ไอออนบีมไนไตรดิ้งของเหล็กกล้าเครื่องมือ อิออนไนไตรดิ้ง
การปรับปรุงคุณสมบัติของโลหะสามารถทำได้โดยการเปลี่ยนองค์ประกอบทางเคมี ตัวอย่างเช่น เหล็กกล้าไนไตรดิ้ง ซึ่งเป็นเทคโนโลยีที่ค่อนข้างใหม่สำหรับการทำให้ชั้นผิวอิ่มตัวด้วยไนโตรเจน ซึ่งเริ่มนำมาใช้ในระดับอุตสาหกรรมเมื่อประมาณหนึ่งศตวรรษก่อน มีการเสนอเทคโนโลยีที่อยู่ระหว่างการพิจารณาเพื่อปรับปรุงคุณภาพของผลิตภัณฑ์ที่ทำจากเหล็ก ให้เราพิจารณารายละเอียดเพิ่มเติมเกี่ยวกับวิธีการอิ่มตัวของเหล็กกับไนโตรเจน
วัตถุประสงค์ของไนไตรดิ้ง
หลายคนเปรียบเทียบกระบวนการประสานและไนไตรดิ้งเนื่องจากทั้งสองได้รับการออกแบบมาเพื่อปรับปรุงประสิทธิภาพของชิ้นส่วนอย่างมาก เทคโนโลยีการฉีดไนโตรเจนมีข้อดีเหนือกว่าคาร์บูไรซิ่งหลายประการ โดยสังเกตได้ว่าไม่จำเป็นต้องเพิ่มอุณหภูมิของแท่งเหล็กให้เท่ากับค่าที่ยึดโครงอะตอมไว้ นอกจากนี้ยังตั้งข้อสังเกตว่าเทคโนโลยีการใช้ไนโตรเจนแทบไม่เปลี่ยนแปลงขนาดเชิงเส้นของชิ้นงาน เนื่องจากสามารถใช้งานได้หลังจากการตกแต่งเสร็จสิ้น ในสายการผลิตหลายแห่ง ชิ้นส่วนต่างๆ อยู่ภายใต้ไนไตรดิ้ง ซึ่งผ่านการชุบแข็งและบดแล้ว เกือบจะพร้อมสำหรับการปล่อย แต่คุณภาพบางอย่างต้องได้รับการปรับปรุง
วัตถุประสงค์ของไนไตรดิ้งเกี่ยวข้องกับการเปลี่ยนแปลงลักษณะการทำงานพื้นฐานในระหว่างการให้ความร้อนของชิ้นส่วนในสภาพแวดล้อมที่มีแอมโมเนียความเข้มข้นสูง ด้วยเหตุนี้ชั้นผิวจึงอิ่มตัวด้วยไนโตรเจนและชิ้นส่วนได้รับคุณลักษณะด้านประสิทธิภาพดังต่อไปนี้:
- ความต้านทานการสึกหรอของพื้นผิวเพิ่มขึ้นอย่างมากเนื่องจากดัชนีความแข็งที่เพิ่มขึ้น
- ค่าความทนทานและความทนทานต่อการเจริญเติบโตเมื่อยล้าของโครงสร้างโลหะดีขึ้น
- ในหลายอุตสาหกรรม การใช้ไนไตรดิ้งมีความเกี่ยวข้องกับความต้องการในการต้านทานการกัดกร่อน ซึ่งยังคงสัมผัสกับน้ำ ไอน้ำ หรืออากาศที่มีความชื้นสูง
ข้อมูลข้างต้นระบุว่าผลลัพธ์ของไนไตรดิ้งมีความสำคัญมากกว่าคาร์บูไรซิ่ง ข้อดีและข้อเสียของกระบวนการส่วนใหญ่ขึ้นอยู่กับเทคโนโลยีที่เลือก ในกรณีส่วนใหญ่ ประสิทธิภาพการถ่ายโอนจะยังคงอยู่แม้ว่าชิ้นงานจะถูกทำให้ร้อนที่อุณหภูมิ 600 องศาเซลเซียส ในกรณีของการประสาน ชั้นผิวจะสูญเสียความแข็งและความแข็งแรงหลังจากให้ความร้อนถึง 225 องศาเซลเซียส
เทคโนโลยีกระบวนการผลิตไนไตรดิ้ง
ในหลาย ๆ ด้าน กระบวนการไนไตรดิ้งของเหล็กนั้นเหนือกว่าวิธีการอื่นๆ ที่เกี่ยวข้องกับการเปลี่ยนองค์ประกอบทางเคมีของโลหะ เทคโนโลยีไนไตรดิ้งของชิ้นส่วนเหล็กมีคุณสมบัติดังต่อไปนี้:
- ในกรณีส่วนใหญ่ ขั้นตอนจะดำเนินการที่อุณหภูมิประมาณ 600 องศาเซลเซียส ชิ้นส่วนถูกวางไว้ในเตาหลอมเหล็กที่ปิดสนิทซึ่งวางอยู่ในเตาเผา
- เมื่อพิจารณาถึงสภาวะของไนไตรด์ ควรคำนึงถึงอุณหภูมิและระยะเวลาในการกักเก็บด้วย สำหรับเหล็กชนิดต่างๆ ตัวชี้วัดเหล่านี้จะแตกต่างกันอย่างมาก นอกจากนี้ ทางเลือกยังขึ้นอยู่กับประสิทธิภาพที่คุณต้องการบรรลุ
- แอมโมเนียถูกป้อนจากกระบอกสูบไปยังภาชนะโลหะที่สร้างขึ้น อุณหภูมิสูงทำให้แอมโมเนียสลายตัวจึงปล่อยโมเลกุลไนโตรเจนออกมา
- โมเลกุลไนโตรเจนแทรกซึมเข้าไปในโลหะเนื่องจากกระบวนการแพร่ ด้วยเหตุนี้ไนไตรด์จึงเกิดขึ้นบนพื้นผิวซึ่งมีความต้านทานเพิ่มขึ้นต่อความเครียดทางกล
- ขั้นตอนสำหรับการสัมผัสกับความร้อนจากสารเคมีในกรณีนี้ไม่ได้ให้ความเย็นที่คมชัด โดยทั่วไปแล้ว เตาเผาไนไตรด์จะถูกทำให้เย็นด้วยกระแสแอมโมเนียและชิ้นส่วนเพื่อไม่ให้พื้นผิวถูกออกซิไดซ์ ดังนั้นเทคโนโลยีที่พิจารณาจึงเหมาะสมที่จะเปลี่ยนคุณสมบัติของชิ้นส่วนที่ทำเสร็จแล้ว

กระบวนการคลาสสิกในการได้รับผลิตภัณฑ์ที่ต้องการด้วยไนไตรด์นั้นมีหลายขั้นตอน:
- การเตรียมความร้อนซึ่งประกอบด้วยการดับและการแบ่งเบาบรรเทา เนื่องจากการจัดเรียงใหม่ของโครงตาข่ายอะตอมภายใต้ระบอบการปกครองที่กำหนด โครงสร้างจึงมีความหนืดมากขึ้นและความแข็งแรงเพิ่มขึ้น การทำความเย็นอาจเกิดขึ้นได้ในน้ำหรือน้ำมัน ในสภาพแวดล้อมที่แตกต่างกัน ทั้งนี้ขึ้นอยู่กับคุณภาพของผลิตภัณฑ์
- นอกจากนี้ การประมวลผลทางกลจะดำเนินการเพื่อให้ได้รูปร่างและขนาดที่ต้องการ
- ในบางกรณี จำเป็นต้องปกป้องบางส่วนของผลิตภัณฑ์ การป้องกันทำได้โดยการใช้แก้วเหลวหรือดีบุกที่มีชั้นหนาประมาณ 0.015 มม. เป็นผลให้เกิดฟิล์มป้องกันขึ้นบนพื้นผิว
- เหล็กไนไตรด์ดำเนินการตามวิธีที่เหมาะสมที่สุดวิธีใดวิธีหนึ่ง
