Классификация затрат рабочего времени исполнителя и использования оборудования. Нормирование труда: учет рабочего времени основных производственных рабочих Самофотография рабочего дня
Классификация затрат рабочего времени включает в себя классификацию затрат рабочего времени исполнителя и классификацию затрат времени использования оборудования.
Классификация затрат рабочего времени исполнителя.
В любом виде труда рабочее время исполнителя подразделяется на время работы и время перерывов (рис. 2).
Рис. 2. Распределение рабочего времени
Время работы - это период, в течение которого работник осуществляет подготовку к работе, ее непосредственное выполнение и завершение.
Время работы по выполнению производственного задания - это время, затрачиваемое на подготовку и непосредственное выполнение задания, оно состоит из подготовительно-заключительного времени, оперативного времени и времени обслуживания рабочего места.
Подготовительно-заключительное (ПЗ) - это время, затрачиваемое работником на подготовку к выполнению работы и на ее завершение (получение задания на работу и ознакомление с ее содержанием, получение материалов, документации, инструментов, получение инструктажа о порядке выполнения работы, установка инструментов в оборудовании, его наладка, снятие инструмента с оборудования после завершения работы, сдача готовой продукции, инструмента, приспособлений, документации и др.).
Величина подготовительно-заключительного времени не зависит от объема работы по выполнению производственного задания, поэтому, чем больше объем задания, тем меньшая доля подготовительно-заключительного времени приходится на единицу работы по этому заданию.
Оперативное время (ОП) - это время, в течение которого работником или группой работников непосредственно выполняется производственное задание. Оно подразделяется на время основное и вспомогательное.
Основным (О) называется время, в течение которого предмет труда претерпевает количественные и качественные изменения, а также изменение положения в пространстве. Например, обработка детали в станке в металле и деревообработке, сшивание деталей изделия в швейном производстве, время активного наблюдения за ходом аппаратурного процесса в химическом производстве, управление автомобилем при перевозке грузов в автомобильном транспорте.
Вспомогательное время (В) затрачивается исполнителем на действия, обеспечивающие выполнение основной работы (установка в станке и снятие с него предметов труда в станочных производствах, проведение замеров изготовляемой детали, загрузка аппаратов сырьем и материалами в пищевой промышленности, изменение режимов работы оборудования и т. д.).
Время обслуживания рабочего места (Обс) - это время, на уход за рабочим местом и поддержание оборудования в рабочем состоянии. Оно подразделяется на время технического обслуживания и время организационного обслуживания.
Время технического обслуживания (Тех) рабочего места связано с уходом за оборудованием при выполнении конкретного задания на этом оборудовании (замена изношенного инструмента, наладка и смазка оборудования, замена картриджей в оргтехнике и т. п.).
Время организационного обслуживания (Орг) - это время на поддержание рабочего места в работоспособным состоянии (уборка производственных отходов, перемещение в пределах рабочего места тары с заготовками и готовыми изделиями, мойка и уборка автомашин и т. п.).
В зависимости от характера участия работника в выполнении производственных операций время работы подразделяется на время ручной работы, время машинно-ручной работы и время наблюдения за работой оборудования.
Временем ручной работы называют работу без применения машин или механизмов, когда используется только ручной немеханизированный инструмент.
Время машинно-ручной работы (в том числе и ручной механизированной) - это время, в течение которого работа выполняется машиной при непосредственном участии работника или работником с использованием ручного механизированного инструмента (например, электродрели, пневматического молотка, бензопилы).
В условиях механизированного и автоматизированного производств значительную долю рабочего времени занимает время наблюдения за производственным процессом. Оно может быть активным и пассивным.
Время активного наблюдения (А) за работой оборудования состоит в том, что работник непосредственно не выполняет физической работы, но его присутствие обязательно на рабочем месте для наблюдения за ходом технологического процесса.
Время пассивного наблюдения (Пас) - это время, в течение которого отсутствует необходимость в постоянном наблюдении за работой оборудования или технологическим процессом, наблюдение ведется периодически. Это время может быть использовано на выполнение других работ, позволяющих осуществлять периодическое наблюдение за самостоятельной работой оборудования. Рабочее время может быть перекрываемым и неперекрываемым.
Перекрываемое время - время выполнения какой-либо работы в период автоматической работы оборудования. Время выполнения, например, вспомогательной работы работником и время работы оборудования, за которым он ведет пассивное наблюдение, перекрывают одно другое, то есть выполняются одновременно.
Неперекрываемым называют время выполнения вспомогательных работ при остановленном оборудовании, например, при загрузке сырья в аппараты прерывного действия.
Время работы, непредусмотренное производственным заданием (НЗ), - это время, которое затрачивается на выполнение случайных или непроизводственных работ.
Случайной работой (СР) является работа, не предусмотренная производственным заданием, но вызванная производственной необходимостью, например на исправление бракованной продукции.
Непроизводительной работой (НР) считается такая, которая не дает прироста объема продукции или улучшения ее качества. Например, излишний пробег автомобиля с грузом в силу неправильно составленного маршрута.
Время перерывов в работе (П) - это период, в течение которого работник, находясь на производстве, не работает. Оно подразделяется на время регламентированных перерывов и на время нерегламентированных перерывов.
Время регламентированных перерывов (ПР) предполагает время на отдых, личные надобности, производственную гимнастику, время перерывов, установленных технологией и организацией производственного процесса.
Перерывы на отдых и личные надобности (Отл) предоставляются работникам для восстановления работоспособности в течение рабочей смены, на проведение производственной гимнастики, а также личную гигиену и естественные надобности.
Время неустранимых перерывов, установленных технологией и организацией производственного процесса (ПТН), определяется специфическими условиями протекания конкретных технологических процессов. Например, перерыв на то, чтобы нагретая деталь остыла до определенной температуры, перерыв на просыхание окрашенных поверхностей.
Время нерегламентированных (устранимых) перерывов (ПНТ), которые вызываются нарушениями нормального протекания производственного процесса и нарушениями трудовой дисциплины.
