่อผลลัพธ์ที่ยั่งยืน
แหล่งที่มาแบบ Lean ส่วนใหญ่ไม่ได้กล่าวถึงปัญหาของโครงสร้างพื้นฐานที่จำเป็นสำหรับการนำโปรเจ็กต์แบบ Lean ไปใช้งานให้สำเร็จ และไม่เพียงแต่จะได้ความเร็วที่เหมาะสมเท่านั้น แต่ยังรักษาไว้ด้วย อันที่จริง บริษัทจำนวนมากที่ใช้ Lean โดยไม่ตั้งใจต้องพัฒนาโครงสร้างพื้นฐานที่คล้ายกับโครงสร้างพื้นฐาน Six Sigma แต่แทนที่จะใช้โครงสร้าง Six Sigma แบบเดิมทันที พวกเขาทำเช่นนั้นภายใต้แรงกดดันเท่านั้น บริษัทที่ใช้แต่แบบ Lean เท่านั้นมักไม่สามารถใช้วิธีนี้ทั่วทั้งองค์กรและบรรลุผลลัพธ์ที่ยั่งยืน เนื่องจากไม่มีโครงสร้างพื้นฐานขององค์กร Six Sigma ที่ชัดเจน โครงสร้างพื้นฐานดังกล่าวช่วยให้มั่นใจถึงการมีส่วนร่วมของผู้บริหารระดับสูงในกระบวนการ ช่วยให้สามารถฝึกอบรม แก้ไขการจัดสรรทรัพยากร ฯลฯ หากไม่มีอยู่ ความสำเร็จของการผลิตแบบลีนขึ้นอยู่กับความคิดริเริ่มส่วนบุคคลเท่านั้น ฉันได้เห็นโปรแกรมแบบลีนที่ประสบความสำเร็จจำนวนมากมลายหายไปเมื่อการจัดการเปลี่ยนแปลง ในแง่นี้ Six Sigma มีความเสี่ยงน้อยกว่า (แม้ว่าจะไม่สามารถกล่าวได้ว่าไม่มีภูมิคุ้มกันต่อปัญหาดังกล่าวอย่างสมบูรณ์) มันเกิดขึ้นจากข้อเท็จจริงที่ว่าผลประโยชน์ของผู้ถือหุ้นควรได้รับการปกป้องก่อน หนังสือทุกเล่มเกี่ยวกับ Six Sigma กล่าวถึงรายละเอียดเกี่ยวกับปัญหาโครงสร้างพื้นฐานที่มั่นคง แต่ปัญหานี้ไม่ได้กล่าวถึงในหนังสือเกี่ยวกับการผลิตแบบลีน
2. ขาดการให้ความสำคัญกับคุณลักษณะที่สำคัญจากมุมมองของลูกค้า
โดยกำหนดให้ต้องมีการระบุส่วนประกอบกระบวนการที่เพิ่มมูลค่า แบบลีนมีองค์ประกอบที่เน้นผู้บริโภคเป็นศูนย์กลางบางส่วน แต่แนวทางของ Lean นั้นต้องพิจารณาอย่างรอบคอบ ตัวแมปสตรีมค่าทำการตัดสินใจโดยพิจารณาจากว่ากิจกรรมนั้นเพิ่มมูลค่าหรือไม่ ตรงกันข้ามกับแนวทางนี้ Six Sigma กำหนดว่าเมื่อใดควรรวมเสียงของลูกค้าและเสียงของซัพพลายเออร์ไว้ในกระบวนการปรับปรุง ตัวบ่งชี้ที่สำคัญที่สุดของวิธีนี้คือคุณลักษณะที่สำคัญสำหรับลูกค้า วิธีการพิจารณา "เสียงของลูกค้า" มีให้ที่ขั้นตอน "กำหนด" ของวงจร DMAIC (กำหนด - วัด - วิเคราะห์ - ปรับปรุง) - ควบคุม). กล่าวอีกนัยหนึ่ง Lean ขาดการมุ่งเน้นลูกค้าที่แทรกซึมงาน Six Sigma
จากประสบการณ์ของผม คนส่วนใหญ่ในอุตสาหกรรมบริการทางการเงินสนใจ Six Sigma แม้ว่าพวกเขาจะคิดว่า Lean เหมาะสมกว่าในสภาพแวดล้อมการผลิต อย่างไรก็ตาม หลังจากเรียนรู้เกี่ยวกับลีนจากประสบการณ์ของตนเองแล้ว พวกเขาเปลี่ยนทัศนคติโดยเห็นว่าวิธีการเหล่านี้รวดเร็วและง่ายขึ้น การใช้เครื่องมือ Six Sigma ต้องใช้ความพยายามอย่างมาก
แดริล กรีน, รองประธานอาวุโส ธนาคารวัน
3. ยันไม่รับรู้ผลกระทบของความแปรปรวน
การผลิตแบบลีนไม่มีเครื่องมือในการลดความแปรปรวนและให้การควบคุมกระบวนการทางสถิติ Six Sigma ถือว่าการขจัดความเบี่ยงเบนเป็นปัจจัยสำคัญและมีเครื่องมือมากมายสำหรับการจัดการกับความเบี่ยงเบน (ตั้งแต่การควบคุมกระบวนการทางสถิติไปจนถึงการออกแบบการทดลอง) ดังที่กล่าวไว้ข้างต้น ข้อบกพร่อง 10% สามารถยืดเวลานำขึ้น 38% และเพิ่ม WIP ได้ถึง 53% กล่าวอีกนัยหนึ่ง ความเร็วและประหยัดต้นทุนที่ได้จากการผลิตแบบลีนสามารถชดเชยด้วยความแปรปรวนที่เพิ่มขึ้นได้!
อัตราข้อบกพร่องที่เพิ่มขึ้นไม่ได้เป็นเพียงแหล่งที่มาของความแปรปรวน ซึ่งนำไปสู่ WIP ที่เพิ่มขึ้นและระยะเวลารอคอยสินค้า
“ใครบ้างที่ต้องการการผลิตแบบลีน? ฉันไม่มีเวลาเปลี่ยน!”
ผู้ให้บริการส่วนใหญ่เชื่อว่าไม่มีเวลาเปลี่ยนแปลงในการดำเนินงาน พวกเขาเชื่อมโยงกับโซนตายระหว่างการเปลี่ยนจากการผลิตผลิตภัณฑ์ประเภทหนึ่งไปอีกประเภทหนึ่งในการผลิต อย่างไรก็ตาม โดยปกติแล้วจะมีช่วงการเรียนรู้ในกระบวนการเปลี่ยนจากงานหนึ่งไปอีกงานหนึ่งก่อนที่ประสิทธิภาพจะสูงสุด ดังที่เราเห็นใน MAC-MAR Supply Center ของ Lockheed Martin เส้นโค้งการเรียนรู้ดังกล่าวแสดงในรูปที่ 12.

ข้าว. 12.ต้นทุนและประสิทธิภาพในการเรียนรู้
พนักงานยังคง "ผูกมัด" กับงานแต่ละงานเป็นเวลา 20 นาที แม้ว่าความต้องการของลูกค้าในปัจจุบันจะต้องการงานนั้นให้เสร็จภายใน 5 นาที ซึ่งคล้ายกับสถานการณ์ที่ Lockheed Martin ซึ่งซัพพลายเออร์ถูก "ผูกมัด" กับลูกค้าหนึ่งรายตลอดทั้งวัน และจำนวน "งาน" ต่อหน้าเขาคือ 14 ซึ่งสอดคล้องกับจำนวนไซต์ (งาน A ถึง N) . ในกรณีนี้ เวลาสั่งซื้อทั้งหมดจะเพิ่มเป็นสี่เท่า การประยุกต์ใช้วิธีการผลิตแบบลีนสามารถลดเวลาที่ใช้ในการเรียนรู้ได้อย่างมาก
บรรทัดด้านล่าง: อะไรก็ตามที่ลดประสิทธิภาพการผลิตนำไปสู่เวลารอคอยสินค้าที่นานขึ้น เนื่องจากผู้คนยังคงยึดติดกับงานประเภทเดียวกันนานกว่าความต้องการของผู้บริโภคในปัจจุบัน การใช้เครื่องมือการผลิตแบบลีนสามารถลดเวลาในการผลิตได้อย่างมากและลดผลกระทบของกิจกรรมที่เปลี่ยนแปลงไปในด้านผลิตภาพ แหล่งที่มาหลักของเส้นโค้งการเรียนรู้คือความซับซ้อน กล่าวคือ ความหลากหลายของงานที่ทำ ยิ่งมีจำนวนงานที่แตกต่างกันมาก ยิ่งทำซ้ำน้อยลง เส้นโค้งการเรียนรู้ก็จะยิ่งชันมากขึ้นเท่านั้น ดังนั้น ด้วยการลดความซับซ้อน Lean Six Sigma จึงสามารถแก้ปัญหาเส้นโค้งการเรียนรู้ได้
การเปลี่ยนแปลงของความต้องการและเวลาที่ใช้ในการดำเนินงานเพื่อสร้างผลิตภัณฑ์มีผลกระทบอย่างมากต่อระยะเวลารอคอยสินค้าของคำสั่งซื้อ ในขณะที่การผลิตแบบลีนไม่ได้หมายความถึงผลกระทบโดยตรงต่อปัจจัยเหล่านี้ การเชื่อมต่อนี้แสดงไว้ในรูปที่ 13 ซึ่งแสดงให้เห็นผลลัพธ์ของหนึ่งในขั้นตอนของกระบวนการจัดซื้อจัดจ้างที่อธิบายไว้ข้างต้นที่ Lockheed Martin

ข้าว. 13.ผลกระทบของการเบี่ยงเบนเวลารอ
ลองนึกภาพว่าบ๊อบใช้เวลาโดยเฉลี่ย 16 นาทีกับงานบางอย่าง อย่างไรก็ตาม เนื่องจากความแปรปรวนใน 68% ของกรณี (ค่าเบี่ยงเบนมาตรฐานหนึ่งค่า) เวลาทั้งหมดสามารถเบี่ยงเบนไปจากค่าเฉลี่ยในทิศทางเดียวหรืออีกทางหนึ่งได้ 8 นาที ซึ่งในกรณีนี้ปัจจัยเบี่ยงเบนจะเท่ากับ 8/16 = 50% สมมติว่าความแปรปรวนที่คล้ายกันมีการจ้างงานของ Bob ดังจะเห็นได้จากภาพ ถ้า Bob บรรทุกได้ถึง 90% ของความจุ งานที่เขาทำจะรออยู่ในแถวโดยเฉลี่ย 60 นาที ซึ่งคิดเป็นประมาณครึ่งหนึ่งของเวลารอในแถว หากบ๊อบพบปัญหาที่ยากเป็นพิเศษ เวลานี้อาจเพิ่มขึ้นเป็น 100 นาที
การเบี่ยงเบนมีผลเพียงเล็กน้อยต่อกระบวนการที่กำลังทำงานโดยมีขอบของปริมาณงานมาก (ด้านซ้ายของกราฟ) แต่องค์กรบริการส่วนใหญ่ทำงานใกล้ขีดจำกัดความสามารถ ซึ่งเมื่อความแปรปรวนมีผลกระทบมากที่สุดต่อระยะเวลาที่งาน (หรือลูกค้า) ต้องรอ "ในบรรทัด" กระบวนการที่เกี่ยวข้องกับการติดต่อโดยตรงกับผู้บริโภคมักมีความแปรปรวนของความต้องการสูง เนื่องจากเราไม่สามารถควบคุมการกระทำของผู้บริโภคได้ ซึ่งเลือกเวลาในการติดต่อตามดุลยพินิจของเขาเอง บทสรุปคืออะไร? ยิ่งค่าเบี่ยงเบนที่อินพุตสูงเท่าไหร่ ก็ยิ่งควรมีการสำรองแบนด์วิดท์ให้มากขึ้น หากความเบี่ยงเบนมีน้อย หรือเราควบคุมความต้องการได้ด้วยวิธีใดวิธีหนึ่ง (ซึ่งมีแนวโน้มมากกว่าในกรณีของกระบวนการภายใน) เราก็สามารถทำงานกับภาระที่เพิ่มขึ้นได้โดยไม่เสี่ยงที่จะเกิดความล่าช้าอย่างมีนัยสำคัญ เมื่อฉันนำเสนอการวิเคราะห์นี้แก่ Lockheed Martin เป็นครั้งแรก Manny Zulueta รองประธานศูนย์ซัพพลาย MAC-MAR ของ Lockheed Martin กล่าวว่า "นี่เป็นการยืนยันข้อสังเกตของเรา!"
