Świadectwo kontroli próbki szwów spawanych. Certyfikat spawania złącza testowego
Kontrola spoin jest niezbędną częścią zatwierdzania różnych projektów przed użyciem. Metody i wyniki czynności weryfikacyjnych znajdują odzwierciedlenie w specustawie.
Akta
Jak sprawdzane są spoiny
W rzeczywistości do badania szwów spawalniczych można zastosować różne metody, na przykład metody ultradźwiękowe, magnetyczne, chemiczne, kapilarne i inne zaawansowane technologicznie. Jednak klasyka, wciąż aktualna i pożądana, to zwykła kontrola wzrokowa. Jego cel: aby szew był wysokiej jakości, dobrze zgrzany, nie miał podcięć, zwisów, przypaleń, nadmiernego łuszczenia i innych wad. Zalety tego typu badań są dość oczywiste: nie wymagają dużych nakładów, a jednocześnie są dostępne i wystarczająco pouczające, ale wraz z tym są też wady: subiektywność badania, niska wiarygodność, umiejętność zbadaj tylko widoczną część szwu.
Oględziny można przeprowadzić zarówno gołym okiem (najczęściej w przypadku dużych, dobrze widocznych szwów), jak i przy użyciu różnych urządzeń, takich jak soczewki, mikroskopy, endoskopy, defektoskopy itp.
Służą do wykrywania najmniejszych wad ukrytych, które są trudne do wykrycia przy pomocy prostej kontroli zewnętrznej strony spoiny (np. mikroskopijne pęknięcia, wyszczerbienia, rozwarstwienia, pęknięcia itp.). Jednocześnie istnieją urządzenia przeznaczone wyłącznie do użytku w laboratoriach oraz takie, które można wykorzystać „w terenie”. Te ostatnie są w stanie wytrzymać wszelkie warunki temperaturowe i pogodowe (w tym takie, które mają podwyższony współczynnik promieniowania, zagrożenie chemiczne, bakteriologiczne itp. dla ludzi).
Dlaczego potrzebujesz kontroli spoiny
Cel takiego dogłębnego badania jest dość oczywisty: z reguły wszelkie konstrukcje, w których stosuje się spawanie, są zaprojektowane tak, aby wytrzymać pewne, dość poważne obciążenie (dotyczy to zwłaszcza konstrukcji budowlanych). A każde odstępstwo od norm technicznych, które nastąpiło podczas ich wytwarzania grozi, że konstrukcja nie wytrzyma i nie pęknie, co z kolei może prowadzić nie tylko do strat finansowych, ale także do zagrożenia życia i zdrowia ludzi.
Często spoiny są sprawdzane nie tylko po wykonaniu konstrukcji, ale także w trakcie jej eksploatacji – wynika to z faktu, że mogą podlegać korozji i innym niekorzystnym skutkom. Regularne kontrole są również konieczne podczas napawania kilku warstw na zużytej konstrukcji, podczas gdy każda ukończona warstwa jest kontrolowana, mierzona jest długość szwu, grubość metalu nieszlachetnego, a dane te są porównywane z ustaloną normą dla tego odcinka, biorąc pod uwagę jego obciążenie.
Częstotliwość kontroli jest określona przez przepisy ustawowe i wykonawcze firmy.
Terminowe i wysokiej jakości badania wizualne umożliwiają jak najszybsze wykrycie zniszczenia szwu, a także zrozumienie przyczyn i znalezienie sposobu na ich wyeliminowanie.
Kto dokonuje oględzin i sporządza akt?
Wstępną kontrolę jakości spoiny wykonuje spawacz, który ją wykonał. Dalszą kontrolę sprawują inni pracownicy: na przykład kierownik budowy, inżynier itp. Ważne jest, aby osoby te posiadały niezbędną wiedzę z zakresu techniki oględzin spawanych szwów, a także były wyposażone w niezbędne przyrządy i urządzenia. Powinni również mieć pomysł na wykonanie czynności oględzin spoin.