Перерывы, вызванные нарушениями нормального протекания производственного процесса (ПНТ), возникают по организационно-техническим причинам вследствие плохой организации труда и производства (несвоевременная подача на рабочее место сырья, материалов, электроэнергии, несвоевременное обслуживание оборудования), а также из-за нарушений технологии, приводящих к авариям или непредусмотренным простоям оборудования.
Перерывы, вызванные нарушениями трудовой дисциплины (ПНД), возникают вследствие опозданий на работу, самовольных отлучек с рабочего места, преждевременного прекращения работы, а также простоев работников, которые не могут выполнять свои обязанности из-за отсутствия других работников, нарушающих трудовую дисциплину.
Затраты рабочего времени делятся на нормируемые и ненормируемые .
К нормируемым затратам рабочего времени относятся затраты, необходимые для выполнения заданной работы. К ним относятся: подготовительно-заключительное время, оперативное время, время обслуживания рабочего места, время перерывов, предусмотренных технологией и организацией производственного процесса, время на отдых и личные надобности. Эти затраты включаются в норму времени.
К ненормируемым затратам рабочего времени относятся потери времени по организационно-техническим причинам (аварийные остановки оборудования, устранимые недостатки организации труда), а также из-за нарушений трудовой дисциплины (простои оборудования из-за опозданий, прогулов, несвоевременного начала и преждевременного окончания работы с стороны отдельных работников).
Суммарная величина нормируемых затрат на единицу продукции называется штучно-калькуляционным временем и определяется по формуле
![]()
где Tпз - подготовительно-заключительное время на партию изделий; n - размер партии изделия; to - основное время; tв - вспомогательное время; tоб - время обслуживания рабочего места; tотл - время на отдых и личные потребности; tпт - время нормированных перерывов по организационно-техническим причинам.
Классификация затрат рабочего времени определяет структуру технически обоснованной нормы времени. Анализ структуры затрат рабочего времени позволяет выявить величину потерь рабочего времени, а также нерациональные затраты рабочего времени на рабочем месте.
Классификация затрат времени использования оборудования
Структурные элементы затрат времени использования оборудования во многом совпадают с элементами затрат рабочего времени исполнителя.
Так, время использования оборудования подразделяется работы и время перерывов.
Время работы оборудования складывается из времени работы оборудования по выполнению производственного задания и времени работы оборудования, не предусмотренного выполнением производственного задания.
Время работы оборудования по выполнению производственного задания называется оперативным временем и подразделяется на время основное и вспомогательное.
Основное время делится на время машинно-ручное и время машинное (аппаратное).
Машинно-ручным называют время, в течение которого оборудование работает при непосредственном участии рабочего.
Машинным (аппаратным) называют время автоматической работы оборудования, когда функции рабочего ограничиваются лишь наблюдением и регулировкой.
Вспомогательное время - это время, неперекрываемое машинным временем, когда оборудование останавливается для выполнения работ по обеспечению основной работы, например время на установку или снятие детали со станка.
В работе оборудования оперативное время может также подразделяться на машинно (аппаратурно)-свободное и на время работы оборудования с участием рабочего.
Машинно (аппаратурно)-свободное время - это время работы оборудования, когда оно не нуждается в непосредственном участии рабочего.
Время работы оборудования с участием рабочего - это время занятости рабочего по обслуживанию оборудования при многостаночном (многоагрегатном) обслуживании или оперативное время за вычетом времени машинно (аппаратурно)-свободного.
Время работы оборудования, не предусмотренного выполнением производственного задания, складывается из времени непроизводительной работы и времени случайной работы.
Время перерывов в работе оборудования делится на время регламентированных и нерегламентированных перерывов.
Время регламентированных перерывов подразделяется: на время перерывов, связанных с подготовкой оборудования к работе и с его организационно-техническим обслуживанием; на время перерывов, предусмотренных технологией и организацией производственного процесса (ремонт оборудования по графику, неустранимые технологические перерывы); на время перерывов для отдыха и личных надобностей рабочего.
Время нерегламентированных перерывов может возникнуть из-за нарушения производственного процесса (отсутствие электроэнергии, сырья, материалов и т. п.), а также вследствие нарушения рабочим трудовой дисциплины (опоздания, преждевременного ухода с рабочего места и т. п.).
Время непроизводительной и случайной работы, время перерывов, вызванных нарушениями трудовой дисциплины и нарушениями производственного процесса, относятся к ненормируемым затратам рабочего времени. Остальные затраты времени работы оборудования нормируются.
Разнообразие производственных процессов и форм организации труда, различное содержание и повторяемость затрат рабочего времени, а также целей их изучения вызывают необходимость в применении неодинаковых методов и техники наблюдения, разной аппаратуры.
Методы изучения и разновидности наблюдения затрат рабочего времени могут быть классифицированы по следующим признакам:
По методу наблюдения - сплошные, выборочные, периодические, цикловые, моментные наблюдения
По объекту наблюдения - индивидуальные, групповые
По форме записи результатов наблюдений
Цифровая, индексная, графическая, осциллографическая, комбинированная
По способу наблюдения - визуально, с помощью приборов.
Метод сплошных (непрерывных) замеров - применяется во всех производственных процессах при различных формах организации труда и видах изучения рабочего времени (хронометраж, фотография); позволяет получать наиболее полное, детальное и точное представление не только о средних, но и о фактических затратах и потерях рабочего времени по их содержанию, величине и последовательности выполнения.
Метод периодических наблюдений , применяемый при групповой и маршрутной фотографии, позволяет: получить данные о количестве случаев появления тех или иных затрат, потерь рабочего времени или простоев оборудования. Наблюдение ведется одновременно за работой большого числа рабочих или единиц оборудования. Одновременный охват составляет до 20 объектов, иногда один человек может вести наблюдение за 70 рабочими.
Метод выборочных замеров используется в основном при хронометраже, когда изучаются отдельные элементы операции. Наиболее широко он применяется при изучении приемов вспомогательного времени в условиях многостаночной организации труда, аппаратурных процессах.
Метод цикловых замеров - разновидность выборочного процесса наблюдения -- применяется только при хронометраже, когда необходимо измерить время выполнения приемов (действий или движений) с очень малой продолжительностью, в связи с чем невозможно обычными способами наблюдения (при помощи секундомеров) точно зафиксировать время их выполнения. Здесь замеры времени производят по группам отдельных приемов.