- กำลังดำเนินการเกี่ยวกับการเก็บผิวละเอียด การถอดชั้นป้องกันออก

ชั้นผลลัพธ์หลังจากไนไตรดิ้งซึ่งแสดงโดยไนไตรด์คือ 0.3 ถึง 0.6 มม. เนื่องจากไม่จำเป็นต้องมีขั้นตอนการชุบแข็ง ดังที่ได้กล่าวไว้ก่อนหน้านี้ ไนไตรดิ้งเกิดขึ้นค่อนข้างเร็ว แต่กระบวนการเปลี่ยนชั้นผิวของโลหะนั้นได้รับการศึกษาเกือบทั้งหมดแล้ว ซึ่งทำให้สามารถเพิ่มประสิทธิภาพของเทคโนโลยีที่ใช้ได้อย่างมาก
โลหะและโลหะผสมที่อยู่ภายใต้ไนไตรดิ้ง
มีข้อกำหนดบางประการที่ใช้กับโลหะก่อนดำเนินการตามขั้นตอนที่เป็นปัญหา ตามกฎแล้วให้ความสนใจกับความเข้มข้นของคาร์บอน ประเภทของเหล็กที่เหมาะสมสำหรับไนไตรดิ้งนั้นแตกต่างกันมาก เงื่อนไขหลักคือเศษคาร์บอน 0.3-0.5% ผลลัพธ์ที่ดีที่สุดจะเกิดขึ้นได้เมื่อใช้อัลลอยด์อัลลอยด์ เนื่องจากสิ่งเจือปนเพิ่มเติมมีส่วนทำให้เกิดไนไตรต์ที่เป็นของแข็งเพิ่มเติม ตัวอย่างของการบำบัดทางเคมีของโลหะคือความอิ่มตัวของชั้นผิวของโลหะผสมที่มีสิ่งเจือปนในรูปของอะลูมิเนียม โครเมียม และอื่นๆ โลหะผสมที่อยู่ระหว่างการพิจารณามักเรียกว่าไนตัลลอย

ใช้ไนโตรเจนโดยใช้เกรดเหล็กต่อไปนี้:
- หากมีผลกระทบทางกลที่สำคัญกับชิ้นส่วนระหว่างการทำงาน ให้เลือกแบรนด์ 38X2MYUA ประกอบด้วยอลูมิเนียมซึ่งทำให้ความต้านทานการเสียรูปลดลง
- เหล็กกล้า 40X และ 40XFA เป็นเหล็กกล้าที่แพร่หลายที่สุดในการสร้างเครื่องมือกล
- ในการผลิตเพลาซึ่งมักจะต้องรับน้ำหนักดัดจะใช้ยี่ห้อ38ХГМและ30ХЗМ
- หากในระหว่างการผลิต จำเป็นต้องได้มิติเชิงเส้นที่มีความแม่นยำสูง เช่น เมื่อสร้างชิ้นส่วนของหน่วยเชื้อเพลิง เกรดเหล็ก 30HZMF1 จะถูกใช้ เพื่อเพิ่มความแข็งแรงของพื้นผิวและความแข็งของพื้นผิวอย่างมีนัยสำคัญ จึงมีการดำเนินการผสมล่วงหน้ากับซิลิกอน
เมื่อเลือกเกรดเหล็กที่เหมาะสมที่สุด สิ่งสำคัญคือต้องปฏิบัติตามเงื่อนไขที่เกี่ยวข้องกับเปอร์เซ็นต์ของคาร์บอน และคำนึงถึงความเข้มข้นของสิ่งเจือปนด้วย ซึ่งมีผลอย่างมากต่อคุณสมบัติการทำงานของโลหะด้วย
ไนไตรดิ้งประเภทหลัก
มีเทคโนโลยีหลายอย่างที่ใช้ทำเหล็กไนไตรด์ นี่คือรายการเป็นตัวอย่าง:
- สารแอมโมเนียโพรเพน ก๊าซไนไตรด์เป็นที่แพร่หลายมากในปัจจุบัน ในกรณีนี้ ส่วนผสมจะแสดงด้วยแอมโมเนียและโพรเพนรวมกัน ซึ่งถ่ายในอัตราส่วน 1 ต่อ 1 ตามที่แสดงให้เห็นในทางปฏิบัติ แก๊สไนไตรดิ้งเมื่อใช้สภาพแวดล้อมดังกล่าวจะต้องให้ความร้อนที่อุณหภูมิ 570 องศาเซลเซียสและคงไว้ 3 ชั่วโมง. ชั้นไนไตรด์ที่ได้นั้นมีความหนาเพียงเล็กน้อย แต่ในขณะเดียวกัน ความทนทานต่อการสึกหรอและความแข็งก็สูงกว่าเมื่อใช้เทคโนโลยีแบบคลาสสิกมาก ในกรณีนี้ ไนไตรดิ้งของชิ้นส่วนเหล็กทำให้สามารถเพิ่มความแข็งของพื้นผิวโลหะได้สูงถึง 600-1100 HV
- การปล่อยเรืองแสงเป็นเทคนิคที่เกี่ยวข้องกับการใช้สภาพแวดล้อมที่ประกอบด้วยไนโตรเจน ลักษณะเฉพาะของมันอยู่ที่การเชื่อมต่อของชิ้นส่วนไนไตรด์กับแคโทด muffle ทำหน้าที่เป็นประจุบวก ด้วยการเชื่อมต่อแคโทดทำให้สามารถเร่งกระบวนการได้หลายครั้ง
- สื่อของเหลวใช้น้อยกว่าเล็กน้อย แต่ก็มีลักษณะที่มีประสิทธิภาพสูงเช่นกัน ตัวอย่างคือเทคโนโลยีที่เกี่ยวข้องกับการใช้ชั้นไซยาไนด์หลอมเหลว การทำความร้อนจะดำเนินการที่อุณหภูมิ 600 องศาระยะเวลาการถือครองคือ 30 นาทีถึง 3 ชั่วโมง

ในอุตสาหกรรม สภาพแวดล้อมที่เป็นก๊าซที่แพร่หลายมากที่สุดเนื่องจากความสามารถในการประมวลผลเป็นชุดจำนวนมากในคราวเดียว
ก๊าซไนไตรดิ้งตัวเร่งปฏิกิริยา
การบำบัดด้วยสารเคมีประเภทนี้ช่วยสร้างบรรยากาศพิเศษในเตาอบ แอมโมเนียที่แยกตัวออกจากกันจะถูกปรับสภาพบนตัวเร่งปฏิกิริยาพิเศษ ซึ่งจะเพิ่มปริมาณของอนุมูลที่เป็นไอออนอย่างมีนัยสำคัญ คุณสมบัติของเทคโนโลยีอยู่ในประเด็นต่อไปนี้:
- การเตรียมแอมโมเนียเบื้องต้นทำให้สามารถเพิ่มสัดส่วนของการแพร่กระจายของสารละลายที่เป็นของแข็ง ซึ่งจะช่วยลดสัดส่วนของกระบวนการทางเคมีที่ทำปฏิกิริยาระหว่างการเปลี่ยนสารออกฤทธิ์จากสิ่งแวดล้อมไปเป็นธาตุเหล็ก
- จัดให้มีการใช้อุปกรณ์พิเศษที่ให้สภาวะที่เหมาะสมที่สุดสำหรับการประมวลผลทางเคมี

วิธีนี้ใช้มาหลายทศวรรษแล้ว ซึ่งช่วยให้คุณสามารถเปลี่ยนคุณสมบัติของโลหะได้ไม่เพียงเท่านั้น แต่ยังรวมถึงโลหะผสมไททาเนียมด้วย ต้นทุนที่สูงในการติดตั้งอุปกรณ์และการเตรียมสภาพแวดล้อมจะเป็นตัวกำหนดการใช้งานของเทคโนโลยีเพื่อให้ได้ชิ้นส่วนที่สำคัญซึ่งต้องมีขนาดที่แม่นยำและความต้านทานการสึกหรอที่เพิ่มขึ้น