ผลกระทบของความผันผวนของอุปสงค์ต่อเวลารอมีมากขึ้น เปอร์เซ็นต์ของกำลังการผลิตที่ใช้โดยกระบวนการจะสูงขึ้น (ดังที่เห็นจากความชันของเส้นโค้งทางด้านขวา) ยิ่งการเบี่ยงเบนมีนัยสำคัญยิ่งอิทธิพลนี้ยิ่งแข็งแกร่ง
ลีนยังต้องการ DMAIC
คำอธิบายแบบลีนส่วนใหญ่เริ่มแก้ปัญหาจากระยะปรับปรุง โดยข้ามขั้นตอนกำหนดและวัดผล เนื่องจากระยะ Define จะระบุขอบเขตของปัญหา และระยะ Measure พยายามหาปริมาณและเชื่อมโยงมันกับทรัพยากร ผู้คนมักจะกัดส่วนหนึ่งของ Lean ที่พวกเขาไม่สามารถเคี้ยวหรือหลงทางในความสับสนได้
เหตุใด Six Sigma จึงต้องการการผลิตแบบ Lean
มีช่องว่างใน Six Sigma เนื่องจากมีวิธีการแบบ Lean มาดูกันว่าการผลิตแบบลีนจะแก้ไขข้อบกพร่องหกประการอะไรบ้าง
แนวคิดทั่วไปก็คือ ตามแนวทางปฏิบัติของหลายๆ บริษัทได้แสดงให้เห็น การใช้ Six Sigma สามารถบรรลุผลได้มากมาย แต่มีความยากอยู่อย่างหนึ่ง ไม่ว่าคุณจะเลือกเครื่องมือใด หากไม่มีส่วนประกอบแบบลีน หากคุณไม่ใส่ใจกับการเพิ่มความเร็วและลด WIP ความสำเร็จทั้งหมดของคุณก็จะสูญเปล่าไม่ช้าก็เร็ว กระบวนการจะยังคงช้าและลำบาก และค่าใช้จ่ายจะถูกห้าม มีห้าเหตุผลที่ Six Sigma ต้องการ Lean Manufacturing
1. การระบุการสูญเสียแม้ว่าการแมปกระบวนการจะเป็นหนึ่งในหกเครื่องมือซิกมา แต่ก็ไม่ได้รวบรวมข้อมูล (รวมถึงเวลาที่เปลี่ยน เวลาในการประมวลผลของหน่วย การขนส่ง ฯลฯ) ที่จำเป็นในการอธิบายขั้นตอนกระบวนการเป็นตัวเลขและระบุกิจกรรมที่ไม่เพิ่มมูลค่าและเพิ่มต้นทุนของ บริการ/สินค้า. การผลิตแบบลีนมีเครื่องมือที่มีประสิทธิภาพในคลังแสงของตน นั่นคือ แผนที่สตรีมคุณค่า ซึ่งเอาชนะอุปสรรคระหว่างหน่วยการทำงาน และช่วยให้คุณระบุของเสียและความล่าช้าได้ Six Sigma ไม่ค่อยพิจารณากิจกรรมจากมุมมองการเพิ่มมูลค่า และทำเพียงเล็กน้อยเพื่อขจัดกิจกรรมที่ไม่เพิ่มมูลค่า ประการแรก โปรโตคอล Six Sigma กำหนดการกำจัดความเบี่ยงเบน และเฉพาะในกรณีที่เป็นไปไม่ได้ การออกแบบตามเกณฑ์ Six Sigma (DFSS) จะดำเนินการ การผลิตแบบลีนถือว่าการรื้อปรับกระบวนการ (เพื่อขจัดกิจกรรมที่ไม่เพิ่มมูลค่า) เป็นสิ่งจำเป็นในระดับหนึ่งในทุกกรณีซึ่งต่ำกว่า 10%
2. เพิ่มความเร็วของกระบวนการและรอบเวลาการปรับรอบเวลาและการตอบสนองให้เหมาะสมมักถูกพิจารณาว่าเป็นผลจาก Six Sigma อย่างไรก็ตาม ผู้เชี่ยวชาญของ Six Sigma ไม่ได้เชื่อมโยงคุณภาพและความเร็วทั้งในทางปฏิบัติหรือทางทฤษฎี และไม่ได้กำหนดขีดจำกัดของปริมาณงานที่กำลังดำเนินการที่จำเป็นในระบบ "ดึง" (การดำเนินการนี้จำเป็นเพื่อให้ระยะเวลารอคอยสินค้าเป็นพารามิเตอร์ที่ควบคุมได้โดยมีข้อจำกัด เบี่ยงเบน) ปริมาณงานระหว่างทำเป็นปัจจัยที่สำคัญที่สุดในรอบเวลา (ตามกฎของลิตเติ้ล) หากคุณไม่จำกัดปริมาณงานที่กำลังดำเนินการจนถึงขีดจำกัดสูงสุดที่อนุญาต การลดรอบเวลายังคงเป็นเรื่องน่าฝัน
การสูญเสียลูกค้า
ความสูญเสียที่สำคัญที่สุดอย่างหนึ่งที่ Lean ไม่ได้คำนึงถึงคือการสูญเสียลูกค้า คุณพลาดรายได้ที่เกี่ยวข้องกับลูกค้า และค่าใช้จ่ายในการได้ลูกค้าใหม่มักจะสูงกว่าการขายบริการหรือผลิตภัณฑ์ในปริมาณเท่ากันให้กับลูกค้าที่มีอยู่ อันที่จริง ของเสียทั้งหมดที่ Lean กำหนดไว้อย่างชัดเจนนั้นมาจากภายในของกระบวนการ ไม่ใช่ภายนอก สามารถแสดงให้เห็นได้ว่าการกำจัดความสูญเสียภายในเหล่านี้ช่วยลดโอกาสการสูญเสียลูกค้าภายนอกได้อย่างมาก เนื่องจากคุณกำลังให้บริการได้อย่างรวดเร็ว โดยไม่สูญเสีย และมีค่าใช้จ่ายน้อยที่สุด อย่างไรก็ตาม คุณสามารถเสียเวลาและความพยายามอย่างมากในการส่งมอบบริการที่ลูกค้าไม่ต้องการ ดังนั้น Six Sigma จึงใช้แนวทางที่สร้างสรรค์มากขึ้นในการจัดการกับ "เสียงพูดของลูกค้า" และกำหนดความสูญเสียของลูกค้าว่าเป็นข้อบกพร่อง
3. เครื่องมือในการปรับปรุงความเร็วชุดเครื่องมือ Six Sigma ไม่ค่อยมีเครื่องมือแบบลีน เช่น การบำรุงรักษาเครื่องจักรทั้งหมด (TPM) การกระจายมูลค่าเมื่อเวลาผ่านไป 5S และอื่นๆ เครื่องมือความเร็วที่มีประสิทธิภาพสูงเหล่านี้ได้รับการพัฒนาและปรับปรุงมาเป็นเวลาหลายทศวรรษของการใช้งานจริง แน่นอนว่าเพื่อปรับให้เข้ากับภาคบริการ จำเป็นต้องมีความพยายามบ้าง แต่การละเลยสิ่งเหล่านี้ คุณจะไม่สามารถบรรลุประสิทธิภาพการทำงานของกระบวนการสูงสุด
4. วิธีการให้ได้ผลลัพธ์ที่รวดเร็ว (กระบวนการไคเซ็น, DMAIC)การผลิตแบบลีนมีวิธีการแบบไคเซ็นในการปรับปรุงอย่างรวดเร็ว เป็นโครงการระยะสั้นและเข้มข้น เมื่อกลุ่มคนที่มีความรู้ที่เกี่ยวข้องภายในสี่ถึงห้าวัน ปรับปรุงกระบวนการหรือกิจกรรมที่เลือกอย่างมีจุดมุ่งหมายและเป็นระบบ เหตุการณ์ดังกล่าวมีประสิทธิผลสูงมาก ความจำเป็นในการบรรลุผลที่เป็นรูปธรรมอย่างรวดเร็วทำให้เกิดแรงผลักดันอันทรงพลังในการคิดเชิงสร้างสรรค์ ดังที่คุณจะได้เรียนรู้ในหนังสือเล่มนี้ ไคเซ็นมีบทบาทสำคัญในการให้บริการ แม้ว่าวิธีการนี้มักต้องมีการปรับเปลี่ยนบ้าง มีวิธีการปรับปรุงการปฏิบัติงานในคลังแสงของคุณเป็นตัวเร่งปฏิกิริยาที่ยอดเยี่ยมสำหรับโครงการ DMAIC แนวทางที่เน้นการดำเนินการของ Lean ส่งผลให้ได้ผลลัพธ์เร็วขึ้น
5. คุณภาพของ Six Sigma ทำได้เร็วกว่ามากหลังจากกำจัดขั้นตอนที่ไม่เพิ่มมูลค่าใน Lean สถาบันวิจัย Six Sigma ได้รวบรวมตาราง (รูปที่ 14) ที่ตรวจสอบผลกระทบสะสมของข้อบกพร่องที่มีต่อปริมาณงานจริง ตัวอย่างเช่น พิจารณากระบวนการออกใบแจ้งหนี้ที่มีธุรกรรม 20 รายการ โดยแต่ละรายการอยู่ที่ระดับ 4a (ผลตอบแทน 99.379%) ปริมาณงานจริงทั้งหมดจะเท่ากับ (0.99379) 20 = 88% ซึ่งเป็นเรื่องปกติสำหรับกระบวนการส่งมอบบริการ ผลตอบแทนต่ำนี้สร้างปัญหากับลูกหนี้และจำเป็นต้องมีการคว้าเงินและการประมวลผลใหม่
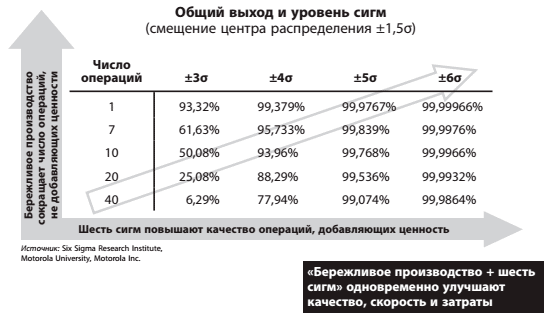
ข้าว. สิบสี่แบนด์วิดธ์จริง
ตารางนี้แสดงให้เห็นชัดเจนว่าเป็นเรื่องยากมากที่จะบรรลุกระบวนการคุณภาพสูงด้วยการดำเนินการจำนวนมาก และในทางกลับกัน คุณภาพต่ำส่งผลกระทบต่อกระบวนการที่ซับซ้อนกว่ามาก วิธีที่มีประสิทธิภาพมากที่สุดในการบรรลุคุณภาพของ Six Sigma คือการปรับปรุงคุณภาพไปพร้อม ๆ กัน และใช้หลักการแบบ Lean เพื่อขจัดขั้นตอนกระบวนการที่ไม่เพิ่มมูลค่า
การใช้เครื่องมือการผลิตแบบลีนช่วยให้คุณกำจัดกิจกรรมที่ไม่เพิ่มมูลค่าได้อย่างรวดเร็ว (อย่างน้อยในสองสามสัปดาห์) เป็นไปได้มากว่าจะมีอย่างน้อยครึ่งหนึ่ง (10) ดังนั้น ตอนนี้ แทนที่จะใช้การประมวลผลใบแจ้งหนี้ 20 ขั้นตอน เพียง 10 ขั้นตอน เป็นที่ชัดเจนว่าแม้จะไม่มีมาตรการปรับปรุงคุณภาพเพิ่มเติม กระบวนการ 10 ขั้นตอนก็มีโอกาสเกิดข้อผิดพลาดน้อยกว่ากระบวนการ 20 ขั้นตอนมาก
ในกรณีนี้ ปริมาณงานจริงเพิ่มขึ้นเป็น (0.99379) 10 = 94% ผลผลิตที่สูงขึ้นจะเพิ่มผลตอบแทนจากการลงทุนเพื่อการปรับปรุงของคุณ และที่สำคัญกว่านั้น ความเร็วของกระบวนการจะเพิ่มขึ้นเป็นสองเท่า ช่วยให้คุณไม่เพียงแต่ให้บริการแก่ลูกค้าได้เร็วขึ้นเท่านั้น แต่ยังเพิ่มอัตราผลตอบแทนจากเครื่องมือคุณภาพของคุณด้วยการเพิ่มเป็นสองเท่า ประสิทธิผล.
การรวม Lean และ Six Sigma ไม่เพียงแต่ลดจำนวนการดำเนินการ แต่ยังเพิ่มระดับคุณภาพของการดำเนินการที่เหลือเป็น 5a ซึ่งจะเพิ่มปริมาณงานจริงเป็น (0.99976) 10 = 99.8%
ความท้าทายสำหรับผู้เสนอ Six Sigma
บางครั้งคำถามก็เกิดขึ้น: จะดีกว่าไหมที่จะเริ่มต้นด้วยการเพิ่มประสิทธิภาพกระบวนการ Six Sigma (โดยไม่กำจัดขั้นตอนที่ไม่เพิ่มมูลค่า) หรือกำจัดขั้นตอนที่ไม่เพิ่มมูลค่าก่อนโดยใช้วิธีการผลิตแบบ Lean จากนั้นจึงไปที่การเพิ่มประสิทธิภาพกระบวนการ Six Sigma ผู้เสนอ Six Sigma บางคนเชื่อว่าแนวทางปฏิบัติด้านการผลิตแบบลีน (เช่นระบบ "ดึง") ควรใช้หลังจากที่ควบคุมและปรับกระบวนการให้เหมาะสมแล้ว อย่างไรก็ตาม มุมมองนี้ถูกท้าทายอย่างง่ายดาย: "การใช้การผลิตแบบลีนและระบบ "ดึง" ที่จะช่วยให้คุณควบคุมความเร็วและลดรอบเวลาจะส่งผลกระทบต่อการใช้งาน Six Sigma หรือไม่ อันที่จริง การใช้คลังแสงของเครื่องมือ Lean และ Six Sigma พร้อมกันจะส่งผลดีต่อวัฒนธรรมขององค์กรมากที่สุด ควรเลือกโครงการโดยพิจารณาจากผลกระทบที่มีต่อการปรับปรุง ROIC ไม่ใช่ชุดเครื่องมือที่จำเป็นในการแก้ปัญหา - แบบที่ Lean นำเสนอหรือแบบที่ใช้ Six Sigma
ผสาน Lean และ Six Sigma เพื่อปรับปรุงบริการ
เป็นที่ทราบกันดีว่า Lean Six Sigma เป็นเครื่องมือที่มีประสิทธิภาพสำหรับการนำกลยุทธ์การจัดการระดับสูงไปใช้และเครื่องมือทางยุทธวิธีที่ช่วยให้ผู้จัดการของแผนกอิสระสามารถบรรลุเป้าหมายประจำปีและรายไตรมาสได้ หากผู้บริหารอยู่ห่างจากโปรแกรม Lean Six Sigma บริษัทมักจะต้องหลีกทางให้คู่แข่ง ซึ่งผู้นำได้เพิ่มวิธีการเหล่านี้ในคลังแสงของตน
การผสมผสานพื้นฐานของ Lean และ Six Sigma ทำให้เราสามารถกำหนด "กฎ" ห้าข้อที่ชี้นำทิศทางของความพยายามในการปรับปรุง ด้านล่างนี้คือสี่รายการแรก (เราเริ่มการนับจาก 0 เนื่องจากกฎนี้เป็นพื้นฐานสำหรับส่วนที่เหลือ)
0. กฎหมายของตลาด.ปัญหาสำคัญด้านคุณภาพจากมุมมองของลูกค้าคือสิ่งสำคัญที่สุดในการปรับปรุง ตามด้วยผลตอบแทนจากการลงทุน (ROIC) และมูลค่าปัจจุบันสุทธิ (NPV) เราเรียกกฎนี้ว่ากฎ Zeroth เนื่องจากเป็นรากฐานสำหรับกฎอื่นๆ
1. กฎแห่งความยืดหยุ่นความเร็วของกระบวนการใดๆ เป็นสัดส่วนกับความยืดหยุ่นของกระบวนการนั้น (ดูรูปที่ 10)
2. กฎแห่งการมุ่งเน้น 20% ของการดำเนินการทั้งหมดรับผิดชอบ 80% ของความล่าช้าในกระบวนการใดๆ
3. กฎแห่งความเร็วความเร็วของกระบวนการใดๆ จะแปรผกผันกับปริมาณงานที่กำลังดำเนินการ (หรือจำนวน "วัตถุ" ในการทำงาน) กฎของลิตเติ้ลระบุว่าจำนวนของรายการในกระบวนการเพิ่มขึ้นเนื่องจากเวลาการตั้งค่าที่ยาวนาน การทำงานซ้ำ ความแปรปรวนของอุปสงค์และอุปทาน เวลา และความซับซ้อนของผลิตภัณฑ์ที่นำเสนอ
4. กฎแห่งความซับซ้อนและต้นทุนโดยปกติ ความซับซ้อนของบริการหรือผลิตภัณฑ์ที่นำเสนอจะเพิ่มงานที่ไม่เพิ่มมูลค่าและงานระหว่างทำมากกว่าคุณภาพต่ำ (ซิกมาต่ำ) หรือความเร็วต่ำ (ขาดความบาง)
ประวัติความสำเร็จ. ประเพณีของ Lockheed Martin ใหม่
Lockheed Martin ก่อตั้งขึ้นจากการควบรวมกิจการของ Lockheed และ Martin-Marietta (หนึ่งในจำนวนการควบรวมกิจการ) ในปี 1995 ดังนั้นองค์กรนี้อย่างเป็นทางการจึงมีอายุประมาณเจ็ดปี แต่ถามคนที่ทำงานที่นี่แล้วจะบอกว่าบริษัทดูอ่อนกว่าวัย เพราะเมื่อ 2 ปีที่แล้ว พนักงานส่วนใหญ่ผูกพันใกล้ชิดกับองค์กรเก่าของตนอย่างใกล้ชิด และล็อกฮีด มาร์ตินเป็นกลุ่มบริษัท 18 องค์กรที่ต่างกันมากกว่า กว่าการศึกษาแบบครบวงจร
เมื่อสองปีที่แล้ว โปรแกรม LM21 Operational Excellence ถือกำเนิดขึ้นโดยอิงจาก Lean Six Sigma ไมค์ จอยซ์ รองประธานของ LM21 กล่าวว่าวิธีนี้เป็นจุดเริ่มต้นการรวมตัวของบริษัท ซึ่งช่วยให้พนักงานเรียนรู้วิธีทำงานร่วมกันเพื่อเป้าหมายร่วมกัน ด้านล่างนี้คือวิธีที่พวกเขาทำสิ่งนี้สำเร็จ
แนวคิดทางธุรกิจ