Метод моментных наблюдений затрат потерь рабочего времени и использования оборудования во времени основан на теории вероятностей и является разновидностью выборочного метода. Чтобы результаты наблюдений отражали действительное использование рабочего времени, необходимо соблюдать следующие условия:
*наблюдения тех или иных затрат рабочего времени должны быть случайными и одинаково возможными;
*количество наблюдений (объем выборки) должен быть достаточно большим, чтобы достоверно характеризовать наблюдаемое явление в целом.
При исследовании трудовых процессов наибольшее значение имеет решение двух задач: определение фактических затрат времени на выполнение элементов операций (трудовых движений, действий.); определение структуры затрат времени на протяжении рабочей смены или ее части. В зависимости от цели исследования применяются три метода изучения затрат рабочего времени: хронометраж, ФРВ, фотохронометраж.
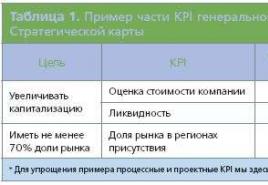
| Классификация методов исследования затрат рабочего времени представлена в таблице 3.Таблица 3 - Классификация методов исследования затрат рабочего времени | |
| Признак классификации | Способ исследования |
| Цель исследования | - фотография рабочего времени; - хронометраж; - фотохронометраж |
| Количество наблюдаемых объектов | - индивидуальные; - групповые; - маршрутные |
| Форма проведения исследования | - непосредственные замеры времени; - метод моментных наблюдений |
| Форма фиксации данных | - непрерывное, сплошное наблюдение; - выборочное наблюдение; - циклическое наблюдение |
| Вид наблюдения | - визуальное; - с использованием приборов автоматического учета |
| Наблюдатель | - сторонний наблюдатель; - сам исполнитель |
| Форма записи | - цифровая; - индексная; - графическая; - фото-, киносъемка |
Классификация затрат рабочего времени – это объединение затрат рабочего времени в родственные группы, которые обладают общими признаками с целью изучения структуры и разработки оптимального баланса затрат рабочего времени, выявления нерациональных затрат рабочего времени, определения возможного повышения производительности труда. Для анализа и рационализации трудового процесса, разработки норм затрат труда необходимо тщательно изучать затраты рабочего времени исполнителя и времени использования оборудования.
Рабочее время является одним из наиболее важных ресурсов предприятия. Значение классификации затрат рабочего времени состоит в следующем:
Установление затрат рабочего времени, которое необходимо для выполнения заданной работы и должно регламентироваться;
Эффективное использование рабочего времени оборудования и исполнителя.
Цели классификации затрат рабочего времени заключаются в следующем:
Изучение состояния организации труда и использования рабочего времени;
Наиболее полное выявление потерь времени и их причины;
Установление степени необходимости и целесообразности отдельных затрат времени при выполнении заданной работы, сравнение фактических затрат времени с нормативными величинами;
Изучение и анализ времени использования оборудования во взаимосвязи с рабочим временем работника;
Проектирование рационального баланса рабочего времени;
Определение затрат времени на выполнение заданной работы и отдельных ее элементов;
Сопоставление результатов наблюдений, проводимых как для установления технически обоснованных норм выработки и времени, так и выявление резервов роста производительности труда.
Затраты времени классифицируются исходя из отношения к элементам производственного процесса: предмету труда, работнику и оборудованию.
Рабочее время – это установленный законодательством период времени, в течение которого работник выполняет обусловленные трудовыми обязанностями функции. Рабочее время для исполнителя работ подразделяется на время работы, в течение которого рабочий выполняет ту или иную предусмотренную или же не предусмотренную производственным заданием работу, и время перерывов, в течение которого рабочий не трудится. Структура классификации затрат рабочего времени исполнителя, представленная на рисунке, содержит деление затрат времени по категориям и видам. Данная классификация используется для установления правильных пропорций и абсолютных размеров составных элементов нормируемого времени.
Время работы по выполнению производственного задания состоит из следующих видов затрат рабочего времени:
1. Подготовительно-заключительное время (Т пз) – это время, затрачиваемое рабочим на подготовку к выполнению заданной работы, и действия, связанные с ее окончанием. Сюда относится время: получения производственного задания, инструментов, приспособлений и технологической документации; ознакомления с работой, технологической документацией, чертежом; получения инструктажа о порядке проведения работы; наладки оборудования на соответствующий режим работы; пробной обработки детали на станке; снятия приспособлений, инструмента, сдачи готовой продукции, технологической документации и чертежей.
2. Оперативное время (Т оп) – это время, затрачиваемое непосредственно на выполнение заданной работы (операции), повторяемое с каждой единицей или определенным объемом продукции или работ. Оно подразделяется на основное и вспомогательное время.
2.1. Основное время (Т о) – это время, затрачиваемое рабочим на действия по качественному и количественному изменению предмета труда, его состояния и положения в пространстве.
2.2. Вспомогательное время (Т в) – это время, затрачиваемое рабочим на действия, обеспечивающие выполнение основной работы. Оно повторяется либо с каждой обрабатываемой единицей продукции, либо с определенным ее объемом. К вспомогательному относится время: на загрузку оборудования сырьем и полуфабрикатами; выгрузку и съем готовой продукции; установку и закрепление деталей; открепление и снятие детали; перемещение отдельных механизмов оборудования; перестановку рабочего инструмента и т.д.
3. Время обслуживания рабочего места (Т обс) – это время, затрачиваемое рабочим
на уход за рабочим местом и поддержание его в состоянии, обеспечивающем производительную работу в течение смены. В машинных и автоматизированных производственных процессах оно подразделяется на время технического и организационного обслуживания.
3.1. Время технического обслуживания (Т тех) – это время, затрачиваемое на уход за рабочим местом, оборудованием и инструментом, необходимым для выполнения конкретного задания. К нему относятся затраты времени на заточку и замену изношенного инструмента, регулировку и подналадку оборудования в процессе работы, уборку отходов производства и др.