คุณสมบัติของพื้นผิวโลหะไนไตรด์
สิ่งที่สำคัญมากคือคำถามที่ว่าความแข็งของชั้นไนไตรด์นั้นเป็นอย่างไร เมื่อพิจารณาถึงความแข็ง ประเภทของเหล็กที่จะนำมาแปรรูปต้องคำนึงถึง:
- Carbonaceous สามารถมีความแข็งในช่วง 200-250HV
- โลหะผสมที่ผสมหลังจากไนไตรดิ้งจะมีความแข็งในช่วง 600-800HV
- ไนตัลลอยซึ่งมีอะลูมิเนียม โครเมียม และโลหะอื่นๆ สามารถมีความแข็งสูงถึง 1200HV
คุณสมบัติอื่นๆ ของเหล็กก็เปลี่ยนไปเช่นกัน ตัวอย่างเช่น ความต้านทานการกัดกร่อนของเหล็กเพิ่มขึ้น เนื่องจากสามารถใช้ในสภาพแวดล้อมที่รุนแรงได้ กระบวนการแนะนำไนโตรเจนเองไม่ได้ทำให้เกิดข้อบกพร่องเนื่องจากความร้อนจะดำเนินการจนถึงอุณหภูมิที่ไม่เปลี่ยนตาข่ายอะตอม
เอ.วี. อาร์ซามาซอฟ
MSTU พวกเขา น.อี.บาวแมน
ISSN 0026-0819. "โลหะวิทยาและการรักษาความร้อนของโลหะ" ฉบับที่ 1 1991
การพัฒนากระบวนการผลิตใหม่ของไอออนไนไตรด์เพื่อเพิ่มความต้านทานการสึกหรอของพื้นผิวของชิ้นส่วนที่ทำจากเหล็กกล้าออสเทนนิติกเป็นงานเร่งด่วน
เหล็กกล้าออสเทนนิติกเป็นไนโตรเจนได้ยาก เนื่องจากฟิล์มออกไซด์ของพื้นผิวป้องกันความอิ่มตัวของไนโตรเจน และค่าสัมประสิทธิ์การแพร่ไนโตรเจนในออสเทนไนต์จะต่ำกว่าในเฟอร์ไรท์ ในเรื่องนี้ เพื่อที่จะเอาฟิล์มออกไซด์ออกในระหว่างการทำไนไตรด์แบบธรรมดา การปรับสภาพพื้นผิวเหล็กหรือการใช้ตัวแยกก๊าซเรือนกระจกเป็นสิ่งที่จำเป็น
ไนไตรด์ตามปกติของเหล็กออสเทนนิติกส่วนใหญ่ดำเนินการในแอมโมเนียที่อุณหภูมิ 560-600 ° C เป็นเวลา 48-60 ชั่วโมง อย่างไรก็ตาม โหมดเหล่านี้ไม่อนุญาตให้มีชั้นการแพร่กระจายที่มีความหนามากกว่า 0.12-0.15 มม. และบนเหล็ก 45Kh14N14V2M ( EI69) เป็นไปไม่ได้ที่จะได้ความหนาที่ชั้นการแพร่กระจายมากกว่า 0.12 มม. แม้จะไนไตรด์เป็นเวลา 100 ชั่วโมงก็ตาม การเพิ่มขึ้นของอุณหภูมิไนไตรด์ในเตาเผาที่สูงกว่า 700 ° C จะทำให้แอมโมเนียแตกตัวอย่างสมบูรณ์ยิ่งขึ้นและเป็นผลให้ เพื่อลดกิจกรรมของกระบวนการ
โดยปกติ หลังจากไนไตรดิ้งทั่วไป ความต้านทานการกัดกร่อนของชั้นผิวของเหล็กกล้าออสเทนนิติกจะลดลง
ไอออนไนไตรดิงของเหล็กกล้าออสเทนนิติกเพิ่มค่าสัมประสิทธิ์การแพร่ไนโตรเจนและไม่จำเป็นต้องใช้สารลดการสลายตัว ซึ่งจะช่วยลดระยะเวลาของกระบวนการและปรับปรุงคุณภาพของชั้นไนไตรด์ที่เป็นผลลัพธ์
อย่างไรก็ตาม การทำไอออนไนไตรดิ้งของเหล็กกล้าออสเทนนิติกตามระบบที่พัฒนาขึ้นก่อนหน้านี้ไม่อนุญาตให้มีชั้นการแพร่ที่หนาถึงแม้จะใช้เวลานาน
จากการคำนวณทางอุณหพลศาสตร์และการศึกษาทดลอง ได้มีการพัฒนาโหมดของไอออนไนไตรดิ้งของชิ้นส่วนที่ทำจากเหล็กออสเทนนิติก ซึ่งทำให้สามารถรับชั้นการแพร่กระจายที่ทนต่อการกัดกร่อนที่ไม่ใช่แม่เหล็กคุณภาพสูงที่ทนทานต่อการสึกหรอได้ในเวลาอันสั้น ฟิล์มออกไซด์จะถูกลบออกจากพื้นผิวของชิ้นส่วนในระหว่างการบำบัดด้วยความร้อนและเคมี
ตรวจสอบเหล็กกล้าออสเทนนิติกมาตรฐาน 45Kh14N14V2M (EI69), 12Kh18N10T (EYA1T); 25Х18Н8В2 (ЭИ946) และไนโตรเจนสูงแบบทดลองที่พัฒนาโดยสถาบันโลหะวิทยาและเทคโนโลยีโลหะของสถาบันวิทยาศาสตร์แห่งบัลแกเรีย - ประเภทХ14АГ20Н8Ф2М (0.46% N), Х18АГ11Н7Ф (0.70% N), Х18АГ12Ф (0.88% N), Х18АГ20Н7Ф ( 1, 09% N), Kh18AG20F (1.02% N), Kh18AG20F (2.00% N)
ศึกษาโครงสร้างของชั้นการแพร่กระจายบนเหล็กโดยใช้การวิเคราะห์ทางโลหะวิทยา การเลี้ยวเบนของรังสีเอกซ์ และการวิเคราะห์ด้วยรังสีเอกซ์ มีการพิสูจน์แล้วว่าเกณฑ์โครงสร้างของเหล็กกล้าออสเทนนิติกที่มีความต้านทานการสึกหรอสูงคือการมีไนไตรด์ประเภท CrN ในชั้นการแพร่กระจาย การวิเคราะห์เส้นโค้งความเข้มข้นขององค์ประกอบทางเคมีที่ได้จากเครื่องวิเคราะห์ไมโคร ISM-35 CF, Cameca MS-46, Camebax 23-APR-85 แสดงให้เห็นว่า โครเมียมจะกระจายตัวเหนือความหนาของชั้นอย่างกะทันหันเมื่อเทียบกับองค์ประกอบหนักอื่นๆ การกระจายของโครเมียมในแกนของตัวอย่างมีความสม่ำเสมอ
การทดลองซ้ำๆ เพื่อศึกษาการกระจายตัวของไนโตรเจนและโครเมียมบนความหนาของชั้นการแพร่กระจายเผยให้เห็นการเปลี่ยนแปลงความเข้มข้นเหมือนการกระโดดแบบซิงโครนัส นอกจากนี้ ดังที่แสดงโดยการทดสอบการสึกหรอทีละชั้น ไมโครโซนของชั้นการแพร่กระจายที่มีปริมาณไนโตรเจนและโครเมียมสูงสุดมีความต้านทานการสึกหรอสูงสุด (ตารางที่ 1)
ตารางที่ 1.