ความสำเร็จของ Lockheed Martin ส่วนใหญ่ถูกกำหนดโดยสิ่งประดิษฐ์ ความสำเร็จทางวิทยาศาสตร์และเทคโนโลยีที่สำคัญ และคุณภาพของผลงาน สิ่งนี้อธิบายได้ว่าทำไมความพยายามในการปรับปรุงส่วนใหญ่จึงอยู่ในการส่งมอบบริการ: การพัฒนา การจัดซื้อ วิศวกรรม การสนับสนุนวงจรชีวิต การจ้างงาน การออกใบแจ้งหนี้ลูกค้า การสนับสนุนทางกฎหมาย ฯลฯ การจัดซื้อยังเป็นบริการที่มาก่อน แผนตั้งแต่ประมาณ 50-60% ของต้นทุนสำหรับผลิตภัณฑ์แต่ละประเภทที่ซื้อหรือรับเหมาช่วง
ดังที่ Joyce กล่าวไว้ว่า "เราไม่เคยคิดที่จะติดตั้งเรดาร์แบบปี 1975 ให้กับเครื่องบินรบรุ่นใหม่ๆ แต่ถึงกระนั้น ก็ถือว่ายอมรับได้สำหรับเราว่ามีการใช้กระบวนการทางธุรกิจในปี 1975 ในห่วงโซ่อุปทานของเรา เราไม่เพียงต้องพัฒนาเรดาร์ใหม่เท่านั้น เราต้องดำเนินการตามกระบวนการสร้างเรดาร์นี้อย่างละเอียดถี่ถ้วน”
รัฐบาลได้ว่าจ้าง Lockheed Martin ให้ทำในสิ่งที่บริษัทกำหนดว่าเป็น "การพัฒนาซอฟต์แวร์" - การพัฒนาโซลูชันซอฟต์แวร์ที่กำหนดเองเพื่อตอบสนองความต้องการเฉพาะของลูกค้า บริษัทกล่าวว่า: "ความสำเร็จทางวิทยาศาสตร์และเทคโนโลยีและโซลูชั่นที่เป็นนวัตกรรมเป็นส่วนหนึ่งของงานประจำวันของเรา" ไม่น่าแปลกใจที่พนักงาน 50,000 คนจาก 125,000 คนที่ Lockheed Martin เป็นนักวิทยาศาสตร์และวิศวกร
ประเด็นเรื่องประเพณีที่ Lockheed Martin เป็นปัจจัยที่สำคัญมาก Lockheed Martin ได้รวมแผนกต่างๆ ในอดีตจากบริษัทต่างๆ มากมาย รวมถึง General Dynamics, GE, IBM, Goodyear, Westinghouse, Loral และ Ford โดยแต่ละแห่งมีมรดกของตนเอง การรวมตัวกันของบริษัทต่างๆ 18 แห่ง หมายถึงระบบคอมพิวเตอร์ 18 แบบ ระบบการนับผลิตภัณฑ์ 18 ระบบ 18 แนวทางในการจัดหา 18 วิธีในการจัดทำข้อกำหนด การว่าจ้างพนักงาน การจ่ายบิล
ยิ่งไปกว่านั้น ทุกบริษัทมีประวัติการปรับปรุงคุณภาพที่แตกต่างกัน: แวดวงคุณภาพ การควบคุมกระบวนการทางสถิติ (SPC) การสตรีมแบบต่อเนื่อง Six sigma TQM การผลิตแบบลีน ด้วยเหตุนี้ กลยุทธ์ในการปรับปรุงของ Lockheed Martin จึงเป็นการให้โอกาสผู้คนได้ภาคภูมิใจในประเพณีของบริษัทและดำเนินการตามนั้น และในทางกลับกัน เพื่อให้แน่ใจว่าการทำงานเป็นทีมที่มีการประสานงานกัน
การเคลื่อนไหวไปสู่เป้าหมายนี้เริ่มต้นขึ้นในปี 1998 เมื่อผู้บริหารของ Lockheed Martin ตระหนักว่าองค์กรใหม่มีทรัพยากรคุณภาพและฝีมือการผลิตจำนวนมาก พวกเขาเปิดตัวโปรแกรมชื่อ "LM21 - Best Practices" เพื่อนำความรู้และประสบการณ์มาสู่ทั้งบริษัท
Mike Joyce รองประธานโครงการ LM21 (โครงการ Operational Excellence ของ Lockheed Martin), Manny Zulueta รองประธานศูนย์การจัดหาวัสดุ - ภูมิภาคแอตแลนติกตอนกลาง (MAC-MAR ), James Isaac ผู้อำนวยการฝ่ายปรับปรุงซัพพลายเชน ศูนย์การจัดหาวัสดุภาคเหนือ และ Miles Burke ผู้จัดการสายดำที่ผ่านการรับรองและการปรับปรุงซัพพลายเชน
ล็อกฮีด มาร์ติน มีพนักงาน 125,000 คนทั่วโลกใน 4 ด้านหลัก ได้แก่ วิชาการบิน ระบบอวกาศ การรวมระบบ และเทคโนโลยีการบริการ
แม้ว่าการแบ่งปันแนวทางปฏิบัติที่ดีที่สุดเป็นการเริ่มต้นที่ดี แต่ก็มีข้อเสีย:
- อะไรดีที่สุด"? ในสภาพแวดล้อมทางธุรกิจในปัจจุบัน การเปลี่ยนแปลงกำลังเร่งขึ้น โดยการจัดลำดับความสำคัญของแนวทางปฏิบัติที่ดีที่สุด คุณอาจมองไม่เห็นความสูญเสียและโอกาสในการปรับปรุงในองค์กรโดยรวม
- ผู้คนสามารถอิ่มเอมใจได้ Lockheed Martin มุ่งมั่นที่จะทำให้แน่ใจว่าพนักงานทุกคนรู้สึกถึงความเร่งด่วนของการปรับปรุงอย่างต่อเนื่อง และไม่เคยคิดว่าพวกเขาจะบรรลุถึงความสมบูรณ์แบบ “ดีที่สุด” เป็นแนวคิดชั่วคราว
- ระบบ "แนวปฏิบัติที่ดีที่สุด" นั้นยืดหยุ่นเกินไป ในตอนแรก โรงงานและแผนกอื่นๆ ตัดสินใจด้วยตัวเองว่าวิธีใดดีที่สุดที่พวกเขาต้องการใช้ “แต่เมื่อ Lockheed Martin ผลิตผลิตภัณฑ์ มันต้องมีความหมายบางอย่างในแง่ของมาตรฐานคุณภาพ” Joyce กล่าว - เราไม่สามารถปล่อยให้หน่วยงานของเราปฏิเสธที่จะปรับปรุงคุณภาพได้ เช่น พวกเขามีความสนใจในแนวทางปฏิบัติที่ดีที่สุดสำหรับการพัฒนาธุรกิจ คุณภาพและความเร็วเป็นสิ่งจำเป็นสำหรับทุกคน”
โปรแกรม LM21 ครอบคลุมทุกแผนกในองค์กร ขยายไปยังงานทุกประเภท และมุ่งเป้าไปที่การเพิ่มผลิตภาพและประสิทธิภาพ
แมนนี่ ซูลูเอต้า, รองประธานศูนย์การจัดหาวัสดุ
ดังนั้นอีกสองปีต่อมา ลำดับความสำคัญของโปรแกรม LM21 เปลี่ยนจากการมุ่งเน้นไปที่แนวทางปฏิบัติที่ดีที่สุดไปสู่ความเป็นเลิศด้านประสิทธิภาพ โดยมีเป้าหมายที่ครอบคลุมของกระบวนการแบบลีนที่คุณภาพ Six Sigma
“สิ่งนี้ครอบคลุมระบบการทำงานของ Lockheed Martin ทั้งหมด” Joyce กล่าว “ทุกอย่างที่เราทำตั้งแต่การออกใบแจ้งหนี้และการซื้อของลูกค้า ไปจนถึงการพัฒนาผลิตภัณฑ์และการว่าจ้างพนักงาน” แนวทาง LM21 ใหม่นั้นใช้หลักการของ Lean Six Sigma: งานทั้งหมดได้รับการวิเคราะห์อย่างรอบคอบ ระบุการดำเนินการที่เพิ่มมูลค่าและของเสีย ซึ่งถูกกำจัดออกไป และปรับปรุงการดำเนินงานที่เหลือ ที่สำคัญกว่านั้น LM21 ไม่ถูกมองว่าเป็นสิ่งภายนอกหรือภายนอกการดำเนินงานขององค์กร “มันเป็นกลยุทธ์ที่ช่วยให้ผู้จัดการบรรลุเป้าหมายที่ยิ่งใหญ่ปีต่อปี และดำเนินการตามขั้นตอนเพื่อส่งมอบผลลัพธ์ระยะยาวที่ยั่งยืน” จอยซ์กล่าว “การทำงานของพวกเขา และปรับปรุงวิธีการทำงานของแต่ละคนขึ้นอยู่กับแต่ละคน”
การเตรียมการและการใช้งาน
ส่วนหนึ่งของการใช้งานโปรแกรม LM21 ที่ Lockheed Martin เป็นส่วนประกอบที่สำคัญของโครงสร้างพื้นฐาน Six Sigma ในหมู่พวกเขา:
1. การสนับสนุนที่ชัดเจนและไม่ต้องสงสัยจากผู้บริหารระดับสูงและการมีส่วนร่วมในโปรแกรม
Vance Coffman CEO ของ Lockheed Martin ให้การสนับสนุน LM21
2. ผู้บริหารระดับสูงได้รับการฝึกอบรมเกี่ยวกับแนวคิด Lean Six Sigma และวิธีนำไปใช้
คอฟฟ์แมนและคณะกรรมการบริหารทั้งหมดของเขาเสร็จสิ้นเซสชั่นการฝึกอบรมสี่วันครึ่ง (งานในห้องเรียนสองวันครึ่งและงานจริงในการปรับกระบวนการสองวัน) หลักสูตรนี้รวม:
- หลักการแห่งความเป็นเลิศ 5 ประการของ Lockheed Martin (ดูแถบด้านข้าง);
- เซสชั่นครึ่งวันในการกำหนดมูลค่าจากมุมมองของลูกค้า รวมถึงการพูดคุยแบบโต๊ะกลมกับลูกค้าที่ให้ความคิดเห็นว่าล็อคฮีด มาร์ตินเหมาะสมหรือไม่
- ศึกษาสายธารคุณค่าและกระแสกระบวนการ รวมทั้งการจำลองแบบเพื่อการพัฒนาระบบ
- แนวปฏิบัติการแก้ปัญหาแบบมีโครงสร้าง
หลักการแห่งความเป็นเลิศห้าประการของ Lockheed Martin
ไมค์ จอยซ์กล่าวว่าสิ่งสำคัญสำหรับล็อกฮีด มาร์ตินคือการกำหนดหลักการแห่งความเป็นเลิศไว้ล่วงหน้า เนื่องจากสิ่งเหล่านี้เป็นเกณฑ์ในการเลือกแนวทางเพื่อให้งานสำเร็จลุล่วง หลักการเหล่านี้รวมถึงองค์ประกอบของทั้งแบบ Lean และ Six Sigma
- ทำความเข้าใจว่าสิ่งใดมีค่าจากมุมมองของลูกค้า ลูกค้าชื่นชมคุณไม่เพียงแต่สำหรับสิ่งที่คุณมอบให้ แต่ยังกำหนดด้วยว่าสะดวกสำหรับเขาในการทำธุรกิจกับคุณหรือไม่ ทุกคนควรเข้าใจว่าคุณค่าสำหรับลูกค้าของเขาคืออะไร การทำความเข้าใจคำถามนี้อย่างถูกต้องเป็นขั้นตอนแรก เพราะช่วยให้คุณสามารถจำแนกงานใด ๆ ว่าเป็นการเพิ่มมูลค่าหรือของเสีย ถ้าเข้าใจผิดค่า งานต่อๆ ไปจะสูญเปล่า!
- ทำความเข้าใจว่ากระแสคุณค่าคืออะไร ผู้จัดการต้องทราบรายละเอียดว่าแผนกใดขององค์กรมีการสร้างผลิตภัณฑ์หรือบริการ ไม่มีที่ว่างให้คาดเดา: คุณควรจดบันทึก บันทึกแต่ละขั้นตอน และเตรียมพร้อมที่จะตอบคำถามเช่น "ครั้งสุดท้ายที่เราเห็นสิ่งนี้คือเมื่อไหร่? ข้อสังเกตเหล่านี้อยู่ที่ไหน
- เข้าใจการไหลของงานอย่างลึกซึ้ง วิศวกรมักพูดถึง "ความต้องการสูงสุดในปิรามิด" ซึ่งเป็นความต้องการที่สำคัญที่สุดที่ผลิตภัณฑ์หรือบริการจะต้องตอบสนอง และความต้องการนี้ครอบงำทุกสิ่งทุกอย่าง เมื่อบรรลุความสมบูรณ์แบบ จุดสูงสุดของความต้องการพีระมิดคือการออกแบบระบบที่ปรับการไหลของข้อมูลและการไหลของ "โมเลกุล" ให้เหมาะสม ถ้าคุณไม่ปรับโฟลว์ให้เหมาะสม คุณก็จะไม่ได้ประสิทธิภาพที่เหมาะสมที่สุด
- จัดลำดับความสำคัญของรอบเวลาและดึง เป้าหมายคือลดเวลาตอบสนองให้เหลือน้อยที่สุด เพื่อให้คุณสามารถตอบสนองต่อความต้องการของลูกค้าที่เปลี่ยนแปลงไปได้ทันที
- มุ่งมั่นเพื่อความสมบูรณ์แบบ สำหรับ Lockheed Martin นี่หมายถึงคุณภาพของ Six Sigma ที่ความเร็วของการผลิตแบบ Lean
การฝึกอบรมภาวะผู้นำมีประเด็นสำคัญอีกสองประการ:
- ในตอนแรก สมาชิกหลายคนในทีมของ Vance Coffman รู้สึกไม่กระตือรือร้นเมื่อรู้ว่าพวกเขาจะต้องจัดตารางฝึกซ้อมเป็นเวลาสี่วันครึ่ง ในการประชุมครั้งหนึ่ง ไมค์ จอยซ์ถามพวกเขาว่า "พวกคุณกี่คนที่ได้รับการฝึกฝนวิธีคิดแบบนี้" จาก 20 คน มีเพียงสองคนที่ยกมือขึ้น (คนหนึ่งคุ้นเคยกับ Six Sigma อีกคนหนึ่งใช้ Lean Manufacturing) ในขณะนั้น Joyce กล่าวว่าหากทีมนี้จะเป็นผู้นำในการดำเนินการตาม Lean Six Sigma ของบริษัท พวกเขาควรจะรู้ว่าพวกเขากำลังพูดถึงอะไร หลังจากจบหลักสูตรการฝึกอบรม ตัวแทนผู้บริหารมีมติเป็นเอกฉันท์ว่าเป็นการฝึกอบรมที่ดีที่สุดตลอดเวลาในการทำงาน ดังที่จอยซ์กล่าวไว้ว่า: “เราจะไม่ทำเข็มขัดหนังสีดำหรือเปลี่ยนกระบวนการอย่างรุนแรงในสองวัน แต่เราหวังว่าจะให้โมเมนตัมที่จะช่วยให้พวกเขาไปในทิศทางที่ถูกต้องและสนับสนุนโปรแกรม LM21”;
- ทีมผู้บริหารระดับสูงของ Lockheed Martin ได้รับการฝึกอบรมเกี่ยวกับ Lean Six Sigma ภายในแผนกของตน ไม่ได้แยกจากกัน เกิดคำถามขึ้นว่า "ทำไม" จอยซ์ตอบว่า “ท้ายที่สุด ทุกคนในบริษัทจำเป็นต้องมีส่วนร่วมในโปรแกรม LM21 ดังนั้น แทนที่จะฝึกอบรมพวกคุณทุกคน ฉันต้องการให้คุณได้รับการฝึกฝนร่วมกับพนักงานของคุณในสภาพแวดล้อมการทำงาน ให้ทุกคนเห็นว่าผู้นำมุ่งมั่นที่จะดำเนินโครงการนี้”
- ความรับผิดชอบหลักในการระบุและเลือกโครงการขึ้นอยู่กับผู้บริหารสายงาน (เช่น ผู้จัดการแผนก) ซึ่งมักทำหน้าที่เป็นผู้สนับสนุนโครงการ พวกเขามักจะเป็นเจ้าของกระบวนการ กล่าวคือ พวกเขามีหน้าที่รับผิดชอบในการรักษาและปรับปรุงกระบวนการ
- หัวข้อเรื่องคือกลุ่มผู้เชี่ยวชาญที่มีประสบการณ์ 20 คนซึ่งรายงานตรงต่อไมค์ จอยซ์ ในแง่นี้ พวกเขาเป็นเหมือนแชมป์เปี้ยน Six Sigma ในองค์กรอื่นๆ แต่ที่ Lockheed Martin พวกเขามีบทบาทสำคัญกว่ามาก ผู้เชี่ยวชาญ 20 คนเหล่านี้มาจากสายงานที่แตกต่างกัน: การดำเนินธุรกิจ การควบคุมเงินสดและกฎระเบียบ การจัดการห่วงโซ่อุปทาน การจัดการการผลิต การพัฒนา ทรัพยากรบุคคล ความสัมพันธ์กับลูกค้า การจัดการโลจิสติกส์ การจัดการซอฟต์แวร์ ฯลฯ เป้าหมายหลักของพวกเขาคือการศึกษาทุกอย่างที่เกี่ยวข้องกับ LM21 ในเวลาอันสั้นและส่งเสริมการเปิดตัวโปรแกรมในแต่ละไซต์และในแต่ละหน่วยงาน ภารกิจของพวกเขาคือการทำหน้าที่เป็นตัวเร่งปฏิกิริยาสำหรับกระบวนการที่ไซต์ 36 แห่งของ Lockheed Martin และรับรองว่าการดำเนินงานในสถานที่เหล่านี้จะดำเนินการตามระเบียบวิธีขององค์กรและเป็นไปตามมาตรฐานที่กำหนดไว้
- Lockheed Martin ตั้งเป้าหมายในการฝึกอบรมพนักงาน 1% ให้ได้รับการรับรองสายดำ (รับรองหมายความว่าพวกเขาจบหลักสูตรเป็นเวลาหลายสัปดาห์ เสร็จสิ้นโครงการจำนวนหนึ่ง และเป็นผู้ให้คำปรึกษา Green Belt ช่วยเหลือผู้สนับสนุนและการบริหาร LM21 ).