3.2. Время организационного обслуживания (Т орг) – это время, затрачиваемое на поддержание рабочего места в необходимом состоянии в течение смены. Оно не зависит от особенностей конкретной операции и включает затраты времени: на прием пищи и сдачу смены; раскладку в начале и уборку в конце смены инструмента, документации и других необходимых для работы материалов и предметов; перемещение в пределах рабочего места тары с заготовками или готовыми изделиями; осмотр, опробование, чистку, мойку, смазку оборудования и др.
4. В механизированном и автоматизированном производстве значительный удельный вес в оперативном времени занимает время, затрачиваемое рабочим на наблюдение за работой оборудования . Оно может быть активным и пассивным.
4.1. Время активного наблюдения за работой оборудования (Т а.н) – это время, в течение которого рабочий внимательно следит за работой оборудования, ходом технологического процесса, соблюдением заданных параметров, чтобы обеспечить необходимое качество продукции и исправность оборудования. В рамках этого периода рабочий не выполняет физическую работу, но присутствие его на рабочем месте необходимо.
4.2. Время пассивного наблюдения за работой оборудования (Т п.н) – это время, в течение которого нет необходимости в постоянном наблюдении за работой оборудования или технологическим процессом, но рабочий осуществляет его из-за отсутствия другой работы. Этот период должен быть предметом особо внимательного изучения, так как его сокращение или использование для выполнения другой необходимой работы является существенным резервом повышения производительности труда.
5. При анализе затрат рабочего времени по обслуживанию оборудования и расчете норм времени выделяют перекрываемое инеперекрываемое время .
5.1. Перекрываемое время – это время выполнения рабочим трудовых приемов в период автоматического времени работы оборудования. Перекрываемым может быть основное (активное наблюдение) и вспомогательное время, а также время, относящееся к другим видам затрат рабочего времени.
5.2. Неперекрываемое время – это время выполнения вспомогательных работ и работ по обслуживанию рабочих мест при остановленном оборудовании.
6. Рабочее время включает также время работы, не предусмотренной производственным заданием (Т н.з) – время, затрачиваемое работником на выполнение случайной и непроизводственной работы. Оно не включается в норму штучного времени.
6.1.Время выполнения случайной работы (Т с.р) – это время, затраченное на выполнение работы, не предусмотренной производственным заданием, но вызванной производственной необходимостью (например, транспортировка готовой продукции, выполняемая вместо вспомогательного рабочего).
6.2. Время выполнения непроизводительной работы (Т н.р) – это время, затрачиваемое на выполнение работы, не предусмотренной производственным заданием и не вызванной производственной необходимостью (исправление производственного брака).
Время перерывов в работе подразделяется на время регламентированных и нерегламентированных перерывов.
Время регламентированных перерывов в работе включает в себя время перерывов, обусловленных технологией и организацией производственного процесса (Т п.т), например перерыв в работе машиниста крана во время строповки рабочими поднимаемого груза. К этой категории относится также время на отдых и личные надобности (Т отд).
Время нерегламентированных перерывов в работе – это время перерывов, вызванных нарушением нормального течения производственного процесса. Оно включает в себя время перерывов, вызванных недостатками в организации производства (Т п.н.н): несвоевременной подачей на рабочее место материалов, сырья, неисправностью оборудования, перебоями в подаче электроэнергии и т.д., и время перерывов в работе, вызванных нарушениями трудовой дисциплины (Т п.н.д): опоздание на работу, отлучки с рабочего места, преждевременный уход с работы и т.д.
20. Классификация элементов затрат времени использования машин .
– это время, в течение которого оборудование находится в действии, делится на время его работы и время перерывов в работе. Структура классификации времени использования оборудования представлена на рисунке.

Время работы оборудования – это время, в течение которого оборудование находится в действии независимо от того, выполняется на нем основная работа или нет.
Составными элементами этого времени являются:
- время производительной работы оборудования – время, когда оборудование находится в действии и на нем выполняется основная работа, для которой оно предназначено;
Время на выполнение работ, не предусмотренное производственным заданием , включает время непроизводительной работы оборудования (исправление брака), случайной работы , связанное с изготовлением продукции, не обусловленной заданием, вызванной производственной необходимостью, и холостой работы , когда оборудование находится в действии, но основная работа не выполняется.
Время перерывов оборудования – это время, в течение которого оборудование бездействует по той или иной причине. Оно делится на время:
- регламентированных простоев, связанных с выполнением подготовительно-заключительных работ и обслуживанием оборудования, с выполнением ручной работы, требующей остановки машины, которая предусмотрена технологией и организацией производства или связана с отдыхом и личными надобностями работника;
- нерегламентированных перерывов , связанных с организационно-техническими причинами (несвоевременная подача сырья, материалов и энергии), внеплановый ремонт оборудования в связи с возникшей неисправностью, нарушение трудовой дисциплины рабочими (опоздания, отлучки в процессе работы, преждевременное окончание работы).
Время использования оборудования может быть подразделено на следующие виды:
- нормируемое время , которое включает время производительной работы; холостой работы; простоев в связи с выполнением подготовительно-заключительных работ, простоев в связи с выполнением ручной работы, требующей остановки машины; простоев, обусловленных технологией и организацией производства; простоев, связанных с отдыхом и личными надобностями работника;
- ненормируемое время , которое включает непроизводительную и случайную работу оборудования; простои, связанные с нарушением трудовой дисциплины.