Format aktu
Dziś nie ma jednego standardu ustawy, co oznacza, że można to zrobić w dowolnej formie. Jeśli jednak organizacja ma własny szablon dokumentu, który jest opracowywany i zatwierdzany przez kierownictwo, należy go stosować. Dobrze, jeśli format aktu zostanie określony w polityce rachunkowości przedsiębiorstwa.
Cechy rejestracji świadectwa oględzin spawanych szwów
Co do projektu aktu również nie ma wymagań, to znaczy, że można go napisać odręcznie lub przepisać na komputerze, nadaje się do tego formularz z logo firmy i detalami oraz zwykła kartka papieru. Jedyna rzecz: jeśli sporządzono formularz elektroniczny, należy go wydrukować do podpisu w nim osób odpowiedzialnych. Czynność sporządza się w jednym oryginalnym egzemplarzu, któremu należy nadać numer.
Rejestracja i przechowywanie aktu
Informację o akcie należy wpisać do specjalnego dziennika księgowego, w którym wystarczy odnotować jego numer i datę powstania. Okres przechowywania gotowego aktu ustala administracja przedsiębiorstwa indywidualnie, w oparciu o normy ustanowione przez prawo, a także wewnętrzne potrzeby firmy.
Akt musi być przechowywany w osobnym folderze albo w jednostce strukturalnej, w której został utworzony, albo w archiwum organizacji.
Jeśli potrzebujesz sporządzić zaświadczenie o kontroli spoin, czego nigdy wcześniej nie robiłeś, skorzystaj z poniższej próbki i zapoznaj się z uwagami do niej – pomogą Ci sporządzić wymagany dokument bez błędów i niejasności.
- Przede wszystkim wprowadź do aktu nazwę przedsiębiorstwa, a następnie przypisz numer do dokumentu, wskaż datę i miejsce jego powstania.
- Następnie wpisz w akcie stanowiska pełne imię i nazwisko pracowników, którzy sprawdzili spawany szew (jeśli są to przedstawiciele różnych przedsiębiorstw, podaj nazwy każdego z nich).
- Następnie przejdź do części głównej: podaj informacje o kontrahencie: stanowisko, imię i nazwisko, następnie wpisz tutaj dane dotyczące badanych spoin: ich numer, gatunek stali i inne wartości identyfikacyjne.
- Wskazać urządzenia i urządzenia, które zostały użyte podczas kontroli, wszystkie zastosowane metody, ich wyniki, a także podać zalecenia dotyczące dodatkowych metod badania.
- Na koniec koniecznie podsumuj obecną kontrolę, złóż swoje podpisy.
rozmiar czcionki
DECYZJA Gosgortekhnadzor Federacji Rosyjskiej z dnia 11-06-2003 92 W SPRAWIE ZATWIERDZENIA INSTRUKCJI KONTROLI WIZUALNEJ I POMIAROWEJ (2020) Stan aktualny w 2018 r.
AKT WIZUALNEJ I/LUB POMIAROWEJ KONTROLI JAKOŚCI ZGRZEWANYCH SZWÓW W PROCESIE ZGRZEWANIA POŁĄCZENIA
______________________ (organizacja) ACT N _____ od __________ kontrola wizualna i/lub pomiarowa jakości szwów spawalniczych podczas spawania złącza __________________________________________________________________ (nazwa wyrobu i numer złącza) 1. Akt ten potwierdza fakt, że spawacz wykonał ____________________________________________________ imię i nazwisko , pieczęć _____________________ połączenia _______ (patrz formularz zgrzewania), rodzaj (rodzaje) wykonanych złączy ______________________________________________________ wskazać metodę i pozycję zgrzewania zgodnie z wymaganiami technologii zgrzewania __________________ __________________________________________________________________ wskazać kod technologii i nie można jej kontrolować ______________________________________ wskazać metoda kontroli określona przez __________________________________________________________________ w dokumentacji projektowej 2. Z wizualizacją warstwa po warstwie i kontrola pomiarowa z oceną jakości wg norm __________________________________ dla kategorii __________________________________________________________________ (kod lub nazwa DN) stwierdzono, że złącze spawane zostało uznane za odpowiednie i spełnia wymagania __________________________ (należy podać DN lub dokumentację projektową) wykonał: ________________________________________________ Poziom kwalifikacji Nazwisko, inicjały, podpis N świadectwa kwalifikacji Kierownik prac nad kontrolą wizualno-pomiarową: ________________________________________________________ Nazwisko, inicjały, podpis Uwaga. Dla każdej spawanej konstrukcji (połączenia lub grupy połączeń), która jest kontrolowana podczas procesu spawania, sporządzany jest akt. Wymagania dotyczące projektu „Protokołu wymiarów _____________” (wyrobu) Protokół wymiarów sporządza