- ทุกคนสามารถเข้ารับการฝึกอบรม 40 ชั่วโมงเพื่อเป็น "สายเขียว" ได้ Green Belt ต้องทำสิ่งเดียวเท่านั้น: หลังการฝึก เขาต้องนำทีมที่ทำงานในโครงการเพื่อประหยัดค่าใช้จ่าย จนถึงปัจจุบัน พนักงาน 43 จาก 160 คนของกลุ่มการรวมระบบที่ศูนย์การจัดหาวัสดุได้เสร็จสิ้นการฝึกอบรมดังกล่าว โดย 32 คนมีใบรับรอง
- ความต้องการผู้จัดการโปรแกรมเพิ่มขึ้น
จนถึงขณะนี้ ผู้จัดการโปรแกรมส่วนใหญ่ต้องทำสิ่งหนึ่ง - เพื่อให้ลูกค้าได้รับสิ่งที่กำหนดไว้ในสัญญา: "นี่คือค่าใช้จ่าย และนี่คือตารางการทำงาน มั่นใจในการส่งมอบตรงเวลา" ตอนนี้พวกเขาได้รับแจ้งว่าไม่เพียงพอ: พวกเขาต้องไม่เพียงแค่ปฏิบัติตามภาระผูกพันด้านต้นทุนและปฏิบัติตามกำหนดเวลาเท่านั้น แต่ยังต้องดูแลปรับปรุงวิธีการทำงานในโปรแกรมที่พวกเขารับผิดชอบด้วย “มันเหมือนกับการเปลี่ยนกฎระหว่างเกม” ไมค์ จอยซ์กล่าว “เราต้องการให้แน่ใจว่าพวกเขามีความรู้และเครื่องมือเพื่อให้ทันกับความต้องการที่เพิ่มขึ้น”; - การประสานการทำงานของทุกแผนกขององค์กร
สมมติว่า Lockheed Martin มุ่งเน้นที่การปรับปรุงการดำเนินการด้านการผลิตเพียงอย่างเดียว และทำให้เป็นแบบอย่างของการผลิตแบบลีน: รวดเร็ว มีประสิทธิภาพ ทันเวลา โดยไม่ต้องลงทุนในสินค้าคงคลังโดยไม่จำเป็น อย่างไรก็ตาม งานทั้งหมดนี้จะลดลงหากผู้วางแผนดำเนินการตามคำสั่งซื้อเป็นชุดๆ ต่อไป หรือหากอุปทานไม่ได้ขจัดปัญหาการขาดแคลน และซัพพลายเออร์ไม่ได้ให้คุณภาพตามที่ต้องการหรือไม่ได้ปรับปรุงการออกแบบ ปัญหาประเภทนี้อาจส่งผลต่อประสิทธิภาพขององค์กรใด ๆ ที่ไม่ใช้แนวทางการทำงานอย่างเป็นระบบ ตรวจสอบให้แน่ใจว่าชิ้นส่วนของจิ๊กซอว์รวมกันเป็นภาพเดียว การติดตามสิ่งเหล่านี้ช่วยให้บริษัทต่างๆ หลีกเลี่ยงสภาวะปกติของความล้มเหลวอย่างต่อเนื่องที่จำกัดผลตอบแทนจากการลงทุนใน Lean Six Sigma - โน้มน้าวผู้คนที่พวกเขาทำไม่ได้หากไม่มี Lean Six Sigma
ความพยายามของคุณในการนำ Six Sigma และโดยเฉพาะอย่างยิ่ง Lean มาสู่อุตสาหกรรมการบริการนั้นมีแนวโน้มที่จะพบกับหนึ่งในสองแบบจำลอง (และทั้งคู่เป็นที่รู้จักกันดีที่ Lockheed Martin) อย่างแรก: “มันไม่เหมาะกับเรา... มันไม่เกี่ยวอะไรกับซอฟต์แวร์เลย บริการทางกฎหมาย เพื่อ (กรอกตัวเอง). ประการที่สอง: “คุณเห็นไหม เราได้ลองสิ่งนี้แล้ว เราทำเมื่อสิบปีที่แล้ว มันไม่สมเหตุสมผลเลย" สำหรับการคัดค้านเหล่านี้ ไมค์ จอยซ์ตอบว่า "เอาล่ะ มาดูกระบวนการของคุณและค้นหาว่าจริงๆ แล้วเกิดอะไรขึ้น" เขาเชิญผู้คนให้ทำตามขั้นตอนทั้งหมดที่เอกสารต้องผ่านอย่างอิสระ สังเกตว่าเกิดอะไรขึ้น และรวบรวมข้อมูลเกี่ยวกับสถานะปัจจุบันของกิจการ ผู้คนต่างประหลาดใจอย่างสม่ำเสมอกับการค้นพบของพวกเขา และเริ่มตระหนักว่ามีพื้นที่เหลือเฟือที่จะปรับปรุงคุณภาพ ความเร็ว และลดค่าใช้จ่าย!
3. ผู้บริหารทุกระดับได้รับการอบรมขั้นพื้นฐาน
เมื่อการฝึกอบรมเสร็จสิ้นโดยทีมผู้จัดการอาวุโส หลักสูตรพื้นฐานจำเป็นสำหรับพนักงานของ Lockheed Martin ทุกคนที่รวมอยู่ในระบบการให้รางวัลวัสดุ ในองค์กรนี้ สิ่งนี้ใช้ได้กับทุกคนที่ดำรงตำแหน่งผู้กำกับหรือสูงกว่า การฝึกอบรมแบบลีนระยะเวลาห้าวันนี้จัดขึ้นภายในแผนกต่างๆ และจัดส่งเป็นกลุ่มละ 50 คน จนกว่าผู้จัดการทั้งหมด 5,000 คนจะเสร็จสิ้น (ตอนนี้โปรแกรมได้ขยายไปถึงลูกค้าและผู้นำซัพพลายเออร์ที่ได้รับการฝึกอบรมเพื่อให้ได้ผลลัพธ์อย่างรวดเร็ว)
4. การดำเนินการเริ่มต้นด้วยการทำแผนที่สตรีมมูลค่า
จากมุมมองเชิงกลยุทธ์ จุดเริ่มต้นของ Lockheed Martin คือการแมปกระแสคุณค่าที่ระดับโปรแกรม เนื่องจากระดับนี้มีการเพิ่มประสิทธิภาพการสตรีมข้ามสายงาน (โปรแกรมคือชุดของกระบวนการที่ใช้ จัดหาผลิตภัณฑ์หรือบริการให้กับลูกค้าเฉพาะ) แผนผังสายธารคุณค่าสะท้อนถึงสถานะปัจจุบันของกิจการ กล่าวคือ แสดงสิ่งที่เกิดขึ้นในสถานที่ทำงาน แผนที่กระแสคุณค่าให้โอกาสในการประเมินการดำเนินงานตามหลักการแห่งความเป็นเลิศ: คุณกำลังสร้างมูลค่าในใจของลูกค้าหรือไม่? อะไรคือการละเลยของคุณ? คุณทำอะไรได้บ้างเพื่อเอาชนะพวกเขา
5. พวกเขายังคงสร้างโครงสร้างพื้นฐานที่มั่นคงต่อไป
พนักงานทุกคนมีส่วนร่วมในโครงการปรับปรุงและได้รับการฝึกอบรมอย่างทันท่วงที โครงการ LM21 อาศัยบุคลากรภายในที่ประกอบด้วย Black Belts, Green Belts, ผู้สนับสนุน และสิ่งที่ Lockheed Martin เรียกว่า Subject Matter Experts (SMEs)
6. วิธีการของพวกเขาเป็นการผสมผสานระหว่าง Lean และ Six Sigma
หลักสูตร LM และวิธีการปรับปรุงเป็นการผสมผสานระหว่างเครื่องมือหลักและหลักการของ Lean Six Sigma เช่น วิธีการ DMAIC การระบุความสูญเปล่าทั้งเจ็ด (เครื่องมือแบบ Lean) การทำแผนที่กระบวนการ การทำงานเกี่ยวกับการลดรอบเวลา ฯลฯ
7. ในโอกาสแรก พวกเขารับเอาซัพพลายเออร์
Manny Zulueta รองประธานของ Lockheed Martin's Material Acquisition Center กล่าวว่า "เช่นเดียวกับผู้ผลิตส่วนใหญ่ เราระมัดระวังเป็นอย่างยิ่งในการควบคุมวัสดุที่เข้ามา เพื่อให้แน่ใจว่าตรงตามข้อกำหนดและข้อกำหนดทางวิศวกรรมของเรา" “จากนั้น เราเปิดตัวโปรแกรมห้าหรือหกโปรแกรมที่เราทำงานร่วมกับซัพพลายเออร์รายใหญ่เพื่อนำ Lean และ Six Sigma ไปใช้ในโรงงานของพวกเขาเพื่อให้เป็นซัพพลายเออร์ที่ดีขึ้น... และเราได้รับวัสดุมาอย่างไร้ที่ติ ตอนนี้ เมื่อเราได้รับวัสดุแล้ว เราเพียงแค่ต้องตรวจสอบให้แน่ใจว่าได้มาถึงในปริมาณที่เหมาะสม ตรวจสอบสภาพโดยสังเขป จากนั้นเราก็สามารถส่งไปที่คลังสินค้าได้”
การมีส่วนร่วมกับซัพพลายเออร์มีตั้งแต่การฝึกอบรม Lean Six Sigma ของ Lockheed Martin ไปจนถึงพนักงานซัพพลายเออร์ ไปจนถึงการประชุมเชิงปฏิบัติการที่ซัพพลายเออร์สามารถแบ่งปันประสบการณ์ได้
อย่างไรก็ตาม ความเป็นไปได้ของความร่วมมือดังกล่าวไม่ได้จำกัด ด้วยซัพพลายเออร์หลายพันราย Lockheed Martin ไม่สามารถทำเช่นนี้กับซัพพลายเออร์ทั้งหมดได้ "เราระบุชุดเกณฑ์ที่ช่วยให้เราสามารถกำหนดว่าซัพพลายเออร์รายใดรายหนึ่งมีความสำคัญต่อเรามากเพียงใด ชั่งน้ำหนักข้อดีและข้อเสีย และประเมินพวกเขาโดยใช้ระบบตัวบ่งชี้เชิงปริมาณ" Zulueta อธิบาย - เราคำนึงถึงปัจจัยดังต่อไปนี้: ซัพพลายเออร์ตอบสนองความต้องการของเราได้ดีเพียงใด พวกเขามีเทคโนโลยีที่มีความสำคัญต่อเราหรือไม่ งานของพวกเขาส่งผลต่อคุณภาพของผลิตภัณฑ์มากน้อยเพียงใด ฯลฯ เราได้รวบรวมรายชื่อซัพพลายเออร์ชั้นนำประมาณ 200 รายที่ เราทุกคนต้องการทำงานร่วมกับ ".