Классификация затрат рабочего времени исполнителя. Здесь под временем работы понимается период, в течение которого работник осуществляет подготовку к работе, ее непосредственное выполнение и завершение. Оно в свою очередь состоит из времени работы по выполнению производственного задания и времени работы, не предусмотренного производственным заданием. Время работы по выполнению производственного задания представляет собой время, затрачиваемое на подготовку и непосредственное выполнение задания. Оно состоит из подготовительно-заключительного времени, оперативного времени и времени обслуживания рабочего места. Подготовительно-заключительное время – это время, затрачиваемое работником на подготовку к выполнению работы и ее завершение (получение задания на работу и ознакомление с ее содержанием, получение материалов, документации, инструментов, сдача готовой продукции, инструментов и др.). Величина подготовительно-заключительного времени не зависит от объема работы по выполнению производственного задания, поэтому, чем больше объем задания, тем меньшая доля подготовительно-заключительного времени приходится на единицу работы по этому заданию. Оперативное время – это время, в течение которого работником или группой работников непосредственно выполняется производственное задание. Оно подразделяется на основное и вспомогательное. Основным называется время, в течение которого предмет труда претерпевает количественные и качественные изменения, а также изменение положения в пространстве. Например, обработка детали в станке в метало- и деревообработке, сшивание деталей изделия в швейном производстве, время активного наблюдения за ходом аппаратного процесса в химическом производстве, управление автомобилем при перевозке грузов в автомобильном транспорте. Вспомогательное время затрачивается исполнителем на действия, обеспечивающие выполнение основной работы (установка в станке и снятие с него предметов труда в станочных производствах, проведение замеров изготавливаемой детали, загрузка аппаратов сырьем и материалами в пищевой промышленности, изменение режимов работы оборудования и т.д.). Время обслуживания рабочего места – это время на уход за рабочим местом и поддержания оборудования в рабочем состоянии. Оно подразделяется на время технического и организационного обслуживания. Время технического обслуживания связано с уходом за оборудованием при выполнении конкретного задания на этом оборудовании (замена изношенных деталей, наладка и смазка оборудования, замена картриджей в оргтехнике и т.п.). Время организационного обслуживания – это время на поддержание рабочего места в работоспособном состоянии (уборка производственных отходов, перемещение в пределах рабочего места тары с заготовками и готовыми изделиями, мойка и уборка автомашин и т.п.). В зависимости от характера участия исполнителя в выполнении производственных операций подготовительно-заключительное время подразделяют на время ручной работы, время машинно-ручной работы и время наблюдения за работой оборудования. Временем ручной работы называют работу без применения машин и механизмов, когда используется только ручной немеханизированный инструмент. Время машинно-ручной работы (в том числе ручной механизированной) - это время, в течение которого работа выполняется машиной при непосредственном участии работника или работником с использованием ручного механизированного инструмента (электродрели, пневматического молотка, бензопилы). В условиях механизированного и автоматизированного производства значительную долю рабочего времени занимает время наблюдения за работой оборудования . Оно может быть активным и пассивным. Время активного наблюдения за работой оборудования состоит в том, что работник непосредственно не выполняет физической работы, но его присутствие обязательно на рабочем месте для наблюдения за ходом технологического процесса. Время пассивного наблюдения – это время, в течение которого отсутствует необходимость постоянного наблюдения за работой оборудования или технологическим процессом, наблюдение ведется периодически. Это время может быть использовано на выполнение других работ, позволяющих осуществлять периодическое наблюдение за самостоятельной работой оборудования.
Производственный процесс можно рассматривать как процесс увеличения затрат времени на изготовляемую продукцию. В связи с этим первый вопрос, который возникает при организации труда, состоит в том, чтобы определить, какие затраты времени являются необходимыми и должны включаться в норму. Важно также определить
Рис. 2.6.1.
эффективность использования фондов времени работников и оборудования. Все эти вопросы решаются исходя из классификации затрат рабочего времени.
Классификация затрат времени может осуществляться по отношению к трем элементам производственного процесса: предмету труда, работникам и оборудованию. Классификация по отношению к предмету труда (рис. 2.6.1) является также и классификацией по отношению к производственному процессу, ибо в данном случае речь идет о затратах времени, необходимых для превращения предмета труда в продукт труда. На основе этой классификации устанавливается состав затрат времени, включаемых в нормы.
При расчете норм труда устанавливаются затраты рабочего времени: подготовительно-заключительного, оперативного, обслуживания рабочего места, на отдых и личные надобности и регламентированных (нормированных) перерывов.
Подготовительно-заключительным называется время, которое затрачивается на подготовку к выполнению данного задания и действия, связанные с его окончанием: получение инструмента, приспособлений, технологической и планово-учетной документации; ознакомление с работой, чертежом; инструктаж о порядке выполнения работы; установка приспособлений и инструмента; наладка оборудования; снятие приспособлений и инструмента после выполнения работы; сдача приспособлений, инструмента, документации. Особенностью подготовительно-заключительного времени является то, что оно затрачивается один раз на работу (партию предметов труда) и не зависит от объема работы, выполняемой по данному заданию. В некоторых производствах подготовительно-заключительное время не выделяется.
Оперативным называется время, затрачиваемое на изменение формы, размеров, свойств предмета труда, а также на выполнение вспомогательных действий, необходимых для осуществления этих изменений. Затраты оперативного времени повторяются с каждой единицей продукции или определенным объемом работ. Оно подразделяется на основное и вспомогательное.
Основное (технологическое) время затрачивается на целенаправленное изменение предмета труда (его размеров, формы, состава, свойств, состояния и положения). Вспомогательное - время, в течение которого производятся загрузка сырья, заготовок, съем готовой продукции, управление оборудованием, изменение режимов его работы, контроль за ходом технологического процесса и качеством продукции.
Временем обслуживания рабочего места называется время, затрачиваемое рабочим на уход за оборудованием и поддержание рабочего места в нормальном состоянии. Время обслуживания рабочего места подразделяется на техническое и организационное. Время технического обслуживания рабочего места затрачивается на уход за оборудованием при выполнении данной конкретной работы. В частности, к этой категории относится время замены изношенного инструмента, подналадки оборудования, уборки стружки и т. д. Время организационного обслуживания затрачивается на уход за рабочим местом, связанный с выполнением работы в течение всей смены. К этой категории относятся затраты времени на раскладку в начале и уборку в конце рабочей смены инструмента, на чистку и смазку оборудования.
Время регламентированных перерывов включает время на отдых и личные надобности и время перерывов по организационно-техническим причинам. Время на отдых и личные надобности устанавливается для поддержания нормальной работоспособности и для личной гигиены. Длительность перерывов на отдых зависит от условий труда. Время на отдых включает также время проведения производственной гимнастики. Время регламентированных (нормированных) перерывов по организационно-техническим причинам объективно обусловлено характером взаимодействия рабочих и оборудования. Устранение этих перерывов практически невозможно или экономически нецелесообразно. Например, если один рабочий обслуживает несколько станков, то во многих случаях невозможно полностью синхронизировать время действия рабочего с машинным временем. Следствием этого являются перерывы, которые должны включаться в норму времени.