| ชม, ไมครอน | เนื้อหาขององค์ประกอบทางเคมี% | ε | |||
| ค | NS | Cr | นิ | ||
| 20 | 0,70 | 10,0 | 19,0 | 11,0 | 9,5 |
| 40 | 0,85 | 12,0 | 25,0 | 8,0 | 10,7 |
| 45 | 0,88 | 15,0 | 25,0 | 8,0 | 11,2 |
| 50 | 0,92 | 10,0 | 25,0 | 8,0 | 11,0 |
| 70 | 0,90 | 0 | 14,0 | 12,0 | 1,7 |
| * - ที่เหลือคือเฟ หมายเหตุ: 1. ทำการทดสอบการสึกหรอด้วยเครื่อง Skoda-Savin 2. ความต้านทานการสึกหรอสัมพัทธ์ถูกกำหนดโดยอัตราส่วนของปริมาตรของรูที่ถูกเช็ดบนมาตรฐาน (ตัวอย่างเหล็กที่มีความแข็ง 51 HRC) และตัวอย่างทดสอบ ε = V et / V ตัวอย่าง (ความต้านทานการสึกหรอสัมพัทธ์ของแกน ε = 0.08). |
|||||
การตรวจสอบโครงสร้างของเหล็กออสเทนนิติกไนไตรด์เพิ่มเติมโดยใช้การวิเคราะห์ด้วยเอ็กซ์เรย์ทำให้สามารถระบุได้ว่าในไมโครโซนของชั้นการแพร่กระจายที่มีปริมาณไนโตรเจนและโครเมียมเพิ่มขึ้น จะสังเกตเห็นความเข้มข้นของคาร์บอน นิกเกิล และเหล็กที่ลดลง (ตารางที่ 1)
การวิเคราะห์เปรียบเทียบโครงสร้างจุลภาคของชั้นและแกนกลางของเหล็กกล้าไนไตรด์ 45Kh14N14V2M ซึ่งบันทึกไว้ในการแผ่รังสีโครเมียม K α ที่มีลักษณะเฉพาะ พบว่าชั้นการแพร่กระจายประกอบด้วยกลุ่มของ "จุดสีขาว" - สารประกอบโครเมียมมากกว่าในแกนกลาง
การวัดความสามารถในการซึมผ่านของแม่เหล็กแบบทีละชั้นโดยใช้เครื่องตรวจสนามแม่เหล็กไฟฟ้า F 1.067 และการกำหนดปริมาณเฟสเฟอร์ไรต์บนเฟอร์ริโตมิเตอร์ MF-10I แสดงให้เห็นว่าวิธีการที่พัฒนาขึ้นของไอออนไนไตรดิ้งของชิ้นส่วนที่ทำจากเหล็กออสเทนนิติกส่งเสริมการผลิตของการแพร่กระจายที่ไม่ใช่แม่เหล็ก ชั้น (ตารางที่ 2)
ตารางที่ 2
นอกจากนี้ยังพบว่าเหล็กกล้าไนไตรด์ 45Kh14N14V2M และประเภท Kh14AG20N8F2M มีความต้านทานการกัดกร่อนที่น่าพอใจ
ชุดเกียร์ที่ทำจากเหล็กกล้า 45Kh14N14V2M ได้รับการประมวลผลโดยใช้กระบวนการทางเทคโนโลยีใหม่ ชิ้นส่วนเป็นไปตามข้อกำหนดทางเทคนิค การวิเคราะห์เชิงจุลภาคและโครงสร้างมหภาคยืนยันว่ามีชั้นการแพร่แบบสม่ำเสมอคุณภาพสูงที่มีความหนา 270 ไมครอนในเฟือง
หลังจากการทดสอบทางอุตสาหกรรมเป็นเวลานาน ไม่พบข้อบกพร่องที่มองเห็นได้บนเฟือง การควบคุมเพิ่มเติมแสดงให้เห็นว่ามิติทางเรขาคณิตของเฟืองสอดคล้องกับข้อกำหนดทางเทคโนโลยี รวมถึงการไม่มีการสึกหรอบนพื้นผิวการทำงานของชิ้นส่วน ซึ่งได้รับการยืนยันโดยการวิเคราะห์โครงสร้างจุลภาค
บทสรุป.โหมดการพัฒนาของไอออนไนไตรด์ของชิ้นส่วนที่ทำจากเหล็กออสเทนนิติกทำให้สามารถลดระยะเวลาของกระบวนการได้มากกว่า 5 เท่า ในขณะที่ความหนาของชั้นเพิ่มขึ้น 3 เท่า และความทนทานต่อการสึกหรอของชั้นเป็น 2 เท่าเมื่อเทียบกับรุ่นเดียวกัน พารามิเตอร์หลังจากไนไตรด์ทั่วไป นอกจากนี้ ความเข้มแรงงานลดลง วัฒนธรรมการผลิตเพิ่มขึ้น และปรับปรุงสถานการณ์ด้านสิ่งแวดล้อม
บรรณานุกรม:
1.
วิธีการรักษาด้วยความร้อนด้วยสารเคมีแบบก้าวหน้า / ศ. G.N.Dubinin, Ya.D. โคแกน M.: Mashinostroenie, 1979.184 น.
2.
Nitriding และ carbonitriding / R. Chatterjee-Fisher, F.V. Eisell, R. Hoffman et al.: ต่อ กับเขา. มอสโก: โลหะวิทยา 1990.280 น.
3.
เนื่องจาก. 1272740 ล้าหลัง MKI S23S8 / 36
4.
Bannykh OA, Blinov VM เหล็กกล้าวาเนเดียมที่ไม่มีการชุบแข็งแบบกระจายตัว มอสโก: Nauka, 1980.192 p.
5.
Rashev Ts.V. การผลิตโลหะผสมเหล็ก มอสโก: โลหะวิทยา 1981.248 น.
นโยบายความเป็นส่วนตัว
วันที่มีผล: 22 ตุลาคม 2018
ไอโอนีเทค บจก. ("เรา", "เรา" หรือ "ของเรา") ดำเนินการ https: // www ..