się tylko wtedy, gdy jest to wskazane w ND lub PKD dla kontrolowanego wyrobu. Protokół wymiarów produktu (tabela) musi zawierać rzeczywiste wymiary produktu, wykonane w określonych sekcjach, które określa „Schemat pomiarowy ______________”. Formę wymiarów Protokołu (wyrobu) ustala się podczas projektowania i technologicznego przygotowania prac kontrolnych. Protokół podpisują osoby dokonujące pomiarów oraz kierownik robót kontroli wizualno-pomiarowej, podając nazwisko i inicjały. Wymagania dotyczące treści „Dziennika prac i ewidencji wyników kontroli wizualno-pomiarowej” Wyniki kontroli wyrobów, wyrobów i przedmiotów są odnotowywane w „Dzienniku rozliczeń pracy i ewidencji wyników kontroli wizualno-pomiarowej” ”, który wskazuje: 1) nazwę i rodzaj (rodzaj) kontrolowanego obiektu, jego numer lub kod; 2) lokalizację i, w razie potrzeby, wielkość kontrolowanych obszarów na kontrolowanym obiekcie; 3) warunki kontroli; 4) dokument kontroli produkcji, jego numer; 5) sposób kontroli pomiarowej i stosowane przyrządy (narzędzia); 6) markę i numer partii materiału przedmiotu kontroli, a także oznaczenie normy lub specyfikacji technicznej materiału oraz numer rysunku przedmiotu (ten ostatni dotyczy tylko części i zespołów montażowych); 7) główne cechy defektów zidentyfikowanych podczas testowania (kształt, rozmiar, położenie lub orientacja względem podstawowych osi lub powierzchni testowych); 8) nazwę lub kod dokumentu normatywnego, według którego przeprowadzono ocenę jakości; 9) ocena wyników kontroli; 10) datę kontroli. Uwaga. Dopuszcza się stosowanie zamiast podanych innych form dokumentów opracowanych przez organizację zgodnie z wymaganiami aktualnej dokumentacji regulacyjnej i technicznej, które zapewniają identyfikację i identyfikowalność części, zespołów, produktów podczas procesu produkcyjnego (instalacja, naprawa ), ustalanie kontrolowanych parametrów, objętości i metod kontroli, dokumentacja ewidencyjna i księgowa kontroli wizualnej i pomiarowej.
Załącznik G do Instrukcji kontroli wizualnej i pomiarowej (zalecane)
Nr ACT _____ od __________ wizualna i/lub pomiarowa kontrola jakości spawów w procesie zgrzewania złącza ______________________________________________________________________ (nazwa wyrobu i numer złącza) 1. Niniejsza ustawa potwierdza, że spawacz wykonał ________________________________________________________ imię i nazwisko, pieczęć _______________________ złącza _________ (patrz formularz zgrzewania) , rodzaj (rodzaje) wykonanych połączeń __________________________________________________________ wskazać metodę i położenie zgrzewania zgodnie z wymaganiami technologii zgrzewania ______________________ ______________________________________________________ wskazać kod technologii i niedostępne do kontroli __________________________________________ wskazać sposób kontroli wymagane przez _________________________________________________________ dokumentacja projektowa 2. Z kontrolą wizualną i pomiarową warstwa po warstwie z ocena jakości wg norm _____________________________________ dla kategorii ______________________________________________________________________ (kod lub nazwa WN) stwierdzono, że złącze spawane zostało uznane za odpowiednie i spełnia wymagania _____________________________________________ (należy podać WN lub dokumentację projektową) Kontrola wykonana przez: _____________________________________ Kwalifikacja poziom, Nazwisko, inicjały, sygn. świadectwo kwalifikacyjne Kierownik prac nad kontrolą wizualną i pomiarową: ____________________________________________________________ Nazwisko, inicjały, podpis Uwaga. Dla każdej spawanej konstrukcji (połączenia lub grupy połączeń), która jest kontrolowana podczas procesu spawania, sporządzany jest akt. Wymagania dotyczące projektu „Protokołu wymiarów _____________” (wyrobu) Protokół wymiarów sporządza się tylko wtedy, gdy jest to wskazane w ND lub PKD dla kontrolowanego wyrobu. Protokół wymiarów produktu (tabela) musi zawierać rzeczywiste wymiary produktu, wykonane w określonych sekcjach, które określa „Schemat pomiarowy ____________”. Forma Protokołu Wymiarowego (wyrobu) ustalana jest podczas projektowania i przygotowania technologicznego prac kontrolnych. Protokół podpisują osoby dokonujące pomiarów oraz kierownik robót kontroli wizualno-pomiarowej, podając nazwisko i inicjały.