"ความลับในการเป็นพันธมิตรกับซัพพลายเออร์" Zulueta กล่าว "คือความสัมพันธ์ที่ใกล้ชิดกับผู้บริหารของบริษัทซัพพลายเออร์ ทุกอย่างเป็นไปได้หากเราจัดการให้ผู้บริหารระดับสูงมีส่วนร่วม เพราะเราเชื่อว่ามีความจำเป็นที่พวกเขาจะต้องมีส่วนร่วมในการเปลี่ยนแปลงของกระบวนการ โดยปกติงานดังกล่าวกับซัพพลายเออร์จะใช้เวลาหลายเดือน เราไม่สามารถทำได้โดยไม่ได้รับการสนับสนุนจากผู้บริหารระดับสูง หากประธานบริษัท ซีอีโอ หรือผู้จัดการทั่วไปไม่สนใจ เป็นไปได้มากว่าธุรกิจจะล้มเหลว
ประสบการณ์ Lean Six Sigma ช่วยให้ก้าวหน้า
James Isaac เป็นตัวอย่างของวิธีการใช้โปรแกรม LM21 เพื่อการพัฒนาความเป็นผู้นำ ปัจจุบันเขาเป็นผู้อำนวยการฝ่ายปรับปรุงซัพพลายเชนที่ MAC-MAR ซึ่งเป็นตำแหน่งที่เขารับตำแหน่งในฤดูใบไม้ผลิปี 2545 ก่อนหน้านั้นเขาทำงานเป็นเวลาสองปีในบทบาทของ "ผู้เชี่ยวชาญในสาขาวิชา" “เราได้รับการฝึกอบรมอย่างละเอียดถี่ถ้วน” Izak กล่าว “ในขณะเดียวกัน เราได้รับการฝึกอบรมส่วนบุคคลในด้านทักษะการจัดการ มีส่วนร่วมในโครงการที่ประสบความสำเร็จ และปรับปรุงประสิทธิภาพการทำงาน”
ก่อนที่ไอแซคจะได้รับการแต่งตั้งให้ดำรงตำแหน่งปัจจุบัน เขาเกี่ยวข้องทางอ้อมในด้านการจัดการซัพพลายเชนเท่านั้น “ก่อนที่ฉันจะเป็นผู้เชี่ยวชาญ ฉันได้ทำงานกับล็อคฮีด มาร์ตินในตำแหน่งวิศวกรระบบมา 18 ปีแล้ว” เขากล่าว - เป็นเรื่องที่น่าสนใจมากที่ได้ดูการออกแบบจากมุมมองของซัพพลายเออร์ ตอนนี้ฉันดูสิ่งที่เกิดขึ้นกับพัฒนาการที่ฉันเคยทำเองด้วยสายตาที่ต่างไปจากเดิมอย่างสิ้นเชิง
ผล
วันนี้ โปรแกรม LM21 รวบรวมโครงการมากกว่า 5,000 โครงการ โดยมากกว่า 1,000 โครงการดำเนินการในด้านการดำเนินงานทางธุรกิจ (การจัดการ การจัดการทางการเงิน การปิดข้อตกลง การจัดซื้อ ฯลฯ) เป้าหมายเดิมคือการลดต้นทุนลง 3.7 พันล้านดอลลาร์ในช่วงสี่ปี - อันที่จริง การประหยัดต้นทุนนั้นใกล้ถึง 4 พันล้านดอลลาร์ ดังที่ไมค์ จอยซ์ระบุไว้ ในองค์กรที่มีขนาดเท่ากับล็อกฮีด มาร์ติน เป็นการยากที่จะโต้แย้งว่าทั้งหมดนี้คือ ผลลัพธ์ของ LM21 อย่างไรก็ตาม การใส่ใจในความสมบูรณ์แบบเป็นหนึ่งในปัจจัยที่สำคัญที่สุดอย่างไม่ต้องสงสัย ตัวบ่งชี้ทางธุรกิจอื่น ๆ ก็ดีขึ้นเช่นกัน: บริษัท มีจำนวนคำสั่งซื้อเป็นประวัติการณ์ หนี้สินลดลงอย่างมีนัยสำคัญจากระดับของพวกเขาในขณะที่มีการควบรวมกิจการ กระแสเงินสดประจำปีอยู่ในหน่วยพันล้าน การเปลี่ยนแปลงเหล่านี้ ซึ่งส่วนใหญ่อยู่ในภาคบริการ ทำให้ล็อกฮีด มาร์ตินสร้างขีปนาวุธล่องเรือรุ่นต่อไปที่มีความสามารถเหมือนกับผลิตภัณฑ์อื่นๆ แต่มีค่าใช้จ่ายเพียงครึ่งเดียวและรอบเวลาสามเท่า ตัวชี้วัดการผลิตแบบลีนทั้งหมดที่ระดับแผนกและแต่ละโครงการได้รับการปรับปรุงอย่างมีนัยสำคัญ การส่งมอบลดลงอย่างมากในหลายกระบวนการ ส่งผลให้รอบเวลาเร็วขึ้นและความพึงพอใจของลูกค้าเพิ่มขึ้น
ผลลัพธ์ที่คล้ายคลึงกันนั้นมองเห็นได้ในพื้นที่ของกิจกรรมการผลิตที่มีลักษณะไม่ใช่แกนหลักซึ่งเกี่ยวข้องกับ Lockheed Martin กลุ่ม Naval Electronics and Surveillance Systems ได้ดำเนินการเร่งความเร็วและลดต้นทุนที่เปรียบเทียบกันได้ ซึ่งจัดหาผลิตภัณฑ์และบริการเพื่อต่อสู้กับกองเรือทั่วโลก ซึ่งรวมถึงระบบอิเล็กทรอนิกส์ต่อสู้ทางเรือขั้นสูงร่วมกับระบบสื่อสาร ผลลัพธ์เหล่านี้สะท้อนให้เห็นในความสามารถของ Lockheed Martin ที่เกี่ยวข้องกับคำสั่งซื้อใหม่ ตัวอย่างเช่น บริษัทเพิ่งได้รับเลือกให้เป็นหนึ่งในผู้รับเหมาหลักของ Deepwater ซึ่งเป็นโครงการที่ทะเยอทะยานที่สุดของ US Maritime Border Guard ในประวัติศาสตร์
พันล้านดอลลาร์ทุ่มเทให้กับโครงการยกเครื่องโครงสร้างพื้นฐานของกองทัพเรือ และล็อกฮีด มาร์ตินจะเป็นผู้นำ เริ่มต้นโครงการ 20 ปี บริษัทใช้เครื่องมือ Lean Six Sigma อย่างกว้างขวางเพื่อกำหนดมูลค่าของลูกค้าและระบุความต้องการของลูกค้าที่สำคัญผ่านการออกแบบ Six Sigma และความสัมพันธ์ที่ใกล้ชิดกับผู้ขายรายใหม่
ขยายธุรกิจของคุณ
ตามที่ไมค์ จอยซ์กล่าว สิ่งสำคัญคือผู้บริหารต้องไม่ถือเอา "การกำจัดขยะ" กับ "การเลิกจ้างคน"
“เป้าหมายของ LM21 ไม่ใช่เพื่อไล่คนออกหลังจากที่เรากำจัดของเสียแล้ว แต่เพื่อปรับปรุงการดำเนินงานของเราและจัดหางานที่เพิ่มมูลค่าให้กับผู้คนโดยไม่ปล่อยให้พวกเขาเสียพลังงาน” เขากล่าว “ด้วยการขจัดความสูญเสีย เราสามารถเสนอข้อตกลงที่ดีกว่าแก่ลูกค้า ซึ่งจะช่วยให้เราสามารถพัฒนาธุรกิจของเราได้”
เช่นเดียวกับบริษัทอื่นๆ Lockheed Martin ยอมรับว่าไม่สามารถรับประกันการจ้างงานตลอดชีพได้ แต่การทำงานภายใต้โครงการ LM21 จะช่วยขยายขีดความสามารถของบริษัทในการชนะสัญญาใหม่ที่สำคัญ พนักงานที่เข้าร่วมในการฝึกอบรมและโครงการ LM21 จะได้รับทักษะที่ช่วยให้พวกเขาสามารถให้บริการลูกค้าได้ดียิ่งขึ้น ซึ่งหมายความว่าโอกาสของพวกเขาในการจ้างงานระยะยาวกับบริษัทจะเพิ่มขึ้น "ลูกค้าจัดหางานให้เรา" Joyce กล่าว "ดังนั้นเป้าหมายสูงสุดของแต่ละคนคือการจ้างงานที่มั่นคง"
งานที่ท้าทาย
ลองนึกภาพว่ามันยากแค่ไหนที่จะให้คน 125,000 คนคิดและทำงานในรูปแบบใหม่ และคุณจะประทับใจกับงานที่ทำโดยล็อคฮีด มาร์ติน บริษัทได้ตั้งเป้าหมาย - 60% ของพนักงาน (ประมาณ 70,000 คน) ภายในปี 2547 ต้องเข้ารับการฝึกอบรมเป็นเวลา 1 สัปดาห์เพื่อรับ "สายเขียว" หรือเข้าร่วมในโครงการหนึ่งสัปดาห์ ในขณะเดียวกัน บริษัทก็มีส่วนร่วมอย่างแข็งขันในการรวบรวมแผนผังสตรีมค่าสำหรับโปรแกรมที่นำมาใช้ทั้งหมด (จำนวนคือ 2000) ท่ามกลางงานอื่น ๆ :
ข้อมูลนี้ถูกต้องสำหรับการแจกแจงแบบปกติ โปรดทราบว่าไม่ใช่ทุกกระบวนการที่มีการแจกแจงแบบปกติ ข้อมูลเพิ่มเติมเกี่ยวกับการควบคุมกระบวนการทางสถิติ: Wheeler D., Chambers D. การควบคุมกระบวนการทางสถิติ การเพิ่มประสิทธิภาพธุรกิจโดยใช้แผนภูมิควบคุมของ Shewhart M. : Alpina Business Books, Alpina Publishers, 2009. ประมาณ. วิทยาศาสตร์ เอ็ด
เพิ่มเติมเกี่ยวกับข้อกำหนดแบบลีน: อภิธานศัพท์ภาพประกอบของลีน เอ็ด ซี. มาร์ชวินสกี้, ดี. ชูก้า. - M.: Alpina Business Books, 2005. ประมาณ. วิทยาศาสตร์ เอ็ด
อ่านเพิ่มเติมเกี่ยวกับ Value stream Maps: M. Rother, D. Shuk เรียนรู้ที่จะเห็นกระบวนการทางธุรกิจ แนวปฏิบัติในการสร้างแผนที่สตรีมมูลค่า - M.: Alpina Business Books, 2005. ประมาณ. วิทยาศาสตร์ เอ็ด
พึงระลึกไว้เสมอว่า D. Womack และ D. Jones ซึ่ง "ทำให้เป็นมาตรฐาน" ของญี่ปุ่น "การผลิตแบบลีน" สำหรับชาวอเมริกันในช่วงต้นทศวรรษ 1990 เริ่มต้นด้วยคุณค่าสำหรับผู้บริโภคในฐานะหนึ่งในแนวคิดหลักของแนวคิดแบบลีนทั้งหมด การผลิต. บันทึก. วิทยาศาสตร์ เอ็ด
แผนภูมิควบคุมที่ได้รับความนิยมอย่างมากในหมู่ชาวญี่ปุ่น (และอย่างแรกเลยคือที่โตโยต้า) ซึ่งเป็นเครื่องมือหลักในการลดความแปรปรวน เกิดขึ้นก่อนแนวคิดของซิกส์ซิกมา ดังนั้นจึงเป็นการยากที่จะเห็นด้วยกับผู้เขียนว่าการผลิตแบบลีน (ระบบการผลิตของโตโยต้า) ไม่มีเครื่องมือดังกล่าว โดยทั่วไป จะไม่มีการปรับปรุงคุณภาพใด ๆ ได้หากปราศจากการแปรผันที่ลดลง บันทึก. วิทยาศาสตร์ เอ็ด
พัฒนาจากผลงานของ James Womack ผู้แต่งหนังสือเช่น The Machine that Changed the World and Lean Thinking : Alpina Business Books, 2005) บันทึก. วิทยาศาสตร์ เอ็ด
การปรับปรุงสามารถทำได้โดยการเปลี่ยนแปลงที่รุนแรง (วิธีการรื้อปรับกระบวนการใหม่) หรือผ่านการปรับปรุงอย่างต่อเนื่องเล็กน้อย (แนวทางไคเซ็น) จุดประสงค์ของการปรับปรุงอาจเป็นเพื่อปรับปรุงความปลอดภัยของผลิตภัณฑ์ ปรับปรุงคุณภาพ ลดระยะเวลาวงจรการผลิต ปรับปรุงงาน ลดต้นทุน ฯลฯ
องค์ประกอบหลักของปรัชญา 6 ซิกม่าคือ:
ความพึงพอใจของผู้บริโภคผู้บริโภคกำหนดระดับคุณภาพของงาน พวกเขาคาดหวังคุณภาพของผลิตภัณฑ์ในระดับสูง ความน่าเชื่อถือ ราคาที่เหมาะสม การส่งมอบตรงเวลา การบริการที่ดี เป็นต้น ความคาดหวังของผู้บริโภคที่ซ่อนอยู่ในองค์ประกอบทุกอย่างคือข้อกำหนดด้านคุณภาพ องค์กรต้องระบุและปฏิบัติตามข้อกำหนดเหล่านี้ทั้งหมด
คำจำกัดความของกระบวนการ ตัวชี้วัด และวิธีการจัดการกระบวนการเพื่อปรับปรุงคุณภาพของงาน จำเป็นต้องพิจารณากระบวนการจากมุมมองของผู้บริโภค ต้องกำจัดองค์ประกอบทั้งหมดของกระบวนการที่ไม่สร้างคุณค่าให้กับผู้บริโภค
การทำงานเป็นทีมและการมีส่วนร่วมของพนักงานผลงานขององค์กรคือผลงานของพนักงาน เพื่อให้บรรลุคุณภาพสูง พนักงานแต่ละคนต้องมีความสนใจในการทำงานและสนใจที่จะบรรลุผลในระดับสูง การมีส่วนร่วมของพนักงานนำไปสู่ความพึงพอใจของลูกค้าที่เพิ่มขึ้น
6 ซิกม่าเป็นชุดเครื่องมือ
Six Sigma ใช้ชุดเครื่องมือคุณภาพต่างๆ เพื่อปรับปรุง ปรับปรุง และจัดการกระบวนการ การจัดการกระบวนการสามารถทำได้โดยใช้ตัวชี้วัดเชิงคุณภาพและเชิงปริมาณ แต่ละองค์กรอาจใช้ชุดเครื่องมือของตนเอง ตัวอย่างของเครื่องมือดังกล่าว ได้แก่ - การควบคุมกระบวนการทางสถิติตามแผนภูมิควบคุม การวิเคราะห์ FMEA แผนภูมิ Pareto แผนภูมิ Ishikawa แผนภาพต้นไม้ ฯลฯ
6 ซิกม่าเป็นวิธีการ
Six Sigma เป็นวิธีการเชิงกระบวนการที่มุ่งปรับปรุงประสิทธิภาพ ช่วยให้คุณปรับปรุงกิจกรรมทุกด้าน
มีองค์ประกอบที่เกี่ยวข้องกันสามองค์ประกอบที่เป็นหัวใจของวิธีการ 6 Sigma:
- การปรับปรุงกระบวนการที่มีอยู่
- การออกแบบกระบวนการใหม่
- การจัดการกระบวนการ
สำหรับ การปรับปรุงกระบวนการที่มีอยู่มีการใช้แนวทางการปรับปรุงแบบค่อยเป็นค่อยไป เน้นที่การลดระดับความบกพร่อง เป้าหมายของการปรับปรุง Six Sigma คือการกำจัดข้อบกพร่องในองค์กรและการดำเนินการตามกระบวนการ
การปรับปรุงจะดำเนินการโดยใช้ห้าขั้นตอนติดต่อกัน ขั้นตอนเหล่านี้เรียกว่าวิธี DMAIC (อักษรตัวแรกของคำภาษาอังกฤษ - กำหนด วัด วิเคราะห์ ปรับปรุง ควบคุม):
กำหนด - ในขั้นตอนนี้ ปัญหาหลักของกระบวนการถูกกำหนด ทีมงานโครงการ Six Sigma ถูกจัดตั้งขึ้นเพื่อปรับปรุงกระบวนการ ทีมงานจะได้รับพลังและทรัพยากรที่จำเป็นในการทำงาน มีการกำหนดขอบเขตความรับผิดชอบ
การวัด - ในขั้นตอนนี้ จะมีการรวบรวมข้อมูลเกี่ยวกับการดำเนินการของกระบวนการ ทีมวิเคราะห์ข้อมูลที่รวบรวมและนำเสนอสมมติฐานเบื้องต้นเกี่ยวกับสาเหตุของการเบี่ยงเบนในกระบวนการที่กำลังปรับปรุง