หน้านี้แจ้งให้คุณทราบถึงนโยบายของเราเกี่ยวกับการเก็บรวบรวม การใช้ และการเปิดเผยข้อมูลส่วนบุคคลเมื่อคุณใช้บริการของเราและตัวเลือกที่คุณเชื่อมโยงกับข้อมูลนั้น
เราใช้ข้อมูลของคุณเพื่อให้บริการและปรับปรุงบริการ โดยการใช้บริการ คุณตกลงที่จะรวบรวมและใช้ข้อมูลตามนโยบายนี้ เว้นแต่จะกำหนดไว้เป็นอย่างอื่นในนโยบายความเป็นส่วนตัวนี้ ข้อกำหนดที่ใช้ในนโยบายความเป็นส่วนตัวนี้มีความหมายเช่นเดียวกับในข้อกำหนดและเงื่อนไขของเรา สามารถเข้าถึงได้จาก https: //www.site/
การรวบรวมและการใช้ข้อมูล
เรารวบรวมข้อมูลหลายประเภทเพื่อวัตถุประสงค์ต่างๆ เพื่อให้บริการและปรับปรุงบริการของเราให้กับคุณ
ประเภทของข้อมูลที่เก็บรวบรวม
ข้อมูลส่วนบุคคล
ขณะใช้บริการของเรา เราอาจขอให้คุณให้ข้อมูลที่สามารถระบุตัวบุคคลได้ ซึ่งสามารถใช้เพื่อติดต่อหรือระบุตัวคุณได้ ("ข้อมูลส่วนบุคคล") ข้อมูลส่วนบุคคลที่สามารถระบุตัวตนได้อาจรวมถึงแต่ไม่จำกัดเพียง:
- คุกกี้และข้อมูลการใช้งาน
ข้อมูลการใช้งาน
เราอาจเก็บรวบรวมข้อมูลวิธีการเข้าถึงและใช้บริการ ("ข้อมูลการใช้งาน") ข้อมูลการใช้งานนี้อาจรวมถึงข้อมูลต่างๆ เช่น ที่อยู่ Internet Protocol ของคอมพิวเตอร์ของคุณ (เช่น ที่อยู่ IP) ประเภทเบราว์เซอร์ เวอร์ชันของเบราว์เซอร์ หน้าบริการของเราที่คุณเยี่ยมชม เวลาและวันที่ที่คุณเยี่ยมชม เวลาที่ใช้ในหน้าเว็บเหล่านั้น , ตัวระบุอุปกรณ์เฉพาะ และข้อมูลการวินิจฉัยอื่นๆ
ข้อมูลการติดตามและคุกกี้
เราใช้คุกกี้และเทคโนโลยีการติดตามที่คล้ายกันเพื่อติดตามกิจกรรมในบริการของเราและเก็บข้อมูลบางอย่าง
คุกกี้คือไฟล์ที่มีข้อมูลจำนวนเล็กน้อยซึ่งอาจรวมถึงตัวระบุที่ไม่ระบุตัวตน คุกกี้จะถูกส่งไปยังเบราว์เซอร์ของคุณจากเว็บไซต์และจัดเก็บไว้ในอุปกรณ์ของคุณ เทคโนโลยีการติดตามยังใช้บีคอน แท็ก และสคริปต์เพื่อรวบรวมและติดตามข้อมูล และปรับปรุงและวิเคราะห์บริการของเรา
คุณสามารถสั่งเบราว์เซอร์ของคุณให้ปฏิเสธคุกกี้ทั้งหมดหรือระบุว่าจะส่งคุกกี้เมื่อใด อย่างไรก็ตาม หากคุณไม่ยอมรับคุกกี้ คุณอาจไม่สามารถใช้บริการบางส่วนของเราได้
ตัวอย่างของคุกกี้ที่เราใช้:
- คุกกี้เซสชันเราใช้คุกกี้เซสชันเพื่อดำเนินการบริการของเรา
- คุกกี้การตั้งค่าเราใช้ Preference Cookies เพื่อจดจำการตั้งค่าและการตั้งค่าต่างๆ ของคุณ
- คุกกี้ความปลอดภัยเราใช้คุกกี้ความปลอดภัยเพื่อความปลอดภัย
การใช้ข้อมูล
ไอโอนีเทค บจก. ใช้ข้อมูลที่เก็บรวบรวมเพื่อวัตถุประสงค์ต่างๆ:
- เพื่อให้บริการและบำรุงรักษา
- เพื่อแจ้งให้คุณทราบเกี่ยวกับการเปลี่ยนแปลงในบริการของเรา
- เพื่อให้คุณสามารถเข้าร่วมในคุณสมบัติเชิงโต้ตอบของบริการของเราเมื่อคุณเลือกที่จะทำเช่นนั้น
- เพื่อให้การดูแลและสนับสนุนลูกค้า
- เพื่อให้การวิเคราะห์หรือข้อมูลที่มีค่าเพื่อให้เราสามารถปรับปรุงบริการ
- เพื่อตรวจสอบการใช้บริการ
- เพื่อตรวจจับ ป้องกัน และแก้ไขปัญหาทางเทคนิค
การถ่ายโอนข้อมูล
ข้อมูลของคุณ รวมถึงข้อมูลส่วนบุคคล อาจถูกถ่ายโอนไปยัง - และรักษาไว้ใน - คอมพิวเตอร์ที่อยู่นอกรัฐ จังหวัด ประเทศ หรือเขตอำนาจศาลอื่น ๆ ของรัฐบาล ซึ่งกฎหมายคุ้มครองข้อมูลอาจแตกต่างจากเขตอำนาจศาลของคุณ
หากคุณอยู่นอกบัลแกเรียและเลือกที่จะให้ข้อมูลกับเรา โปรดทราบว่าเราถ่ายโอนข้อมูล รวมถึงข้อมูลส่วนบุคคล ไปยังบัลแกเรียและดำเนินการที่นั่น
ความยินยอมของคุณต่อนโยบายความเป็นส่วนตัวนี้ตามด้วยการส่งข้อมูลดังกล่าวแสดงถึงข้อตกลงของคุณในการถ่ายโอนนั้น
ไอโอนีเทค บจก. จะดำเนินการทุกขั้นตอนตามสมควรเพื่อให้แน่ใจว่าข้อมูลของคุณได้รับการปฏิบัติอย่างปลอดภัยและเป็นไปตามนโยบายความเป็นส่วนตัวนี้และจะไม่มีการถ่ายโอนข้อมูลส่วนบุคคลของคุณไปยังองค์กรหรือประเทศเว้นแต่จะมีการควบคุมที่เพียงพอรวมถึงความปลอดภัยของข้อมูลของคุณ และข้อมูลส่วนบุคคลอื่นๆ
การเปิดเผยข้อมูล
ข้อกำหนดทางกฎหมาย
ไอโอนีเทค บจก. อาจเปิดเผยข้อมูลส่วนบุคคลของคุณด้วยความเชื่อโดยสุจริตว่าการกระทำดังกล่าวมีความจำเป็นเพื่อ:
- เพื่อปฏิบัติตามข้อผูกพันทางกฎหมาย
- เพื่อปกป้องและปกป้องสิทธิหรือทรัพย์สินของ Ionitech Ltd.