Wymagania dotyczące treści „Dziennika prac i rejestracji wyników kontroli wizualno-pomiarowej”
Wyniki kontroli wyrobów, wyrobów i przedmiotów są odnotowywane w „Dzienniku rozliczania prac i rejestracji wyników kontroli wizualnej i pomiarowej”, w którym wskazano:
1) nazwę i rodzaj (typ) kontrolowanego obiektu, jego numer lub kod;
2) lokalizację i, w razie potrzeby, wielkość kontrolowanych obszarów na kontrolowanym obiekcie;
3) warunki kontroli;
4) dokument kontroli produkcji, jego numer;
5) sposób kontroli pomiarowej i stosowane przyrządy (narzędzia);
6) markę i numer partii materiału przedmiotu kontroli, a także oznaczenie normy lub specyfikacji technicznej materiału oraz numer rysunku przedmiotu (ten ostatni dotyczy tylko części i zespołów montażowych);
7) główne cechy defektów zidentyfikowanych podczas testowania (kształt, rozmiar, położenie lub orientacja względem podstawowych osi lub powierzchni testowych);
8) nazwę lub kod dokumentu normatywnego, według którego przeprowadzono ocenę jakości;
9) ocena wyników kontroli;
10) datę kontroli.
Uwaga. Dopuszcza się stosowanie zamiast podanych innych form dokumentów opracowanych przez organizację zgodnie z wymaganiami aktualnej dokumentacji regulacyjnej i technicznej, które zapewniają identyfikację i identyfikowalność części, zespołów, produktów podczas procesu produkcyjnego (instalacja, naprawa ), ustalanie kontrolowanych parametrów, objętości i metod kontroli, dokumentacja ewidencyjna i księgowa kontroli wizualnej i pomiarowej.
Aby przeprowadzić wysokiej jakości i pełnoprawną ocenę wydajności różnych systemów i konstrukcji w przedsiębiorstwach przemysłowych, konieczne jest sprawdzenie spoin na przykład kilkoma metodami. Wszystkie metody są podzielone zgodnie z zasadą oddziaływania na badany obiekt na dwie szerokie grupy: metody badań nieniszczących i metody badań niszczących. Metody z pierwszej grupy są preferowane i praktyczne w zastosowaniu, ale wiele z nich jest dość drogich i ma swoje własne cechy wykonania. Dlatego bardziej ekonomiczne jest rozpoczęcie dowolnej kontroli spoiny najprostszą metodą - wizualnej kontroli jakości.
Ta metoda kontroli jest uważana za najbardziej dostępną i operacyjną i dlatego jest obowiązkową, wstępną metodą badania przed przeprowadzeniem jakiejkolwiek innej metody testowania szwu.