วิเคราะห์ - ในขั้นตอนนี้ ทีมงานจะทดสอบแนวคิดเบื้องต้นเกี่ยวกับสาเหตุของการเบี่ยงเบนในกระบวนการ ระบุสาเหตุทั้งหมดของการไม่เป็นไปตามข้อกำหนด และเสนอวิธีการเพื่อขจัดสาเหตุที่ระบุ
ปรับปรุง - ในขั้นตอนนี้ มีการพัฒนามาตรการเพื่อปรับปรุงกระบวนการและดำเนินการทดสอบ มีการดำเนินกิจกรรมในแนวปฏิบัติขององค์กร
การควบคุม - ขั้นตอนนี้เกี่ยวข้องกับการจัดทำเอกสารและกำหนดมาตรฐานของกระบวนการที่ได้รับการปรับปรุง เพื่อตรวจสอบประสิทธิภาพของกิจกรรม ทีมงานโครงการ Six Sigma ดำเนินการควบคุมและติดตามการดำเนินการตามกระบวนการ ในระหว่างการตรวจสอบ จะให้ความสนใจเป็นพิเศษกับการตรวจสอบการกำจัดสาเหตุของความไม่สอดคล้อง
สำหรับ กระบวนการที่สร้างขึ้นใหม่มีการใช้แนวทางที่มุ่งคาดหมายความคาดหวังของผู้บริโภค เน้นการป้องกันข้อบกพร่องในกระบวนการ
การออกแบบกระบวนการใหม่ (หรือการออกแบบกระบวนการที่มีอยู่ใหม่) ทำได้ในห้าขั้นตอนเช่นกัน วิธีการออกแบบ (ออกแบบใหม่) ในแนวคิด 6 ซิกมาเรียกว่าวิธี DMADV (อักษรตัวแรกของคำคือ กำหนด จับคู่ วิเคราะห์ ออกแบบ ตรวจสอบ):
กำหนด - ในขั้นตอนนี้ มีการกำหนดเป้าหมายของกระบวนการใหม่ โดยคำนึงถึงความต้องการของผู้บริโภค ทีมงานโครงการ Six Sigma ได้รับการจัดตั้งขึ้นเพื่อออกแบบ (ออกแบบใหม่) กระบวนการ
การแข่งขัน - ทีมพัฒนาและกำหนดชุดของคุณสมบัติทางเทคนิคโดยพิจารณาจากความสามารถในการกำหนดเป้าหมายของกระบวนการ
วิเคราะห์ - ดำเนินการวิเคราะห์ลักษณะของกระบวนการที่ออกแบบและพัฒนาตัวเลือกเบื้องต้นสำหรับการดำเนินการตามกระบวนการ
การออกแบบ - ในระหว่างขั้นตอนนี้ ข้อกำหนดโดยละเอียดของกระบวนการใหม่จะถูกสร้างขึ้นและนำไปใช้ในงานขององค์กร
ตรวจสอบ - ในขั้นตอนนี้ ทีมออกแบบกระบวนการ Six Sigma จะตรวจสอบว่ากระบวนการเป็นไปตามวัตถุประสงค์ที่ระบุไว้โดยเทียบกับคุณลักษณะที่ระบุ
องค์ประกอบที่สำคัญอย่างหนึ่งของวิธีการ 6 ซิกมาคือ การจัดการกระบวนการ, เพราะ บ่อยครั้งในองค์กรทั้งการปรับปรุงกระบวนการที่มีอยู่และการออกแบบกระบวนการใหม่เกิดขึ้นพร้อมกัน การจัดการกระบวนการที่เปลี่ยนแปลงตลอดเวลานั้นค่อนข้างท้าทาย
โดยทั่วไป วิธีการจัดการกระบวนการ Six Sigma ไม่ได้แตกต่างจากวิธีการจัดการกระบวนการที่ยอมรับมากนัก
องค์ประกอบหลักของการจัดการกระบวนการตามวิธี 6 ซิกมา ได้แก่:
คำจำกัดความของกระบวนการ, ข้อกำหนดที่สำคัญของผู้บริโภคและเจ้าของกระบวนการ
การวัดตัวชี้วัดการกำหนดลักษณะการปฏิบัติตามข้อกำหนดของผู้บริโภคและตัวบ่งชี้ประสิทธิภาพของกระบวนการ
การวิเคราะห์ผลลัพธ์การวัดที่ได้รับและการปรับปรุงกลไกการควบคุมกระบวนการ
การควบคุมการดำเนินการกระบวนการตามการตรวจสอบ "ปัจจัยนำเข้า" ของกระบวนการ ความคืบหน้าของการดำเนินการ และ "ผลลัพธ์" ของกระบวนการและการใช้มาตรการเพื่อขจัดปัญหาหรือการเบี่ยงเบนจากข้อกำหนดที่กำหนดไว้
การดำเนินการของ 6 sigma
การนำแนวคิด 6 Sigma ไปปฏิบัติในองค์กรใด ๆ ขึ้นอยู่กับการทำงานอย่างต่อเนื่องของทีมงานโครงการ ทีมถูกสร้างขึ้นตามระดับการจัดการ ตามกฎแล้วมีเพียงสามระดับดังกล่าว - ระดับสูงสุดของการจัดการ, ชั้นควบคุมกระบวนการและ ระดับการจัดการงานบุคคล. ทีมประกอบด้วยบุคคลที่มีระดับ "ความสามารถ" ที่แตกต่างกันใน Six Sigma
ความเชี่ยวชาญในแนวคิดนี้มีเจ็ดระดับ:
การจัดการคือผู้บริหารระดับสูงขององค์กรและเจ้าของธุรกิจ งานของการเป็นผู้นำคือการสร้างเงื่อนไขสำหรับการดำเนินการตามแนวคิด 6 ซิกมา
แชมป์มักจะเป็นสมาชิกของผู้นำระดับสูงขององค์กร หน้าที่ของมันคือการระบุโครงการที่จำเป็นในการปรับปรุงกระบวนการ องค์กร และการควบคุมความคืบหน้าของการดำเนินการ
ไม่แพ้สมัครและรับลิงค์บทความในอีเมลของคุณ
ตลอดเวลา ผู้นำบริษัทคิดเกี่ยวกับวิธีปรับปรุงผลการปฏิบัติงานขององค์กรอยู่เสมอ มีวิธีการจัดการที่ต่างไปจากเดิมอย่างสิ้นเชิง แต่ก็ค่อยๆ หมดไป วิธีการจัดการแบบเสรีถือเป็นแนวทางที่ดี แต่เป็นวิธีที่ดีในบริษัทขนาดเล็ก เมื่อพนักงานหลายพันคนทำงานในบริษัท เป็นการยากที่จะหาแนวทางเฉพาะตัวสำหรับพนักงานแต่ละคน จำเป็นต้องมีปรัชญาที่ครอบคลุม
ซิกซิกมา (ซิกซิกมา) ถือเป็นทั้งวิธีการและปรัชญา และเป็นชุดเครื่องมือสำหรับการปรับปรุงงาน สามารถนำไปใช้ในองค์กรที่มีทิศทางต่างกัน - ตั้งแต่การแพทย์ไปจนถึงองค์กรข้ามชาติ
ซิกซิกมา- แนวคิดของการจัดการการผลิต บนพื้นฐานของการดำเนินการปรับปรุง ตามความสามารถในการวัดของข้อมูลใด ๆ แนวคิดของ Six Sigma ได้รับการพัฒนาในปี 1986 โดย Bill Smith แห่ง Motorola และพบว่ามีการนำไปใช้อย่างกว้างขวางในหลายๆ ด้านของธุรกิจ ในช่วงกลางทศวรรษ 1990 Jack Welch ซีอีโอของ General Electric ได้นำกลยุทธ์นี้มาใช้และกลายเป็นที่โด่งดังไปทั่วโลก ในปี 2000 การรวมกันระหว่าง Six Sigma และ . แนวคิดทั้งสองเป็นการทบทวนปรัชญา "" ใหม่
คณิตหน่อย
คำว่า "ซิกซิกม่า" นั้นนำมาจากสถิติทางคณิตศาสตร์และหมายถึงค่าเบี่ยงเบนมาตรฐานของตัวแปรสุ่มจากค่าเฉลี่ย ค่ามาตรฐานมีลักษณะโดยสองพารามิเตอร์ - ค่าเฉลี่ย (mu) และส่วนเบี่ยงเบนมาตรฐาน (ชื่ออื่นคือค่าเบี่ยงเบนมาตรฐาน - ซิกมา)
ตัวอย่างเช่น ลองใช้พารามิเตอร์คุณภาพเป็นตัวแปรสุ่ม (ขออภัยในความซ้ำซากจำเจ) ดังนั้นเราจึงต้องการประมาณการเปอร์เซ็นต์ที่น่าจะเป็นไปได้ของผลิตภัณฑ์ที่มีข้อบกพร่องในการผลิต ในการดำเนินการนี้ ให้ตั้งค่าขีดจำกัดความคลาดเคลื่อนบนและล่างของพารามิเตอร์ "คุณภาพ" ยิ่งค่าซิกมามากเท่าใด เปอร์เซ็นต์ของผลิตภัณฑ์ในอุดมคติก็จะยิ่งต่ำลงเท่านั้น ในการเพิ่มเปอร์เซ็นต์ของผลิตภัณฑ์ที่สมบูรณ์แบบ คุณต้องลดค่าซิกมา และหากต้องการลด คุณต้องเพิ่มจำนวนซิกมา
การตั้งค่าความคลาดเคลื่อนของซิกมาหกจุดหมายความว่าเราจะมีสินค้าที่มีข้อบกพร่อง 3.4 รายการต่อล้านหรือรายการที่สมบูรณ์แบบ 99.99966% สาระสำคัญของแนวคิดคือการใช้เครื่องมือการจัดการกระบวนการจะลดค่าของส่วนเบี่ยงเบนมาตรฐาน
หลักการพื้นฐานของ Six Sigma
- ตัวบ่งชี้ประสิทธิภาพหลัก (KPI) ควรวัดได้ หากสามารถวัดกระบวนการได้ ก็จะสามารถควบคุมและปรับปรุงได้
- จำเป็นต้องพยายามอย่างต่อเนื่องเพื่อให้แน่ใจว่ากระบวนการทั้งหมดในการผลิตสามารถคาดเดาได้
- ความพึงพอใจของผู้บริโภค สิ่งเหล่านี้ยังเป็นเครื่องบ่งชี้คุณภาพของผลิตภัณฑ์อีกด้วย ไม่ว่าสินค้าจะราคาเท่าไหร่ ผู้บริโภคก็คาดหวังคุณภาพสูง การจัดส่งที่รวดเร็ว การบริการที่เป็นเลิศ
- ความสนใจในตัวลูกค้าต้องจริงใจ ลูกค้ารู้สึกไม่จริงใจ
- มันคุ้มค่าที่จะจัดการบริษัทบนพื้นฐานของข้อมูลและข้อเท็จจริงเท่านั้น ไม่ใช่ข่าวลือและการคาดเดา
- การจัดการเชิงรุก เสียเงินเพื่อการป้องกัน ดีกว่ามาฟื้นฟูภาพลักษณ์ของบริษัทในภายหลัง
- การแสวงหาความเป็นเลิศ
- การสร้างการทำงานเป็นทีมและการมีส่วนร่วมของพนักงาน พนักงานจะต้องสนใจในผลลัพธ์ พนักงานที่มีแรงจูงใจมีส่วนสำคัญในการพัฒนาบริษัท
- การกำหนดและวิเคราะห์สาเหตุของข้อบกพร่อง
- การควบคุมกระบวนการเพิ่มเติม
หากบริษัทใช้แนวคิด Six Sigma ก็สามารถใช้เครื่องมือต่างๆ ได้อย่างกลมกลืน อาจเป็นแผนภูมิ แผนภาพต้นไม้ .
ระเบียบวิธี Six Sigma
มีองค์ประกอบที่เกี่ยวข้องกันสามประการที่เป็นหัวใจของ Six Sigma เป็นวิธีการ:
- การจัดการกระบวนการ
- การปรับปรุงกระบวนการที่มีอยู่
- การออกแบบกระบวนการใหม่
มีการปรับปรุงกระบวนการอย่างไร? ใช้ห้าขั้นตอนสำหรับสิ่งนี้และเรียกว่าวิธี DMAIC (กำหนด, วัด, วิเคราะห์, ปรับปรุง, ควบคุม)
- กำหนด- ระบุปัญหาหลักในกระบวนการ มีการจัดตั้งทีมซึ่งได้รับอำนาจและกำหนดขอบเขตความรับผิดชอบ
- วัด- ข้อมูลทั้งหมดถูกเก็บรวบรวม มีการตั้งสมมติฐานเบื้องต้น
- วิเคราะห์- ตรวจสอบสมมติฐานทั้งหมดแล้วชี้แจงสาเหตุที่แท้จริงของการเบี่ยงเบนและปัญหา
- ปรับปรุง- มีการพัฒนาและดำเนินการปรับปรุง
- ควบคุม– มาตรฐานและเอกสารประกอบ การตรวจสอบอย่างต่อเนื่องขึ้นอยู่กับพวกเขา
เจ็ดองศาของความเชี่ยวชาญ Six Sigma
ทีมเดียวกันเหล่านี้ซึ่งก่อตั้งโดยผู้บริหารของบริษัท ได้รับมอบหมายตำแหน่งของตนเอง มีทั้งหมดเจ็ดชื่อเรื่อง
- การจัดการ. เหล่านี้คือเจ้าของธุรกิจ
- แชมป์. สมาชิกผู้บริหารระดับสูงของบริษัท เขาเป็นคนที่ต้องตัดสินใจเปิดตัวโครงการ Six Sigma
- เข็มขัดสีดำ. ผู้เชี่ยวชาญ Six Sigma รับผิดชอบในการฝึกซ้อมและเป็นผู้นำทีม รับผิดชอบอย่างเต็มที่สำหรับผลลัพธ์
- เข็มขัดสีเขียว. คนนี้ทำงานภายใต้เข็มขัดหนังสีดำ วิเคราะห์และแก้ไขปัญหา
- สายเหลือง.รับผิดชอบการดำเนินงานขนาดเล็ก
- เข็มขัดขาว.รับผิดชอบการดำเนินงานที่เรียบง่าย
ในโลกปัจจุบัน แนวคิดของ six sigma ได้รับความนิยมอย่างมาก ความนิยมของแนวคิดใดๆ ขึ้นอยู่กับจำนวนและขนาดของบริษัทที่นำแนวคิดนั้นไปใช้ ดังนั้นเมื่อเจเนอรัลอิเล็กทริกเปิดตัว บริษัท อื่น ๆ ก็ดึงขึ้นมาเช่นกัน บริษัทตะวันตกใช้ภาษาญี่ปุ่นเป็นจำนวนมากและพยายามปรับปรุงแนวความคิดของตนสำหรับแนวความคิดแบบตะวันตก Six Sigma อาจเป็นความพยายามครั้งแรกในด้านนี้
คุณคิดอย่างไรกับแนวคิด Six Sigma? แสดงความคิดเห็นของคุณในความคิดเห็น
การสังเคราะห์วิธีการจัดการสองวิธีที่ได้รับการพิสูจน์แล้วและเป็นที่นิยม และการปรับกระบวนการผลิตอย่างเหมาะสมที่สุด ซึ่งช่วยเสริมซึ่งกันและกัน เรียกว่า Lean Six Sigma
เป้าหมายของการบูรณาการแนวคิดคือการสร้างระบบที่มีผลเสริมฤทธิ์กันซึ่งสามารถนำไปใช้กับองค์กรใดก็ได้ โดยไม่คำนึงถึงขอบเขตของกิจกรรมและขนาด
แนวคิดของ "Six Sigma" ประกอบขึ้นจากความไม่สมบูรณ์บางประการของแนวคิด "Lean Manufacturing" และในทางกลับกัน
ประสบการณ์การใช้กระบวนการสังเคราะห์ที่ซับซ้อนได้รับการอธิบายครั้งแรกในปี 2544 และหลังจากนั้น 2 ปีหนังสือหลายเล่มได้รับการตีพิมพ์พร้อมการทบทวนโดยละเอียดเกี่ยวกับทฤษฎีและการปฏิบัติของ Lean Six Sigma เป็นผลให้เป็นที่ชัดเจนว่าแนวคิด "แบ่ง" ความหลากหลายขั้นตอนทั้งหมดตามเงื่อนไข: "Lean" แสดงให้เห็นว่าต้องทำอะไรและ Six Sigma แสดงให้เห็นถึงวิธีการจัดกิจกรรมสำหรับสิ่งนี้
แนวคิดช่วยเสริมซึ่งกันและกันได้อย่างไร?