- เพื่อป้องกันหรือตรวจสอบการกระทำผิดที่อาจเกิดขึ้นกับบริการ
- เพื่อปกป้องความปลอดภัยส่วนบุคคลของผู้ใช้บริการหรือสาธารณะ
- เพื่อป้องกันความรับผิดทางกฎหมาย
ความปลอดภัยของข้อมูล
ความปลอดภัยของข้อมูลของคุณมีความสำคัญต่อเรา แต่จำไว้ว่าไม่มีวิธีการส่งข้อมูลทางอินเทอร์เน็ตหรือวิธีการจัดเก็บข้อมูลอิเล็กทรอนิกส์ที่ปลอดภัย 100% แม้ว่าเราจะพยายามใช้วิธีการที่ยอมรับได้ในเชิงพาณิชย์เพื่อปกป้องข้อมูลส่วนบุคคลของคุณ แต่เราไม่สามารถรับประกันความปลอดภัยได้อย่างสมบูรณ์
ผู้ให้บริการ
เราอาจว่าจ้างบริษัทและบุคคลภายนอกเพื่ออำนวยความสะดวกในบริการของเรา ("ผู้ให้บริการ") เพื่อให้บริการในนามของเรา เพื่อดำเนินการบริการที่เกี่ยวข้องกับบริการ หรือเพื่อช่วยเราในการวิเคราะห์วิธีการใช้บริการของเรา
บุคคลที่สามเหล่านี้สามารถเข้าถึงข้อมูลส่วนบุคคลของคุณเพื่อดำเนินการเหล่านี้ในนามของเราเท่านั้น และมีหน้าที่ที่จะไม่เปิดเผยหรือใช้เพื่อวัตถุประสงค์อื่นใด
การวิเคราะห์
เราอาจใช้ผู้ให้บริการบุคคลที่สามเพื่อตรวจสอบและวิเคราะห์การใช้บริการของเรา
Google Analytics
Google Analytics เป็นบริการวิเคราะห์เว็บที่นำเสนอโดย Google ซึ่งติดตามและรายงานการเข้าชมเว็บไซต์ Google ใช้ข้อมูลที่รวบรวมเพื่อติดตามและตรวจสอบการใช้บริการของเรา ข้อมูลนี้แชร์กับบริการอื่นๆ ของ Google Google อาจใช้ข้อมูลที่รวบรวมมาเพื่อสร้างบริบทและปรับแต่งโฆษณาของเครือข่ายโฆษณาของตนเอง
คุณสามารถเลือกไม่ให้กิจกรรมของคุณบนบริการพร้อมใช้งานสำหรับ Google Analytics ได้โดยติดตั้งโปรแกรมเสริมการเลือกไม่ใช้ Google Analytics บนเบราว์เซอร์ ส่วนเสริมป้องกันไม่ให้ JavaScript ของ Google Analytics (ga.js, analytics.js และ dc.js) แบ่งปันข้อมูลกับ Google Analytics เกี่ยวกับกิจกรรมการเข้าชม
สำหรับข้อมูลเพิ่มเติมเกี่ยวกับหลักปฏิบัติด้านความเป็นส่วนตัวของ Google โปรดไปที่หน้าเว็บความเป็นส่วนตัวและข้อกำหนดของ Google: https://policies.google.com/privacy?hl=th
ลิงค์ไปยังเว็บไซต์อื่น
บริการของเราอาจมีลิงค์ไปยังเว็บไซต์อื่นที่ไม่ได้ดำเนินการโดยเรา หากคุณคลิกลิงก์ของบุคคลที่สาม คุณจะถูกนำไปยังไซต์ของบุคคลที่สามนั้น เราขอแนะนำให้คุณอ่านนโยบายความเป็นส่วนตัวของทุกไซต์ที่คุณเยี่ยมชม
เราไม่สามารถควบคุมและไม่รับผิดชอบต่อเนื้อหา นโยบายความเป็นส่วนตัว หรือแนวปฏิบัติของเว็บไซต์หรือบริการของบุคคลที่สาม
ความเป็นส่วนตัวของเด็ก
บริการของเราไม่ได้กล่าวถึงผู้ที่มีอายุต่ำกว่า 18 ปี ("เด็ก")
เราไม่ได้รวบรวมข้อมูลส่วนบุคคลที่สามารถระบุตัวตนได้จากใครก็ตามที่อายุต่ำกว่า 18 ปี หากคุณเป็นพ่อแม่หรือผู้ปกครอง และคุณทราบว่าบุตรหลานของคุณได้ให้ข้อมูลส่วนบุคคลแก่เรา โปรดติดต่อเรา หากเราทราบว่าเราได้รวบรวมข้อมูลส่วนบุคคลจากเด็กโดยไม่ได้รับการยินยอมจากผู้ปกครอง เราจะดำเนินการตามขั้นตอนเพื่อลบข้อมูลนั้นออกจากเซิร์ฟเวอร์ของเรา
การเปลี่ยนแปลงนโยบายความเป็นส่วนตัวนี้
เราอาจอัปเดตนโยบายความเป็นส่วนตัวเป็นครั้งคราว เราจะแจ้งให้คุณทราบถึงการเปลี่ยนแปลงใด ๆ โดยการโพสต์นโยบายความเป็นส่วนตัวใหม่ในหน้านี้
เราจะแจ้งให้คุณทราบทางอีเมลและ/หรือประกาศที่ชัดเจนในบริการของเรา ก่อนที่การเปลี่ยนแปลงจะมีผลและอัปเดต "วันที่มีผล" ที่ด้านบนของนโยบายความเป็นส่วนตัวนี้
คุณควรตรวจสอบนโยบายความเป็นส่วนตัวนี้เป็นระยะสำหรับการเปลี่ยนแปลงใดๆ การเปลี่ยนแปลงนโยบายความเป็นส่วนตัวนี้จะมีผลเมื่อมีการโพสต์ในหน้านี้
ติดต่อเรา
หากคุณมีคำถามใด ๆ เกี่ยวกับนโยบายความเป็นส่วนตัวนี้ โปรดติดต่อเรา:
- โดยอีเมล:
Ion-plasma nitriding (IPA) เป็นวิธีการบำบัดด้วยความร้อนทางเคมีของเหล็กและผลิตภัณฑ์เหล็กหล่อที่มีความสามารถทางเทคโนโลยีที่ยอดเยี่ยม ซึ่งทำให้ได้ชั้นการแพร่ขององค์ประกอบที่ต้องการโดยใช้ตัวกลางที่เป็นก๊าซต่างๆ เช่น สามารถควบคุมกระบวนการอิ่มตัวของการแพร่กระจายและสามารถปรับให้เหมาะสมได้ขึ้นอยู่กับข้อกำหนดเฉพาะสำหรับความลึกของชั้นและความแข็งของพื้นผิว พลาสมาไนไตรดิงไมโครฮาร์ดผสมอัลลอยด์
ช่วงอุณหภูมิของไอออนิกไนไตรดิ้งกว้างกว่าแก๊สไนไตรดิ้งและอยู่ในช่วง 400-600 ° C การบำบัดที่อุณหภูมิต่ำกว่า 500 ° C มีประสิทธิภาพโดยเฉพาะอย่างยิ่งในการชุบแข็งผลิตภัณฑ์ที่ทำจากเหล็กกล้าเครื่องมือโลหะผสมสำหรับงานเย็นและความเร็วสูง และเหล็กขูด เพราะ คุณสมบัติด้านประสิทธิภาพเพิ่มขึ้นอย่างมากในขณะที่ยังคงความแข็งของแกนไว้ที่ระดับ 55-60 HRC
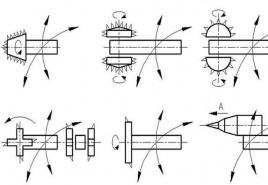
ชิ้นส่วนและเครื่องมือของอุตสาหกรรมเกือบทั้งหมดต้องผ่านการชุบแข็งด้วยวิธี IPA (รูปที่ 1)
ข้าว. 1.