Время нерегламентированных перерывов включает простои оборудования и рабочих, вызванные нарушениями установленной технологии и организации производства. Эти перерывы не включаются в норму времени.
При анализе затрат времени работников прежде всего выделяется время их занятости и время перерывов. Время занятости работника включает время выполнения производственного задания и время занятости другими работами. К последнему относится время случайной работы вне установленного плана-графика и время непроизводительной работы (исправление брака, поиск материалов, инструментов, приспособлений и т. п.).
Время занятости можно также разделить на время непосредственной работы, переходов (например, при многостаночной работе) и активного наблюдения за ходом технологического процесса, которое необходимо для того, чтобы обеспечить его нормальный ход. Если рабочий занят активным наблюдением, он не должен выполнять другие функции. Помимо активного, возможно также пассивное наблюдение , которое является одним из видов перерывов в занятости рабочего по организационно-техническим причинам. Время пассивного наблюдения может иметь место при обслуживании автоматических линий, аппаратов, при многостаночной работе. Экономическая целесообразность пассивного наблюдения устанавливается в результате расчетов оптимальных норм обслуживания и численности. По возможности время пассивного наблюдения должно использоваться для выполнения простых функций (раскладка инструмента, уборка рабочего места и т. д.), выполнение которых прекращается, если необходимо вмешательство работника в ход производственного процесса.
При анализе затрат рабочего времени выделяются нерегламентиро- ванные перерывы по организационно-техническим причинам и по вине работника. Время нерегламентированных перерывов по организационно-техническим причинам включает простои оборудования и рабочих из-за ожидания заготовок, документации, инструмента и т. п., а также сверхнормативное время перерывов, связанных с несинхрон- ностью производственного процесса. Время перерывов из-за нарушения трудовой дисциплины (по вине работника) обусловлено поздним началом и преждевременным окончанием работ, сверхнормативным временем отдыха и др.
Для расчета норм труда существенное значение имеет деление затрат времени на перекрываемые и неперекрываемые.
К перекрываемому обычно относят время выполнения рабочим тех элементов трудового процесса, которые осуществляются в период автоматической работы оборудования. Неперекрываемым является время выполнения трудовых приемов (установка заготовки, контроль качества и т. п.) при остановленном (неработающем) оборудовании и время на машинно-ручные приемы.
В более широком смысле к перекрываемым (совмещаемым) следует относить затраты времени на все работы, которые выполняются одновременно (параллельно) с теми элементами операции, которые определяют ее длительность. Особенно важно учитывать перекрываемые затраты времени при выполнении операции несколькими рабочими.
Время, которое оборудование работает без какого-либо участия работников, называется свободным машинным (аппаратурным) временем. Необходимо стремиться к тому, чтобы это время использовалось для многостаночного обслуживания, совмещения функций и профессий.
При установлении норм труда и анализе затрат рабочего времени последние делятся на нормируемые и ненормируемые . К нормируемым относятся необходимые для данных конкретных условий величины затрат основного, вспомогательного времени, времени обслуживания рабочего места, на отдых и личные надобности, регламентированных перерывов по организационно-техническим причинам, подготовительно-заключительного времени. Суммарная величина этих затрат времени на единицу продукции обычно называется штучно-калькуляционным временем (/ шк):
где t ш - штучное время; Т т - подготовительно-заключительное время на партию предметов труда; п - размер партии; t 0 - основное время; t в - вспомогательное время; / 0 б - время обслуживания рабочего места; t mл - время на отдых и личные надобности; t m - время нормированных перерывов по организационно-техническим причинам; / П з - подготовительно-заключительное время на единицу продукции.
Основное время входит в состав t mK полностью, а по остальным слагаемым формулы (2.6.1) учитываются только их неперекрываемые части.
Поскольку в формуле (2.6.1) есть слагаемые, которые не повторяются с каждой единицей продукции (например, t Qб, f 0 ™), величина / шк определяет средние затраты нормированного времени, приходящиеся на единицу продукции по данной операции.
1.3 Классификация затрат рабочего времени ивремени
использования оборудования
Структура затрат рабочего времени. Классификация затрат рабочего
времени исполнителя
Содержание рабочего времени отличается большим разнообразием составляющих его элементов. Для их раскрытия служат классификация затрат рабочего времени исполнителя и классификация затрат рабочего времени использования оборудования.
Классификацию затрат времени можно осуществлять по отношению к трем элементам производственного процесса: предмету труда, работникам и оборудованию.
На рисунке 34 представлена классификация рабочего времени по отношению к предмету труда.
Рис.34.
Схема классификации затрат рабочего времени по отношению
к предмету труда
В любом виде труда рабочее время исполнителя подразделяется на время работы и время перерывов.
Время работы
- это период, в течение которого работник осуществляет подготовку к работе, ее непосредственное выполнение и завершение. Оно состоит из времени работы по выполнению производственного задания и времени работы, не предусмотренной производственным заданием.
Время работы по выполнению производственного задания
- это время, затрачиваемое на подготовку и непосредственное выполнение задания, оно состоит из подготовительно-заключительного времени, оперативного времени и времени обслуживания рабочего места.
Подготовительно-заключительное время
- это время, затрачиваемое работником на подготовку к выполнению работы и на ее завершение.
Оперативное время
- это время, в течение которого работником или группой работников непосредственно выполняется производственное задание. Оно подразделяется на основное и вспомогательное.
Основным
называется время, в течение которого предмет труда претерпевает количественные и качественные изменения, а также изменения положения в пространстве.
Вспомогательное время
затрачивается исполнителем на действия, обеспечивающие выполнение основной работы.
Время обслуживания рабочего места
- это время на уход за рабочим местом и поддержание оборудования в рабочем состоянии. Оно подразделяется на время технического обслуживания и время организационного обслуживания.
В зависимости от характера участия работника в выполнении производственных операций время работы подразделяется на время ручной работы, время машинно-ручной работы и время наблюдения за работой оборудования.
Временем ручной работы
называют работу без применения машин или механизмов, когда используется только ручной немеханизированный инструмент.
Время машинно-ручной работы
- это время, в течение которого работа выполняется машиной при непосредственном участии работника или работником с использованием ручного механизированного инструмента.