แนวคิดของ "การผลิตแบบลีน" ซึ่งเปลี่ยนวัฒนธรรมการผลิต เมื่อเวลาผ่านไปได้ขยายชุดเครื่องมือ รวมถึงแนวคิดของกระแสคุณค่า วิธีการป้องกันข้อผิดพลาด และเปลี่ยนเป็น "การจัดการแบบลีน" (Lean)
ในช่วงปลายศตวรรษที่ 20 แนวคิดทั้งสองนี้ (Lean และ Six Sigma) เป็นพื้นที่ให้คำปรึกษาทางธุรกิจที่ได้รับความนิยมสูงสุดในด้านการจัดการคุณภาพ เนื่องจากจำนวนการดำเนินการที่ประสบความสำเร็จซึ่งสัมพันธ์กับจำนวนการใช้งานทั้งหมดมีมากกว่า สำหรับวิธีการจัดการคุณภาพอื่นๆ ร่วมกันแสดงประสิทธิภาพที่มากยิ่งขึ้น
Six Sigma เติมเต็ม Lean . ได้อย่างไร:
- ลีนไม่ได้กำหนดข้อกำหนดสำหรับโครงสร้างพื้นฐานที่จำเป็นในการนำแนวคิดไปใช้ การแก้ปัญหานี้ขึ้นอยู่กับความคิดริเริ่มของผู้จัดการและทักษะในการจัดองค์กรของพวกเขา และเมื่อเปลี่ยนองค์ประกอบของผู้จัดการ ปัญหาจะเกิดขึ้นกับการเปลี่ยนแปลง Six Sigma ช่วยในการกำหนดภาระหน้าที่ของผู้บริหารระดับสูงขององค์กร จัดทำแผนสำหรับการจัดสรรทรัพยากรและติดตามความสำเร็จของการพัฒนา
- แนวคิดของ Lean ไม่เข้มงวดเท่าใน Six Sigma โดยมุ่งเน้นที่ความต้องการของผู้บริโภค ความพึงพอใจของคำขอจากการขจัดต้นทุนการผลิตและความสูญเสียที่ไม่ใช่การผลิตขึ้นอยู่กับทางอ้อม ในขณะที่ Six Sigma คำอธิบายของหลักการของแนวคิด DMAIC เริ่มต้นด้วยคำจำกัดความของข้อกำหนดของผู้บริโภค: กำหนด วัด วิเคราะห์ ปรับปรุง ควบคุม (รัสเซีย: กำหนด วัด วิเคราะห์ ปรับปรุง จัดการ)
- ข้อบกพร่องภายในกรอบแนวคิดแบบลีนได้รับการตั้งชื่อว่าเป็นแหล่งหลักของการสูญเสียการผลิต แต่วิธีการจัดการทางสถิติสำหรับการกำจัดมีการกำหนดไว้ใน Six Sigma
Lean เติมเต็ม Six Sigma ได้อย่างไร:
- Six Sigma อธิบายวิธีการกำจัดข้อบกพร่อง แต่นอกเหนือจากข้อบกพร่องแล้ว Lean Management ยังกล่าวถึงการรอ การขนส่ง การผลิตมากเกินไป สินค้าคงคลัง การเคลื่อนไหวของผู้คน และกิจกรรมที่ไม่เพิ่มมูลค่า บางครั้งผู้ปฏิบัติงานยังเน้นย้ำถึงการใช้วัตถุดิบคุณภาพต่ำ ("เศรษฐกิจที่ผิดพลาด") และความหลากหลายอันเป็นผลมาจากส่วนประกอบที่ไม่ได้มาตรฐานของกระบวนการ
- Six Sigma ไม่ได้อธิบายความสัมพันธ์ระหว่างความพึงพอใจของลูกค้า (คุณภาพ) และระยะเวลาของกระบวนการ ด้วยระบบ Lean แนวคิดเรื่อง "เวลา" จึงถูกนำมาใช้เป็นกุญแจสำคัญ
- Lean ขยายขอบเขตตามที่ Six Sigma อธิบายไว้ เพิ่มการกำจัดกิจกรรมที่ไม่ก่อให้เกิดผล การเพิ่มประสิทธิภาพของสถานที่ทำงาน ลดสินค้าคงคลัง ลดต้นทุนการขนส่ง และอื่นๆ
ในเวลาเดียวกัน ระบบพื้นฐานทั้งสองมีลักษณะเฉพาะโดยการวางแนวไปสู่กระบวนการเดียว (ตรงกันข้ามกับแนวคิดที่นำหน้าพวกเขา พยายามบรรลุความครอบคลุมที่เป็นสากล) ความคิดริเริ่มนี้ได้รับการเก็บรักษาไว้โดยแนวคิดที่สังเคราะห์ขึ้น
การประยุกต์ใช้ระบบ Lean Six Sigma ในอุตสาหกรรม
ระบบพื้นฐานทั้งสองที่สร้างแนวคิดการทำงานร่วมกันของ Lean Six Sigma เป็นระบบ "ที่มีชีวิต" หลังจากผ่านการทดสอบ "การทดสอบ" หลายครั้งทั้งในภาคอุตสาหกรรมและนอกภาคอุตสาหกรรม แนวคิดดังกล่าวได้กลายเป็นสากล - นำไปปรับใช้กับความสำเร็จที่เท่าเทียมกันในอุตสาหกรรมต่างๆ จากตัวอย่างด้านลอจิสติกส์ เราสามารถแสดงการใช้ Lean Production + Six Sigma complex ในภาคบริการได้
 ระยะเวลาในการดำเนินการตามสูตรของ Little เท่ากับปริมาณงานระหว่างทำหารด้วยอัตราเฉลี่ยของงานที่เสร็จสมบูรณ์ (จำนวนงานที่พนักงานคนหนึ่งทำในช่วงเวลาหนึ่ง) เพื่อลดระยะเวลารอคอย การสังเคราะห์ระบบ Lean และ 6 Sigma ในลอจิสติกส์จึงมุ่งเน้นไปที่การเพิ่มประสิทธิภาพใน 3 ด้านหลัก:
ระยะเวลาในการดำเนินการตามสูตรของ Little เท่ากับปริมาณงานระหว่างทำหารด้วยอัตราเฉลี่ยของงานที่เสร็จสมบูรณ์ (จำนวนงานที่พนักงานคนหนึ่งทำในช่วงเวลาหนึ่ง) เพื่อลดระยะเวลารอคอย การสังเคราะห์ระบบ Lean และ 6 Sigma ในลอจิสติกส์จึงมุ่งเน้นไปที่การเพิ่มประสิทธิภาพใน 3 ด้านหลัก:
- กระบวนการลอจิสติกส์เป็นกระบวนการที่ช้า ซึ่งทำให้มีค่าใช้จ่ายสูง (มากกว่า 50% ของกระบวนการที่ช้าเกี่ยวข้องกับของเสียที่ไม่เพิ่มมูลค่า)
- ความเร็วของบริการด้านลอจิสติกส์ลดลงเนื่องจากมีงานจำนวนมากที่อยู่ระหว่างดำเนินการ เป็นผลให้ประมาณ 90% ของงานถือว่ายังไม่เสร็จซึ่งลดความพึงพอใจของผู้บริโภค
- ทิศทางเป็นไปตามหลักการ Pareto ลักษณะของกระบวนการที่ช้า: 80% ของต้นทุนเป็นผลมาจาก 20% ของการกระทำ เมื่อระบุและลด 20% เหล่านี้ ความตรงต่อเวลาจะเพิ่มขึ้นเป็น 99%
ความเฉพาะเจาะจงของลอจิสติกส์ก็มีสัดส่วนประมาณหนึ่งในสามของยอดขาย การคำนวณแสดงให้เห็นว่า 10% ของข้อบกพร่องในการขนส่งเพิ่มเวลารอคอยสินค้า 38% และ WIP 53% ส่วนสำคัญของค่าใช้จ่ายที่เกี่ยวข้องกับการขนส่งคืน ทั้งนี้ขึ้นอยู่กับผู้ริเริ่มการคืนสินค้า เหตุผลอาจเป็น:
- ความไม่พอใจของผู้ใช้ปลายทางที่ใช้การรับประกันคืนเงิน
- ปัญหาเกี่ยวกับการติดตั้งและการใช้งาน (ด้วยการกลับมาสมรสในภายหลัง)
- งานซ่อมที่เกี่ยวข้องกับการขนส่งสินค้าหลายรายการในทั้งสองทิศทาง
- วันหมดอายุและความปลอดภัยด้านสิ่งแวดล้อม ฯลฯ
ตัวอย่างเช่น ในการค้าทางอินเทอร์เน็ตของสหรัฐอเมริกา การส่งคืนสินค้าอิเล็กทรอนิกส์และไฮเทค ตามการประมาณการต่าง ๆ ถึง 50-80% สิ่งนี้จะเพิ่มจำนวนปัญหาสำหรับอุตสาหกรรม ซึ่งเดิมสร้างขึ้นและปรับแต่งสำหรับการเคลื่อนไหวโดยตรง โดยไม่มีการไหลย้อนกลับขนาดใหญ่ และไม่พร้อมสำหรับการทำบัญชีคืนสินค้า การกำจัดผลิตภัณฑ์ ฯลฯ
จากข้างบนนี้ควรปรับการไหลย้อนกลับอย่างระมัดระวังพอๆ กับการไหลตรง ในขณะที่ลดจำนวนการดำเนินการที่ไม่เพิ่มมูลค่า ซึ่งสามารถช่วยได้ เช่น โปรแกรมคอมพิวเตอร์ที่เข้ากันได้กับระบบข้อมูลของทุกแผนกและจะอนุญาตให้มีการจัดกลุ่มคำสั่งซื้อ จัดเรียงตามเวลาการส่งมอบ ประเภทสินค้า ลำดับความสำคัญ ฯลฯ งานทั่วไปยังคงเดิม เช่นเดียวกับในการผลิตผลิตภัณฑ์ - ลดความแปรปรวนที่อินพุต ลดจำนวนการสลับระหว่างงาน กำหนดมาตรฐานแพลตฟอร์มภายในรอบขณะเดียวกันก็รักษาการแบ่งประเภทที่ตรงตามความต้องการของลูกค้า เป็นต้น
โลจิสติกส์เป็นการนำแนวคิดแบบ Lean และ Six Sigma ไปใช้บ่อยครั้งในอุตสาหกรรมการบริการ แต่แสดงให้เห็นลักษณะทั่วไปของแอปพลิเคชันของระบบ
ประสิทธิภาพของ Lean Six Sigma ในด้านตัวเลข
การแนะนำ Lean Six Sigma สะท้อนให้เห็นทั้งในการเติบโตทางเศรษฐกิจและในการปรับปรุงบรรยากาศภายในทีม ซึ่งท้ายที่สุดก็ส่งผลกระทบต่อเศรษฐกิจเช่นกัน - วัฒนธรรมของการทำงานเป็นทีมที่มีการประสานงานกันเป็นอย่างดีเกิดขึ้น การแลกเปลี่ยนข้อมูลอย่างรวดเร็วและความรู้เฉพาะ เป็นผลให้การดำเนินการตามแนวคิดแบบบูรณาการ:
- เร่งความเร็วกระบวนการ 20-70%;
- ปรับปรุงคุณภาพการบริการและผลิตภัณฑ์ที่ผลิตขึ้น 20-40%
- เพิ่มประสิทธิภาพโดยรวม 10-30% (เมื่อเทียบกับการใช้งานระบบพื้นฐานแยกต่างหาก)
บ่อยครั้งที่การนำแนวคิดไปใช้ทำได้ยากกว่าที่คาดไว้ "ปัจจัยมนุษย์" เริ่มเข้ามา มีความขัดแย้งภายในข้อกำหนด กระบวนการทางสถิติกลายเป็นจุดจบในตัวเอง และไม่ใช่วิธีการตรวจหาข้อบกพร่อง
ในบรรดาข้อผิดพลาดทั่วไป พวกเขายังกล่าวถึงการทำงานมากเกินไปกับงานที่ตั้งค่าไว้สำหรับตนเอง ตัวอย่างเช่น เมื่อมีการเปลี่ยนแปลงทางเทคนิค 100 ครั้งสำหรับความต้องการของลูกค้าที่ระบุ 100 รายการ แต่ในแวบแรกนี้ ปริมาณ "การยกระดับ" เกี่ยวข้องกับการวางแผนและข้อบังคับเกี่ยวกับความสัมพันธ์ประมาณ 10,000 รายการ ซึ่งทำให้การดำเนินการซับซ้อนขึ้นอย่างมาก ในกรณีเช่นนี้ ขอแนะนำว่าอย่าแปลงทุกอย่างในคราวเดียว แต่ให้เน้นที่ความต้องการที่สำคัญสำหรับลูกค้า โดยเลือกโดยใช้รายการลำดับความสำคัญ
แม้แต่เครื่องมือที่มีประสิทธิภาพและผ่านการทดสอบตามเวลาก็ต้องเปลี่ยนแปลงเมื่อเวลาผ่านไป ดีขึ้น ปรับตัวให้เข้ากับความเป็นจริงของตลาดและบริษัทที่เป็นตัวแทน
ตัวอย่างที่ชัดเจนของสิ่งนี้— ลีนซิกซิกมา นี้ - ในทางใดทางหนึ่งการผสมผสานวิธีการจัดการกระบวนการที่เป็นนวัตกรรมใหม่ตามหลักการของ Six Sigma โดยเน้นที่ข้อเท็จจริงที่ว่าพวกเขาสามารถใช้งานได้อย่างประสบความสำเร็จไม่เพียง แต่ในการผลิตเท่านั้น แต่ในพื้นที่ธุรกิจใด ๆ
Lean Six Sigma: มันคืออะไร?
Lean Six Sigma (LSS, Lean 6 Sigma, Lean Six Sigma) เป็นวิธีการแบบบูรณาการตามวิธีการแบบอเมริกันและญี่ปุ่น:
(กล่าวอีกนัยหนึ่งคือการผลิตแบบลีน) - การกระทำที่มุ่งลดความสูญเสีย (ของเสีย) ของการผลิตและเร่งกระบวนการผลิตผลิตภัณฑ์สำเร็จรูป วิธีแก้ปัญหาที่ได้มาตรฐานได้รับการสนับสนุนอย่างมาก
(Six Sigma) - การกระทำที่มีวัตถุประสงค์เพื่อปรับปรุงคุณภาพของผลิตภัณฑ์และเป็นผลให้เพิ่มความภักดีของลูกค้า พื้นฐานของการตัดสินใจซึ่งมักจะไม่ได้มาตรฐานคือการวิเคราะห์ข้อมูล
ประวัติศาสตร์เล็กน้อย: การผลิตแบบ Lean คืออะไร?