ผลลัพธ์ของ IPA ทำให้สามารถปรับปรุงคุณลักษณะของผลิตภัณฑ์ดังต่อไปนี้: ความทนทานต่อการสึกหรอ ความทนทานต่อการล้า คุณสมบัติของแรงกดสูง ความต้านทานความร้อน และความต้านทานการกัดกร่อน
เมื่อเปรียบเทียบกับวิธีการชุบแข็งด้วยความร้อนทางเคมีและความร้อนของชิ้นส่วนเหล็กที่ใช้กันอย่างแพร่หลาย เช่น คาร์บูไรซิ่ง ไนโตรคาร์บูไรซิ่ง ไซยาไนเดชัน และแก๊สไนไตรดิ้งในเตาหลอม วิธี IPA มีข้อดีหลัก ๆ ดังต่อไปนี้:
- · ความแข็งผิวที่สูงขึ้นของชิ้นส่วนไนไตรด์
- · ไม่มีการเสียรูปของชิ้นส่วนหลังการแปรรูปและผิวสำเร็จสูง
- · เพิ่มขีดจำกัดความทนทานและเพิ่มความต้านทานการสึกหรอของชิ้นส่วนกลึง
- · อุณหภูมิในการประมวลผลที่ต่ำกว่า เนื่องจากการไม่เปลี่ยนแปลงโครงสร้างในเหล็ก
- · ความสามารถในการประมวลผลคนตาบอดและทะลุผ่านรู
- · การรักษาความแข็งของชั้นไนไตรด์หลังจากให้ความร้อนถึง 600-650 C
- · ความสามารถในการรับชั้นขององค์ประกอบที่กำหนด;
- · ความสามารถในการแปรรูปผลิตภัณฑ์ที่มีขนาดและรูปร่างไม่จำกัด
- · ขาดมลภาวะต่อสิ่งแวดล้อม
- · ปรับปรุงวัฒนธรรมการผลิต
- · ลดค่าใช้จ่ายในการดำเนินการหลายครั้ง
ข้อดีของ IPA ยังแสดงให้เห็นอีกด้วยว่าสามารถลดต้นทุนการผลิตขั้นพื้นฐานได้อย่างมาก
ตัวอย่างเช่น เมื่อเทียบกับแก๊สไนไตรดิ้งในเตาเผา IPA ให้:
- · ลดเวลาการประมวลผลลง 2-5 เท่า ทั้งโดยการลดเวลาการให้ความร้อนและความเย็นของประจุ และโดยการลดเวลาของการกักเก็บอุณหภูมิด้วยความร้อน
- · ลดความเปราะบางของชั้นชุบแข็ง
- · ลดการใช้ก๊าซทำงาน 20-100 เท่า;
- · ลดการใช้ไฟฟ้าลง 1.5-3 เท่า;
- · ข้อยกเว้นของการดำเนินการ depassivation;
- · ลดการเสียรูปเพื่อไม่ให้บดละเอียด
- · ความเรียบง่ายและความน่าเชื่อถือของการป้องกันหน้าจอกับไนไตรด์ของพื้นผิวที่ไม่ชุบแข็ง
- · การปรับปรุงสภาพการผลิตที่ถูกสุขลักษณะและถูกสุขลักษณะ
- · ปฏิบัติตามเทคโนโลยีอย่างครบถ้วนด้วยข้อกำหนดด้านการปกป้องสิ่งแวดล้อมที่ทันสมัยทั้งหมด
เมื่อเทียบกับการดับ การประมวลผล IPA ช่วยให้:
- · ยกเว้นการเสียรูป;
- · เพิ่มอายุการใช้งานของพื้นผิวไนไตรด์ 2-5 เท่า
การใช้ IPA แทนคาร์บูไรซิ่ง ไนโตรคาร์บูไรซิ่ง แก๊สหรือไนไตรด์เหลว การดับด้วยปริมาตรหรือ HFC ช่วยประหยัดอุปกรณ์หลักและพื้นที่การผลิต ลดต้นทุนเครื่องจักรและการขนส่ง และลดการใช้ไฟฟ้าและตัวกลางของก๊าซแอคทีฟ
หลักการทำงานของ IPA คือในตัวกลางก๊าซไนโตรเจนที่ปล่อยออก (p = 200-1000 Pa) ระหว่างแคโทด - ชิ้นส่วน - และขั้วบวก - ผนังของห้องสุญญากาศ - การปล่อยเรืองแสงผิดปกติจะตื่นเต้นซึ่ง สร้างสารออกฤทธิ์ (ไอออน, อะตอม, โมเลกุลที่ตื่นเต้น) ทำให้เกิดชั้นไนไตรด์ซึ่งประกอบด้วยโซนนอก - ไนไตรด์และโซนการแพร่กระจายที่อยู่ใต้นั้น
ปัจจัยทางเทคโนโลยีที่มีผลต่อประสิทธิภาพของไอออนไนไตรดิ้ง ได้แก่ อุณหภูมิในกระบวนการ เวลาอิ่มตัว ความดัน องค์ประกอบ และอัตราการไหลของส่วนผสมของก๊าซที่ใช้งานได้
อุณหภูมิกระบวนการ, พื้นที่ของกรงที่เกี่ยวข้องกับการแลกเปลี่ยนความร้อนและประสิทธิภาพของการแลกเปลี่ยนความร้อนกับผนัง (จำนวนหน้าจอ) กำหนดพลังงานที่จำเป็นในการรักษาการปลดปล่อยและให้แน่ใจว่าอุณหภูมิที่ต้องการของผลิตภัณฑ์ การเลือกอุณหภูมิขึ้นอยู่กับระดับการผสมของเหล็กไนไตรด์กับองค์ประกอบที่ก่อให้เกิดไนไตรด์: ยิ่งระดับการเจือปนสูงขึ้น อุณหภูมิก็จะยิ่งสูงขึ้น
อุณหภูมิในการประมวลผลควรต่ำกว่าอุณหภูมิการให้ความร้อนอย่างน้อย 10-20 0 С
ระยะเวลาและอุณหภูมิของกระบวนการความอิ่มตัวเป็นตัวกำหนดความลึกของชั้น การกระจายตัวของความแข็งในความลึก และความหนาของโซนไนไตรด์
องค์ประกอบของตัวกลางอิ่มตัวขึ้นอยู่กับระดับการผสมของเหล็กแปรรูปและข้อกำหนดสำหรับความแข็งและความลึกของชั้นไนไตรด์
ความดันในกระบวนการควรเป็นแบบที่ "พอดี" ของพื้นผิวของผลิตภัณฑ์โดยการปล่อยและรับชั้นไนไตรด์ที่สม่ำเสมอ อย่างไรก็ตาม พึงระลึกไว้เสมอว่าการปลดปล่อยในทุกขั้นตอนของกระบวนการจะต้องไม่ปกติ กล่าวคือ พื้นผิวของทุกส่วนของประจุจะต้องถูกเคลือบด้วยแสงอย่างสมบูรณ์ และความหนาแน่นกระแสการคายประจุต้องมากกว่าความหนาแน่นปกติ สำหรับความดันที่กำหนดโดยคำนึงถึงความร้อนของก๊าซในบริเวณแคโทดของการปลดปล่อย
ด้วยการถือกำเนิดของการติดตั้ง IPA รุ่นใหม่ โดยใช้ส่วนผสมที่ควบคุมโดยองค์ประกอบของไฮโดรเจน ไนโตรเจน และอาร์กอนเป็นสื่อกลางในการทำงาน เช่นเดียวกับพลาสมาที่เต้นเป็นจังหวะแทนที่จะเป็นกระแสตรง ความสามารถในการผลิตของกระบวนการไอออนไนไตรดิ้งเพิ่มขึ้นอย่างมาก
การใช้ความร้อนร่วม (ผนังห้องที่ "ร้อน") หรือการป้องกันความร้อนที่เพิ่มขึ้น (แผงป้องกันความร้อนสามชั้น) พร้อมกับความสามารถในการปรับองค์ประกอบของก๊าซและความดันในห้องแยกอิสระ ทำให้เมื่อทำการประมวลผลเครื่องมือตัด เพื่อหลีกเลี่ยงความร้อนสูงเกินไป ของคมตัดบาง ๆ ในกระบวนการให้ความร้อนประจุ เพื่อควบคุมเวลาอิ่มตัว a ได้อย่างแม่นยำ ตามลำดับ และความลึกของชั้นตั้งแต่ การให้ความร้อนของผลิตภัณฑ์สามารถทำได้ในสภาพแวดล้อมที่ปราศจากไนโตรเจน เช่น ในส่วนผสมของ Ar + H 2
ฉนวนกันความร้อนที่มีประสิทธิภาพในห้องทำงาน (แผงป้องกันความร้อนสามชั้น) ช่วยให้สามารถแปรรูปผลิตภัณฑ์ที่มีการใช้พลังงานจำเพาะต่ำ ซึ่งช่วยลดความแตกต่างของอุณหภูมิภายในกรงระหว่างการประมวลผล นี่เป็นหลักฐานจากการกระจายความแข็งระดับไมโครตามความลึกของชั้นไนไตรด์สำหรับตัวอย่างที่อยู่ในตำแหน่งต่างๆ ของกรง (รูปที่ 2)

ข้าว. 2.