Prosta optyczna metoda potwierdzania jakości spawania metali
Kontrolę dowolnego złącza spawanego zaczyna się przeprowadzać nawet przy bezpośrednim wykonaniu spoiny. Kontrola wizualna jest częścią pracy spawacza, który okresowo przeprowadza oględziny zewnętrzne (na brak przebicia, podcięcie i wierność nóg) kilka razy, aż do zakończenia całego nakładu pracy. Jest to również najstarsza metoda kontroli pracy końcowej i jej istota nie uległa znaczącym zmianom, ale technika realizacji uległa w ostatnich latach poprawie. Sprawdzenie spoiny
Definicja teoretyczna i narzędzia do realizacji
Kontrola wzrokowo-pomiarowa (VIM) szwów spawanych to badanie zewnętrzne odpowiednio dużych konstrukcji spawanych, zarówno gołym okiem, jak i przy pomocy różnych urządzeń technicznych w celu wykrycia mniejszych wad, których początkowo nie można zwizualizować, a także z wykorzystaniem konwertery informacji wizualnych na telemetrię. VIC odnosi się do organoleptycznych (zmysłowych) metod kontroli i jest przeprowadzany w widzialnym spektrum promieniowania. Oględziny w poszukiwaniu wad teoretycznych przeprowadza się od zewnątrz spoiny, gdzie w przypadku ich wykrycia możliwe jest wykonanie minimalnych pomiarów za pomocą przyrządów i przyrządów optycznych, aby zakończyć czynność oględzin.
Specjaliści-inspektorzy używają kilku rodzajów narzędzi podczas przeprowadzania kontroli wizualnej połączeń spawanych.
- Lupy pomiarowe, teleskopowe, podłogowe;
- soczewki;
- mikroskopy;
- endoskopy itp.
Aby przeprowadzić kontrolę w różnych warunkach pracy:
- Urządzenia warsztatowe. Zakres temperatur pracy od +5 ° С do +20 ° С, warunki pełnego spoczynku, normalne ciśnienie atmosferyczne, umiarkowana wilgotność.
- Urządzenia do użytku w terenie. Zakres temperatur roboczych wynosi od -55 ° С do +60 ° С, warunki umiarkowanego wstrząsania, wibracji, opadów atmosferycznych.
Zastosowanie tych urządzeń pozwala na dokładniejsze wyszukiwanie defektów oraz wizualno-optyczną kontrolę jakości spoin na dowolnym obiekcie.
Kontrola wizualno-optyczna to drugi etap kontroli wzrokowej o szerszym, zwiększonym zakresie badań dzięki zastosowaniu przyrządów optycznych. W zależności od zastosowania metoda przeznaczona jest dla trzech głównych grup:
- Do wyszukiwania i analizy ukrytych przedmiotów. Stosowane są następujące urządzenia: endoskopy, boroskopy, systemy wideo, defektoskopy peryskopowe.
- Do kontroli przedmiotów oddalonych od miejsca pracy defektoskopisty. Zakres stosowania - odległość nie większa niż 250 mm od oka kontrolera. Stosowane są urządzenia: lupy teleskopowe, lornetki, lunety.
- Do pomiarów małych pobliskich obiektów. Zasięg aplikacji z oka specjalisty w odległości równej lub mniejszej niż 250 mm. Stosowane urządzenia: lupy, mikroskopy.
Kontrola wizualna spawanych szwów jest wymagana również w warunkach nieodpowiednich dla ludzkich narządów zmysłów. W takich obszarach jak: wysokie temperatury, niebezpieczne promieniowanie tła, zewnętrzne środowisko aktywne chemicznie i inne. A także w warunkach, gdy konfiguracja badanego obiektu i jego konstrukcja nie pozwalają na pełną analizę jakości i pomiar wad w spawanych szwach (np. ze względu na dużą wysokość obiektu lub jego podziemne położenie). Wówczas oprócz przyrządów optycznych do wyszukiwania i analizy ukrytych obiektów wykorzystywane są:
- platformy do zdalnego sterowania;
- instalacje termowizyjne;
- urządzenia oświetleniowe;
- automatyczne systemy transportowe;
- kontrolowane roboty.
W ten sposób konwertery informacji wizualnej umożliwiają kontrolę szwów spawalniczych jeziorka gorącego metalu podczas procesu przetapiania.