Время перерывов в работе
- это период, в течение которого работник, находясь на производстве, не работает. Оно подразделяется на время регламентированных и нерегламентированных перерывов.
Время регламентированных перерывов предполагает время на отдых, личные надобности, производственную гимнастику, время перерывов, установленных технологией и организацией производственного процесса.
Перерывы на отдых и личные надобности предоставляются работникам для восстановления работоспособности в течение рабочей смены, на проведение производственной гимнастики, а также на личную гигиену и естественные надобности.
Классификация затрат рабочего времени использования оборудования
Время использования оборудования подразделяется на время работы и время перерывов.
Время работы оборудования
складывается из времени работы оборудования по выполнению производственного задания и времени работы оборудования, не предусмотренного выполнением производственного задания.
Время работы оборудования по выполнению производственного задания
называется оперативным временем и подразделяется на основное и вспомогательное.
Основное время делится на время машинно-ручное и время машинное.
Машинно-ручным
называют время, в течение которого оборудование работает при непосредственном участии рабочего.
Машинным
называют время автоматической работы оборудования, когда функции рабочего ограничиваются лишь наблюдением и регулировкой.
Вспомогательное время
- это время, неперекрываемое машинным временем, когда оборудование останавливается для выполнения работ по обеспечению основной работы, например, время на установку или снятие детали со станка.
Время перерывов в работе оборудования
делится на время регламентированных и время нерегламентированных перерывов.
Время регламентированных перерывов
подразделяется на время перерывов, связанных с подготовкой оборудования к работе и с его организационно-техническим обслуживанием; на время перерывов, предусмотренных технологией и организацией производственного процесса; на время перерывов для отдыха и личных надобностей рабочего.
Время нерегламентированных перерывов
может возникнуть из-за нарушения производственного процесса, а также вследствие нарушения рабочим трудовой дисциплины.
Методы изучения затрат рабочего времени
Основными методами изучения затрат рабочего времени являются: фотография рабочего времени (индивидуальная и групповая, самофотография, метод моментных наблюдений), фотография времени использования оборудования, фотография производственного процесса, хронометраж и фотохронометраж.
Индивидуальная фотография рабочего времени (ФРВ) - это вид наблюдения, при котором измеряются все без исключения затраты времени исполнителя за определенное время работы. Различают два метода проведения ФРВ: непосредственных замеров времени и моментальных наблюдений. В первом случае регистрируется продолжительность наблюдаемых элементов затрат времени, во втором - фиксируется состояние рабочих мест, а структура затрат времени устанавливается по количеству моментов, когда отмечались соответствующие состояния.
Основными этапами фотографии рабочего времени являются: подготовка, проведение, обработка результатов наблюдения, их анализ и разработка мероприятий по улучшению использования рабочего времени.
В период подготовки к наблюдению необходимо изучить технологический процесс, организацию рабочего места, порядок его обслуживания, распределение и кооперацию труда между группами рабочих.
Фотография с целью изучения потерь рабочего времени выполняется для изучения той организации труда, на которую рассчитываются нормативы.
При обработке данных наблюдений в наблюдательном листе против записи затрат времени ставится их индекс и путем вычитания предыдущего времени из последующего определяется величина этих затрат. На основании этих данных составляется сводка затрат времени рабочим.
Далее проводится анализ результатов наблюдений. При этом определяются нерациональные затраты и потери рабочего времени. Устанавливается их причина. В процессе анализа фактические затраты подготовительно-заключительного времени, времени организационного и технического обслуживания сравниваются с нормативными, которые определяются на основе проектирования наиболее эффективной системы обслуживания рабочих мест. Необходимое время на отдых и личные на личные надобности устанавливаются на основе отраслевых нормативов для данных условий труда и проектирования рационального режима труда и отдыха.
После этого составляется фактический и проектируемый балансы затрат рабочего времени. На их основе могут быть установлены доли оперативного времени, времени на облуживания, времени потерь по различным причинам и т. д., в сменном фонде времени.
Например, удельный вес оперативного времени находится по формуле (4):
Коп = Топ / Тнабл * 100, (4)
где Топ- оперативное время за период наблюдения Тнабл.
При сопоставлении нормативного баланса все потери и нерациональные затраты рабочего времени исключаются за счет увеличения оперативного времени.
Сопоставление фактического и нормативного времени балансов позволяет определить возможный рост производительности труда по каждому предложению, направленному на устранение потерь и непроизводительных затрат рабочего времени (5):
П = ((Топн- Топф) / Топф)* 100, (5)
где Топн, Топф- проектируемое (нормативное) и фактическое оперативное время, мин.
Исходя из формулы (5) могут быть рассчитаны величины П по каждому мероприятию, направленному на уменьшение затрат времени.
На основе сопоставления фактической и проектируемой организации труда разрабатывается план мероприятий по улучшению использования рабочего времени с указанием сроков их выполнения, ожидаемого эффекта, необходимых затрат, источников финансирования и ответственных за выполнение.
Групповая (бригадная) фотография рабочего времени проводится для одновременного наблюдения за группой работников.
Пример бригадной фотографии рабочего времени приведен в таблице 10.
Таблица 10
Наблюдательный лист бригадной фотографии рабочего времени
№
|
Наименование
|
Рабочие |
Индексы |
|||
Опоздание |
||||||
Очистка опок |
||||||
Получение |
||||||
Подготовка |
||||||
Формовка |
||||||
Разговор с членами бригады |
||||||
Формовка |
||||||
Уход с рабочего места за стержнями |
||||||
Формовка |
||||||
Формовка |
||||||
Разгрузка |
||||||
Формовка |
||||||
Разгрузка |
||||||
Формовка |
||||||
Ожидание опок |
||||||
Формовка |
||||||
Формовка |
12-00 |
12-00 |
||||
Позднее начало |
||||||
Разгрузка |
||||||
Уход с рабочего места |
||||||
Формовка |
||||||
Формовка |
||||||
Разгрузка |
||||||
Уход с рабочего места |
||||||
Формовка |
||||||
Разгрузка |
||||||
Преждевременный уход с работы |
||||||
Массовая фотография рабочего времени большого числа работников проводится методом моментных наблюдений. Метод состоит в том, что при наблюдении регистрируются не затраты времени, а число повторений, относящихся к каждой категории затрат рабочего времени.