ปรัชญานี้เรียกอีกอย่างว่าวิธีการผลิตแบบลีน, วิธีการแบบลีน, การผลิตแบบลีน ผู้ก่อตั้งวิธีการทำงานนี้คือ ไทอิจิ โอโนะ, อุดมการณ์ของระบบการผลิตของโตโยต้า (แม้ว่าโอโนะเองก็ไม่ได้ใช้คำว่าชื่อ การผลิตแบบลีนแนะนำโดย American John Krafchik (ปัจจุบันเป็น CEO ของ Waymo ซึ่งเป็นบริษัทที่ผลิตรถยนต์ไร้คนขับ))
เรายังทำงานเกี่ยวกับอัลกอริธึมการผลิตแบบลีน James Womack & Michael Vader, Shigeo Singa, เจฟฟรีย์ไลเกอร์, Dennis Hobbsซึ่งมีส่วนอย่างมากต่อแนวคิดที่บริษัทชั้นนำของโลกใช้อยู่ในปัจจุบัน ในขณะเดียวกัน แนวความคิดเองก็ได้รับการเปลี่ยนแปลงและขยายออกไป ถ้าในตอนแรกเป็นเรื่องเกี่ยวกับการผลิตแบบลีน ทุกวันนี้ การพูดเกี่ยวกับองค์กรแบบลีนนั้นถูกต้องกว่า
ประเด็นหลักประการหนึ่งที่มักถูกลืมคือกระบวนการผลิตที่มีความคล่องตัวอย่างสมบูรณ์แบบ— ไม่มีอะไรถ้าส่วนที่เหลือของบริษัทอยู่ในความโกลาหล ลำดับความสำคัญของผู้นำ— ทำความเข้าใจกับสิ่งที่เกิดขึ้นและระบุความสูญเสียที่ซ่อนอยู่
เพื่อย่อให้เหลือน้อยที่สุดโดยการสร้างบรรยากาศที่เหมาะสมในบริษัท:
ในฐานะผู้นำในองค์กรของคุณ ไม่ว่าเล็กหรือใหญ่ คุณสามารถทำประโยชน์สูงสุดให้กับบริษัทของคุณได้โดยการให้แรงจูงใจและการสนับสนุนแก่ผู้ที่ดำเนินการเปลี่ยนแปลงแบบลีน เช่นเดียวกับวาทยกรของวงออเคสตรา คุณไม่จำเป็นต้องเล่นเครื่องดนตรีทั้งหมด แต่คุณจำเป็นต้องรู้โน้ตอย่างละเอียดและเป็นผู้นำวงออเคสตรา...ไมเคิล เวเดอร์
แม้ว่าในญี่ปุ่นจะใช้วิธีการแบบลีนมานานกว่า 60 ปีแล้ว และในสหรัฐอเมริกา ปรัชญานี้ถูกนำมาใช้ในทศวรรษ 1990 แต่หลักการสำคัญยังคงมีความเกี่ยวข้องในปัจจุบัน:
- คนงานไม่ได้เป็นเพียงฟันเฟืองที่สับเปลี่ยนได้ในระบบเท่านั้น พวกเขาต้องมีส่วนร่วมอย่างแท้จริงในกระบวนการผลิตทั้งหมด ตั้งแต่ขั้นตอนง่ายที่สุดไปจนถึงซับซ้อนที่สุด สิ่งนี้เป็นไปได้ก็ต่อเมื่อผู้บริหารเคารพพนักงานอย่างจริงใจและเข้าใจถึงความจำเป็นในการเติบโตอย่างมืออาชีพอย่างต่อเนื่องของพนักงานแต่ละคนในบริษัท
- ควรผสมผสานเทคโนโลยี กฎระเบียบ ทรัพยากรบุคคล
- ปัจจัยความสำเร็จที่สำคัญคือการเปลี่ยนแปลงวัฒนธรรมองค์กร
ลีนเป็นวัฒนธรรมของการปรับปรุงการดำเนินงานอย่างต่อเนื่องในบริษัท เป็นความพยายามอย่างต่อเนื่องในการกำจัดของเสียและปรับปรุงประสิทธิภาพ นี่คือทัศนคติส่วนบุคคลของพนักงานแต่ละคนต่อประสิทธิภาพในการทำงานของเขา และวิธีที่กระบวนการในที่ทำงานของเขาสร้างมูลค่าเพิ่มให้กับลูกค้า เพื่อให้บรรลุประสิทธิภาพในการปฏิบัติงานสูงสุด จำเป็นต้องปรับปรุงกระบวนการทั้งหมด ไม่เพียงแต่จากมุมมองของบริษัทเท่านั้น แต่ยังรวมถึงจากมุมมองของลูกค้าด้วย... Ilya Polshakov ผู้อำนวยการด้านการเปลี่ยนแปลง Kyivstar
บริษัทใดบ้างที่ใช้วิธีการแบบลีน:
- เจนเนอรัล มอเตอร์ส
- วาเลโอ
- ฟอร์ด มอเตอร์ คัมปะนี
- สมดุลใหม่
- คาลเท็กซ์
- Tikkurila
- EVRAZ UKRAINE เป็นต้น
ฉันดีใจที่กระบวนการที่มุ่งเป้าไปที่การแนะนำอย่างแพร่หลายของแนวปฏิบัตินี้ได้ทวีความรุนแรงขึ้นในยูเครนเช่นกัน:
ปัจจุบัน Lean เป็นหนึ่งในแนวทางปฏิบัติที่ดีที่สุดในโลกในการปรับปรุงประสิทธิภาพขององค์กร โดยไม่คำนึงถึงขนาดหรือสาขาของกิจกรรม เราเชื่อว่าความเข้าใจที่ลึกซึ้งยิ่งขึ้นและการประยุกต์ใช้วัฒนธรรมของการผลิตแบบลีนจะนำไปสู่การเปลี่ยนแปลงอย่างจริงจังของธุรกิจยูเครน เสริมสร้างความสามารถในการแข่งขันในตลาดยุโรปและทั่วโลก และเป็นผลให้จะกลายเป็นส่วนสำคัญต่อการพัฒนาทางสังคมและเศรษฐกิจของ ประเทศ...Sergey Komberyanov ประธานสถาบัน Lean ยูเครน
ประวัติศาสตร์เล็กน้อย: "Six Sigma" (Six Sigma) คืออะไร?
เราสามารถพูดได้ว่าประวัติศาสตร์ของการพัฒนาแนวคิดเริ่มต้นด้วยวลีนี้ในปี 2522 ในที่ประชุมคณะกรรมการของ Motorola:
ปัญหาที่แท้จริงของบริษัทคือคุณภาพของผลิตภัณฑ์ของเราน่าขยะแขยง!อาร์ต แซนดรี้
เป็นคำแถลงนี้ที่บังคับให้ผู้จัดการต้องพิจารณาวิธีการและหลักการทำงานใหม่ เนื่องจากรายได้ของบริษัท 5-20% (สูงถึง 900 ล้านเหรียญสหรัฐ) ถูกใช้ไปกับการกำจัดข้อบกพร่องในผลิตภัณฑ์
เป็นการยากที่จะเปลี่ยนแปลงสถานการณ์ เนื่องจากเส้นทางจากสายการผลิตไปยังผู้บริโภคปลายทางนั้นยาวไกลและคดเคี้ยว เป็นผลให้มีการใช้สถิติซึ่งทำให้สามารถบรรลุผลลัพธ์ที่ต้องการได้
รากฐานของแนวคิด Six Sigma:
- ซิกมา (อักษรกรีก σ) คือค่าเบี่ยงเบนมาตรฐาน ซึ่งแสดงขนาดของส่วนเบี่ยงเบนสำหรับตัวอย่างเฉพาะ (การวัดผลลัพธ์ของกระบวนการด้วยข้อมูลเริ่มต้นต่างกัน)
- ยิ่งมีโอกาสผันแปรของปัจจัยการผลิตภายในและภายนอก ระดับความเบี่ยงเบนด้านคุณภาพก็จะสูงขึ้น
- ยิ่งการแพร่กระจายของค่าสำหรับลักษณะเฉพาะน้อยเท่าไร คุณภาพของผลิตภัณฑ์ก็จะยิ่งสูงขึ้น
ยิ่งตัวเลขมากเท่าไร ก็ยิ่งได้เปรียบจากการใช้วิธี Six Sigma มากขึ้นเท่านั้น ดังนั้นสำหรับ Motorola กฎ 6 Sigma จึงเป็นวิธีการประหยัดเงินได้ประมาณ 14 พันล้านดอลลาร์ และเพิ่มยอดขายได้ถึง 5 เท่า (ใน 10 ปีนับตั้งแต่เปิดตัววิธี 6 ซิกมา)
หากกระบวนการทำงานที่ระดับซิกมาหนึ่ง แสดงว่ามีข้อบกพร่องมากกว่าผลิตภัณฑ์ที่ดี จากมุมมองของผู้บริโภคภายนอกเกรกอรี วัตสัน,
ประธานและหุ้นส่วนผู้จัดการของ Business Systems Solutions, Inc.
ในการสร้างมาตรฐานการทำงานกับระบบ 6 ซิกม่า อัลกอริทึมแบบทีละขั้นตอนพิเศษที่เรียกว่า DMAIC ได้รับการพัฒนา:
- กำหนด (คำจำกัดความ)
- การวัด (การวัด)
- วิเคราะห์ (วิเคราะห์)
- ปรับปรุง (ปรับปรุง)
- ควบคุม (ควบคุม)
กระบวนการทำงานกับแนวคิดของ 6 ซิกม่าสามารถแสดงได้ดังนี้:

วิธีการนี้ใช้ได้จริงสำหรับพื้นที่และประเทศต่างๆ เนื่องจาก:
- เงินเดือนเฉลี่ยสำหรับมืออาชีพที่ผ่านการรับรอง Six Sigma Yellow Belt คือ $68,294 (Burning Glass)
- ผู้ที่เข้าใจหลักการของ Six Sigma จะได้รับมากกว่าผู้ที่ไม่ได้รับ: +$12,475 ในแคนาดา (อ้างอิงจาก ASQ.org)
นอกจากนี้ บริษัท ดังกล่าวยังใช้เทคนิคเช่น:
- ไฟฟ้าทั่วไป
- ฟอร์ด มอเตอร์ คัมปะนี
- เฟดเอ็กซ์
- แคตเตอร์พิลล่าร์ อิงค์
- ฮันนี่เวลล์
ประโยชน์ของการใช้ Lean Six Sigma (Lean 6 Sigma)
ถ้าเราพูดถึงประโยชน์ระดับโลกของการใช้ symbiosis ของ Lean Manufacturing และ Six Sigma รายการของพวกเขาจะดูเหมือนปริศนา ซึ่งข้อเสียที่มีอยู่ในวิธีการแบบลีนนั้นเต็มไปด้วยวิธีการ 6 sigma (และในทางกลับกัน):
- รากฐานของการผลิตแบบลีนคือ การกำจัดการสูญเสียประเภทเช่นการแต่งงาน (ผลิตภัณฑ์ที่มีข้อบกพร่อง) ในขณะเดียวกัน ก็ไม่มีคำถามว่าจะมองหาและคำนวณทางเลือกว่าการแต่งงานนี้มาจากไหน และแน่นอนว่าไม่มีการดำเนินการใดๆ เพื่อหาวิธีลดโอกาสในการผันแปรของปัจจัยภายในและภายนอกของการผลิต แต่ในแนวคิดของ 6 ซิกมา นี่คือสิ่งที่อยู่แถวหน้า
- จากข้อเท็จจริงที่ว่าวิธีการ 6 Sigma ได้รับการพัฒนาขึ้นในทิศทางของการเพิ่มระดับความพึงพอใจของลูกค้า ประเด็นสำคัญทั้งหมดนั้นเชื่อมโยงกับการติดตามความสัมพันธ์ "คุณลักษณะของกระบวนการผลิต - ระดับความพึงพอใจของผู้ใช้ปลายทาง ในการผลิตแบบลีน ความสัมพันธ์ของตัวชี้วัดจะไม่ถูกติดตาม
- ระเบียบวิธี 6 ซิกมาต้องมีการสร้างขั้นตอนที่เป็นทางการในขั้นต้นเพื่อนำแนวคิดไปใช้ ขั้นตอนแรกคือการอธิบายความรับผิดชอบของการเป็นผู้นำ คุณลักษณะและเวลาในการฝึกอบรม ตัวชี้วัดที่ติดตามความคืบหน้าหรือการถดถอย ฯลฯ
- การผลิตแบบลีนเกี่ยวข้องกับขยะหลายประเภทที่พบได้ทั่วไปในการผลิต แต่ Six Sigma มุ่งเน้นไปที่การทำสงครามกับข้อบกพร่อง
- เวลาและสินทรัพย์ "แช่แข็ง" - ปัจจัยที่สำคัญมากที่ได้รับการปรับให้เหมาะสมในการผลิตแบบลีน แต่ในระเบียบวิธี Six Sigma เกณฑ์เหล่านี้จะไม่นำมาพิจารณา
หลักการที่ช่วยให้โครงการ Lean Six Sigma (LSS) ประสบความสำเร็จ
- เน้นหลักสำคัญ— ความพึงพอใจของลูกค้า.ในขั้นต้น มีความจำเป็นต้องตั้งค่าแถบด้านล่างซึ่งความต้องการของลูกค้าและตลาดโดยรวมไม่อนุญาตให้ตก คุณต้องเข้าใจสิ่งที่มีค่าสำหรับลูกค้าในผลิตภัณฑ์ของคุณและพัฒนามัน สิ่งที่ไม่มีค่า- ทิ้ง
- สูตรสู่ความสำเร็จ -รวบรวมข้อมูลเพื่อระบุปัญหาเฉพาะและจัดการกับมันสถิติ— สิ่งสำคัญ! สาเหตุของข้อบกพร่องและความไม่พอใจของลูกค้ามักไม่ชัดเจน คุณไม่จำเป็นต้องทำทุกอย่างพร้อมกัน จะสร้างแต่ความโกลาหล
- สร้างการสื่อสาร ผู้เข้าร่วมทั้งหมดในเวิร์กโฟลว์ต้องรู้หลักการของ LSS มิฉะนั้นจะมีปัญหา ไม่ใช่ความคืบหน้า การฝึกอบรมคือทุกสิ่ง!
- ติดตามผลและปรับเปลี่ยน กระตุ้นการเติบโตส่วนบุคคลและความเป็นมืออาชีพของพนักงานโดยไม่ต้องเปลี่ยนพวกเขาให้เป็นผู้ดำเนินโครงการที่โง่เขลาจากเบื้องบน
ระดับทักษะใน Lean Six Sigma
- "เข็มขัดสีดำ":บุคคลที่จะกลายเป็นนักยุทธศาสตร์ของบริษัทและจะเป็นผู้นำกระบวนการดำเนินการ LSS ทั่วโลก
- "เข็มขัดสีเขียว":ผู้ที่กลายมาเป็นแรงผลักดันหลักเบื้องหลังการนำแนวคิด 6 Sigma ไปปฏิบัติ จะเป็นการดีที่สุดหากก่อนที่จะเริ่มการฝึกอบรม พนักงานที่สมัครรับตำแหน่งได้เลือกงานย่อยในบริษัทที่ต้องการการศึกษาเชิงปฏิบัติเป็นส่วนหนึ่งของการฝึกอบรม ;
- "สายเหลือง":ทำงานภายใต้การนำของ Green Belt ปฏิบัติงานเฉพาะอย่างแคบ ๆ ซึ่งพวกเขาสามารถและควรเป็นผู้เชี่ยวชาญที่แท้จริง
- "สายขาว":เป็นสัญญาณว่าบุคคลได้เข้าใจชุดความรู้พื้นฐานและเข้าใจว่า 6 ซิกมาคืออะไร
ผลลัพธ์ของการใช้ Lean Six Sigma ดูน่าประทับใจ:

ใครได้ประโยชน์จากการใช้ Lean Six Sigma?
โดยพื้นฐานแล้วทุกคน แม้ว่าแน่นอน คุณมักจะได้ยินการสนทนาไม่เกี่ยวกับวิธีนำเทคนิคนี้ไปใช้ในบริการของบริษัทของคุณ แต่เกี่ยวกับสาเหตุที่คุณไม่ควรลองด้วยซ้ำ
มีเหตุผลหลักสองประการที่ทำให้ผู้คนเริ่มใช้ 6 Sigma อย่างแรกคือบริษัทอยู่ในภาวะวิกฤติและต้องทำบางอย่างเพื่อออกจาก "หลุม" หรือเมื่อคู่แข่งกินคุณทั้งเป็น ประการที่สองคือเมื่อบริษัทต้องการปรับปรุงคุณภาพของผลิตภัณฑ์และอยู่ใน TOP เสมอ...Rino Domenico ประธานและ CEO ของ Sterling Business School
ดังนั้นใครสามารถใช้วิธีการนี้:
บริษัทใดบ้างที่ใช้เทคนิคนี้อยู่แล้ว:
- JSC "รูปแบบใหม่"
- วอลมาร์ท
- การเพาะปลูก
- สตาร์บัคส์
- DTEK Energy
- Merck
- Kyivstar
- PAT "โรงงานโลหะวิทยา Mariupol ตั้งชื่อตาม Illich"
- โคคาโคลา.
เครื่องมือที่จะเป็นประโยชน์สำหรับการพัฒนา Lean Six Sigma ในองค์กร:
วิธีการแบบ Lean Six Sigma เป็นวิธีแก้ปัญหาสำหรับผู้ที่คุ้นเคยกับการใช้การพัฒนาที่ล้ำสมัย เพื่อให้ได้ผลลัพธ์แม้ว่าผู้เข้าร่วมตลาดรายอื่นจะยังพิจารณาถึงความเป็นไปได้ของการนำวิธีการเฉพาะไปใช้
ตามแนวทางปฏิบัติ แนวคิดนี้นำมาใช้โดยผู้เชี่ยวชาญระดับสูงซึ่งมีอัตราการเติบโตที่น่าประทับใจ โดยไม่คำนึงถึงเงื่อนไขเริ่มต้น