Kontrola pomiarowa jest ważnym elementem VIC, który jest przeprowadzany zgodnie ze ścisłymi zasadami kontroli i przepisami regulującymi jakość. Polega na przypisaniu wadzie kategorii lub typu według jednej z cech w postaci określonej wielkości fizycznej uzyskanej w wyniku praktycznego pomiaru. Przyrządy pomiarowe i ich wskaźniki metrologiczne są określone w dokumentach regulacyjnych.  Przyrząd pomiarowy
Przyrząd pomiarowy
W trakcie kontroli pomiarowej wykorzystywane są następujące narzędzia, które mogą znaleźć się w obowiązkowym zestawie inspektora nadzoru technicznego lub go uzupełnić:
- lupy pomiarowe;
- kwadraty testowe zakrzywione 90 0;
- goniometry z noniuszem;
- suwmiarki, wysokościomierze i głębokościomierze;
- sondy;
- mikrometry;
- mierniki ścianek rur i mierniki grubości wskaźników;
- mikrometry;
- kalibry;
- metalowy miernik długości (miary taśmowe, stalowe linijki);
- mikrometry wewnętrzne i wskaźnik;
- szablony: specjalne, promieniowe, gwintowane itp.;
- UShS-2, UShS-3 (szablony parametrów geometrycznych szwów);
- płyty powierzchniowe;
- zestaw specjalnych akcesoriów.
Ta metoda kontroli, VIC, odnosi się do metod, które są możliwe do zrealizowania przy minimalnym zestawie narzędzi. Polega na zbieraniu informacji i opiera się na kwalifikacjach specjalisty, czynnika ludzkiego, ale pozwala na sporządzenie aktu oględzin spoin, który jest uważany za dokument obiektywny.
Istota kontroli zewnętrznej
Jakość tworzenia spawów na powierzchni dobrze nadaje się do oceny przez profesjonalne badanie. Charakterystyczny szew „jakość” lub „nie jakość” jest raczej arbitralny, ponieważ jest to wartość porównawcza.
Kontrola jakości spawanych szwów oraz inspekcja konstrukcji konstrukcji, rurociągów, budynków odbywa się w trzech powiązanych ze sobą etapach.
Procedura krok po kroku przeprowadzania VIC
- Kontrola wzrokowa (pomiarowa). Wstępna kontrola szwu pod kątem korozji i ewentualnych wad z prymitywnymi pomiarami: szerokość, grubość, noga.
- Kontrola jakości połączeń spawanych. Kontrola jakości przeprowadzana jest w celu wyjaśnienia parametrów widocznych wad (po zakończeniu aktu kontroli wstępnej), wielkości wad i zniekształceń spawanych szwów (odchylenie procentowe od dopuszczalnej normy).
- Szczegółowe (instrumentalne) badania i rejestracja wyników. Stosowane są bardziej precyzyjne metody:
- metoda prądów wirowych do określania stopnia zużycia spoiny i zmęczenia metalu na zgięciach;
- ultradźwiękowe badania złączy spawanych w celu wykrycia poważnych głęboko osadzonych wad;
- wykrywanie defektów kapilarnych na powierzchni i przez defekty i tak dalej.
Terminowe i wysokiej jakości inspekcje pozwalają na wczesnym etapie zidentyfikować zniszczenie spoiny lub wady spawalności, a następnie wyjaśnić przyczyny wady dowolną nieniszczącą metodą wykrywania wad.
Zalety i wady tej techniki
Zalety metody VIC:
- Prosta i niedroga metoda.
- Zbierając informacje o jakości projektu, pozwala uzyskać do 50% całkowitej objętości.
- Nie jest pracochłonna i nie wymaga drogiego sprzętu.
- Łatwe do sprawdzenia i ponownego uruchomienia.
Wady VIC:
- Czynnik ludzki, który wpływa na 100% wyników.
- Niska wiarygodność uzyskanych wyników, subiektywność.
- Służy tylko do wyszukiwania dużych wad (nie mniej niż 0,1 - 0,2 mm) i podejrzeń o możliwe.
- Ograniczone badania tylko do widocznej części konstrukcji.
- Ważna jest wiedza techniczna pracowników, którzy muszą wybrać odpowiednią metodologię pomiaru, szablon porównawczy lub standardy i podać dokładną ocenę wyników pomiarów.