Число моментов, которое следует зафиксировать, определяется по формуле (6):
М = (а2 * (1-К)) / (К*Р2) * 1002, (6)
где К - удельный вес исследуемой категории затрат рабочего времени всумме всех затрат за время наблюдения;а - коэффициент, зависящий от заданной вероятности;Р - допустимая величина относительной ошибки наблюдений
(3-10 %).
Количество моментов (замеров) в зависимости от коэффициента средней загруженности рабочих (оборудования) определяется по формуле (7):
М= (2*(1- К) * 1002) / К * О2, (7)
где К - коэффициент загруженности рабочих; О - величина относительной ошибки результатов наблюдений.
Для серийного и мелкосерийного производства (8):
М= (3*(1- К) * 1002) / К * О2, (8)
Самофотография рабочего дня проводится самими работниками (табл. 4).
Таблица 11
Самофотография рабочего дня
Рабочий: Иванов И. И. Участок сборки |
||
Слесарь-сборщик Стаж работы: 1 год Разряд рабочего: III |
||
Причины потерь рабочего времени |
Потери рабочего времени, мин. |
|
Отсутствие деталей на сборку |
||
Ожидание крана из-за неисправности |
||
Ожидание контрольного мастера для сдачи работы |
||
Всего потерь |
||
Фотография времени использования оборудования проводится теми же методами, что и фотография рабочего дня работников.
Хронометраж - вид наблюдения за циклически повторяющимися элементами оперативной работы, а также за отдельными элементами работ подготовительно-заключительных и по обслуживанию рабочего места.
Его основное назначение состоит в определении продолжительности повторяющихся элементов производственных операций для разработки норм и нормативов по труду, выявления и изучения рациональных приемов и методов труда, проверки установленных норм, выявление причин невыполнения норм отдельными работниками.
Подготовка к хронометражу обычно включает выбор объектов наблюдения, расчленение операции на элементы, установление фиксажных точек, определение числа наблюдений, заполнение документации.
Выбор объектов наблюдения определяется целью проведения хронометража. Если цель хронометража - установление или уточнение нормы времени, то в качестве объектов наблюдения обычно рекомендуются рабочие или бригады, результаты деятельности которых находятся на уровне между средней производительностью, достигнутой всеми рабочими, и производительностью передовых рабочих. Важно учитывать, что при обычной методике хронометража фиксируется фактически установившийся темп работы на данном участке, который может не соответствовать нормальной для данных условий интенсивности труда.
При проведении хронометража для разработки нормативов объектами наблюдения должны быть типовые исполнители данной работы, обладающие необходимыми психофизиологическими характеристиками, квалификацией и выполняющие операции в необходимом темпе.
Определив объект наблюдения, составляют подробное описание операции, которое вносят в специальный документ-хронокарту. На лицевой стороне хронокарты записываются все данные об операции, оборудовании, инструменте, материале, рабочем, указывается состояние организации и обслуживания рабочего места.
При подготовке к хронометражу исследуемую операцию делят на элементы: комплексы приемов, приемы, действия, движения. Степень деления операции зависит в основном от типа производства. Наибольшая детализация элементов трудового процесса осуществляется при массовом выпуске продукции.
После разделения операции на элементы устанавливают их границы, определяемые по фиксажным точкам.
Фиксажные точки
- это резко выраженные моменты начала и окончания элементов операции. Например, фиксажными точками могут быть: прикосновение руки к инструменту или заготовке, характерный звук при начале процесса резания металла и т. д.
При выборочном хронометраже для каждого элемента операции устанавливают начальную и конечную фиксажные точки. Если хронометраж проводится по текущему времени, то для первого элемента операции устанавливаются начальная и конечная фиксажные точки. Для остальных элементов определяются только конечные фиксажные точки, они же будут и начальными для следующих за ними элементов.
При подготовке к хронометражу устанавливается необходимое количество наблюдений. В данном случае речь идет о предварительной оценке. Это связано с тем, что длительность элемента операции является случайной величиной.
Наиболее простой оценкой является коэффициент устойчивости (Ку), определяемый отношением максимальной продолжительности наблюдаемого элемента операции tmaxк минимальной tmin (9):
Ку = tmax / tmin, (9)
Ориентировочные значения нормативных коэффициентов устойчивости рекомендуются НИИ труда.
Для повышения обоснованности результатов хронометража целесообразно использовать более точные статистические оценки (дисперсию, среднее линейное отклонение и т. д.).
При проведении замеров длительности элементов операций наблюдатель должен определять фиксажные точки и соответствующие им моменты времени, фиксировать в наблюдательном листе все отклонения от нормального режима работы. Методика выполнения хронометражных наблюдений существенно зависит от применяемых технических средств.
После получения необходимого количества замеров проводится обработка данных наблюдений. Для каждого элемента операции получают ряд значений его продолжительности, то естьхронометражный ряд. Первым этапом его обработки является исключение дефектных замеров, которые выявляются прежде всего на основе записей в наблюдательном листе об отклонениях от нормального режима работы.
Затем проводится анализ хроноряда. Обычно для этого используются фактические коэффициенты устойчивости, рассчитанные по формуле (9). Их значения сравнивают с нормативными.
Если фактический коэффициент устойчивости не больше нормативного, то хроноряд считается устойчивым, в противном случае рекомендуется исключить максимальное значение продолжительности элементов операции, а затем вновь рассчитать данный коэффициент.
После исключения дефектных замеров находится средняя продолжительности каждого элемента операции. Обычно эта величина определяется как средняя арифметическая значений хроноряда, соответствующих нормальным условиям работы.
Последний этап хронометража - анализ результатов, который включает выявление лишних движений и действий, оценку возможности их совмещения и уменьшения длительности.
По результатам анализа окончательно устанавливается необходимое время на выполнение операции.
Фотохронометраж - это метод наблюдения, при котором изучается не только продолжительности выполнения отдельных элементов оперативного времени, но и время подготовительно-заключительное, обслуживания рабочего места, перерывов в работе.