Z punktu widzenia metody i jakości diagnostyki nawet niedoskonałe oględziny szwów są metodą niezbędną, zarówno na etapie złożonej diagnostyki, jak i w całym procesie technologicznym. 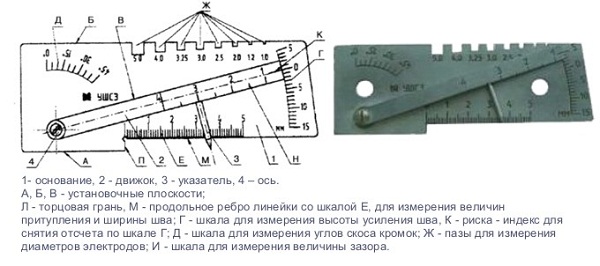 Uniwersalny szablon spawarki
Uniwersalny szablon spawarki
Możliwości metody wykrywania wad
Spawane szwy podlegają oględzinom:
- przy wykonywaniu prac nawierzchniowych na etapie „odbioru - dostawy” należy dokonać oględzin;
- podczas kontroli wielowarstwowego złącza spawanego (kontrola warstwa po warstwie);
- podczas kontroli końcowej miejsc styku łuku spawalniczego z powierzchnią materiału podstawowego.
- przy montażu części z zespołów montażowych;
- w automatycznej produkcji części spawanych i technicznej ocenie jakości materiału zgodnie z procesem technicznym;
- po upływie ustalonej żywotności zgrzewanych szwów.
Kontrola wzrokowa spoin wymaga obowiązkowego pomiaru i wykluczenia następujących wad:
- pęknięcia powierzchni;
- widoczne poważne wady;
- słaba jakość usuwania metalu w strefach spawania (zwłaszcza łączników technologicznych),
a także kontrolę i potwierdzenie dostępności:
- branding (znakowanie) szwu i wierność jego wykonania;
- szerokość i wysokość szwu, wypukłość i wklęsłość szwu;
- prawidłowe wymiary ramion spoiny pachwinowej.
Wykrywalne wady
Badając gołym okiem szwy spawane, można dokonać oceny:
- nierówności wysokości i szerokości szwów;
- nadmierne skalowanie;
- zwiotczenie;
- podcięcia;
- nadmierne wzmocnienie lub osłabienie szwów;
- kratery niespawane;
- przepalić;
- parametry ramion spoiny pachwinowej.
Lupy i mikroskopy pozwalają wykryć: - obowiązkowy etap w pracy z metalem.
Toczenie blach i części odbywa się za pomocą specjalnego sprzętu. Przeczytaj więcej na ten temat.
Potrzebujesz szybko i wydajnie ciąć metal? Tutaj opisano skuteczny sposób.
Obszary wdrażania tej techniki
Oględziny zewnętrzne spoiny wykonuje się przed zabiegiem czyszczenia, wygrzewania lub obróbki, a także po nim.
Przy ocenie jakości spoiny stosuje się VIC:
- Jako informacyjna metoda opisu ogólnego stanu zewnętrznego.
- Jako teoretyczna metoda oceny stanu wewnętrznego szwu i jako powód do zalecenia dokładniejszej kontroli.
- Jako metoda oceny warunków pracy danego złącza, konstrukcji, systemu i całego produktu.
- Jako metoda kontrolna do wykrywania poważnych naruszeń procesu technologicznego.
- Jako metoda wstępnego wnioskowania podczas likwidacji lub rejestracji sytuacji awaryjnej.
- Jako metoda predykcyjna możliwych miejsc zniszczenia konstrukcji z określonym zbiorem stwierdzonych widocznych wad.
- Jako ostateczna metoda oceny i wnioskowania o poprawności, bezpieczeństwie i stabilności procesu technologicznego wytwarzania lub naprawy konstrukcji.
Kontrola wizualna i pomiarowa to bardzo skuteczna metoda sprawdzania i ponownego sprawdzania jakości materiałów przemysłowych i połączeń spawanych podczas prac budowlanych oraz po otrzymaniu aktu ukończenia budowy, aktu uruchomienia, a także różnych innych aktów technicznych.