a, b - ล้อเฟืองที่มีน้ำหนัก 10.1 กก., 51 ชิ้น, st - 40X, โมดูล 4.5, การเปิดรับ 16 ชั่วโมง, T = 530 0 С;
b, d - ล้อเฟืองที่มีน้ำหนัก 45 กก., 11 ชิ้น, st - 38XN3MFA, โมดูล 3.25 (ขอบด้านนอก) และ 7 มม. (ขอบด้านใน), การเปิดรับ 16 ชั่วโมง, T = 555 0 С
ไอออนไนไตรดิ้งเป็นวิธีที่มีประสิทธิภาพในการชุบแข็งชิ้นส่วนที่ทำจาก เหล็กโครงสร้างผสม: เฟือง, เฟืองวงแหวน, เพลาเฟือง, เพลา, เดือย, เฟืองบายศรีและเฟืองทรงกระบอก, ข้อต่อ, เพลาเฟืองที่มีรูปแบบทางเรขาคณิตที่ซับซ้อน ฯลฯ
การประสาน ไนโตรคาร์บูไรซิ่ง และการทำให้แข็งด้วย HFC พิสูจน์ตัวเองในการผลิตชิ้นส่วนที่รับน้ำหนักมาก (เกียร์ เพลา เพลา ฯลฯ) ที่มีความแม่นยำต่ำและปานกลางซึ่งไม่ต้องการการเจียรภายหลัง
การอบชุบด้วยความร้อนประเภทนี้ไม่สามารถทำได้ในเชิงเศรษฐกิจในการผลิตชิ้นส่วนที่มีความแม่นยำสูงรับน้ำหนักปานกลางและต่ำ เนื่องจาก ด้วยการรักษานี้ จะสังเกตเห็นการบิดเบี้ยวที่สำคัญและจำเป็นต้องมีการเจียรในภายหลัง ดังนั้นเมื่อทำการเจียรจำเป็นต้องขจัดความหนาที่มีนัยสำคัญของชั้นชุบแข็ง
IPA ช่วยลดการบิดงอและการเสียรูปของชิ้นส่วนได้อย่างมาก ในขณะที่ยังคงความขรุขระของพื้นผิวไว้ในช่วง Ra = 0.63 ... 1.2 ไมครอน ซึ่งช่วยให้ในกรณีส่วนใหญ่ใช้ IPA ในการตกแต่งผิวสำเร็จ
ในส่วนของโครงสร้างเครื่องมือเครื่องจักร ไอออนไนไตรดิ้งของล้อเฟืองจะลดลักษณะเสียงของเครื่องมือกลลงอย่างมาก ซึ่งจะเป็นการเพิ่มความสามารถในการแข่งขันในตลาด
IPA มีประสิทธิภาพสูงสุดเมื่อตัดเฉือนชิ้นส่วนประเภทเดียวขนาดใหญ่: เฟือง เพลา เพลา เพลาเฟือง เพลาเฟือง ฯลฯ เฟืองที่อยู่ภายใต้พลาสมาไนไตรดิ้งจะมีความเสถียรของขนาดที่ดีกว่าเมื่อเปรียบเทียบกับเฟืองชุบแข็งเคส และสามารถใช้งานได้โดยไม่ต้องผ่านการประมวลผลเพิ่มเติม . ในกรณีนี้ ความสามารถในการรับน้ำหนักของพื้นผิวด้านข้างและความแข็งแรงของฐานฟันที่ได้จากพลาสมาไนไตรดิ้งนั้นสอดคล้องกับเฟืองซีเมนต์ (ตารางที่ 1)
ตารางที่ 1. ลักษณะความต้านทานความล้าของเหล็กขึ้นอยู่กับวิธีการชุบแข็งของล้อเฟือง
เมื่อทำการชุบแข็งด้วยไอออนไนไตรด์ของชิ้นส่วนที่ทำจากเหล็กกล้าชุบแข็ง เหล็กกล้าผสมต่ำและปานกลาง (18KhGT, 20KhNZA, 20KhGNM, 25KhGT, 40Kh, 40KhN, 40KhFA เป็นต้น) จำเป็นต้องปรับปรุงการตีขึ้นรูปตั้งแต่เริ่มต้น - การชุบแข็งปริมาตรและการแบ่งเบาบรรเทาให้มีความแข็ง 241-285 HB (สำหรับเหล็กบางชนิด - 269-302 HB) จากนั้นจึงตัดเฉือนและสุดท้ายเป็นไอออนไนไตรดิ้ง เพื่อให้แน่ใจว่าผลิตภัณฑ์มีการเสียรูปน้อยที่สุดก่อนทำไนไตรด์เพื่อบรรเทาความเครียด ขอแนะนำให้ทำการหลอมในบรรยากาศก๊าซที่มีการป้องกัน และอุณหภูมิการหลอมควรสูงกว่าอุณหภูมิไนไตรด์ การหลอมควรทำก่อนการตัดเฉือนที่มีความแม่นยำ
ความลึกของชั้นไนไตรด์ที่เกิดขึ้นจากผลิตภัณฑ์ที่ระบุซึ่งทำจากเหล็ก 40X, 18XGT, 25XGT, 20X2H4A เป็นต้น คือ 0.3-0.5 มม. ที่ความแข็ง 500-800 HV ขึ้นอยู่กับเกรดเหล็ก (รูปที่ 3)
สำหรับเกียร์ที่ทำงานภายใต้ภาระที่หนักกว่า ชั้นไนไตรด์ควรอยู่ที่ 0.6-0.8 มม. โดยมีโซนไนไตรด์แบบบางหรือไม่มีโซนเลย


ข้าว. 3.
การเพิ่มประสิทธิภาพของคุณสมบัติของชั้นชุบแข็งนั้นพิจารณาจากการรวมกันของคุณสมบัติของวัสดุฐาน (ความแข็งของแกน) และพารามิเตอร์ของชั้นไนไตรด์ ลักษณะของภาระกำหนดความลึกของชั้นการแพร่กระจาย ชนิดและความหนาของชั้นไนไตรด์:
- ·สวม - "- หรือ -layer;
- · โหลดแบบไดนามิก - ความหนาจำกัดของชั้นไนไตรด์หรือไม่มีชั้นไนไตรด์เลย
- · การกัดกร่อน - - ชั้น
การควบคุมอย่างอิสระของอัตราการไหลของส่วนประกอบแต่ละส่วนของส่วนผสมก๊าซ ความดันในห้องทำงาน และการเปลี่ยนแปลงของอุณหภูมิในกระบวนการทำให้เกิดชั้นของความลึกและความแข็งที่แตกต่างกัน (รูปที่ 4) จึงมั่นใจได้ว่าการประมวลผลจะมีเสถียรภาพ คุณภาพด้วยการกระจายคุณสมบัติขั้นต่ำจากส่วนหนึ่งไปยังอีกส่วนหนึ่งและจากการชาร์จไปยังการชาร์จ ( รูปที่ 5)

ข้าว. 4.
- 1, 3, 5 -กระบวนการขั้นตอนเดียว
- 2,4 - กระบวนการสองขั้นตอนสำหรับเนื้อหาของ N 2 ในส่วนผสมการทำงาน
- 1,2 - T = 530 0 C, t = 16 ชั่วโมง; 3 - T = 560 0 C, t = 16 ชั่วโมง;
- 4 - T = 555 0 C, t = 15 ชั่วโมง, 5 - T = 460 0 С, t = 16 ชั่วโมง


ข้าว. 5.
ไอออนไนไตรดิ้งเป็นที่รู้จักอย่างกว้างขวางว่าเป็นหนึ่งในวิธีที่มีประสิทธิภาพในการเพิ่มความต้านทานการสึกหรอของเครื่องมือตัดที่ทำจาก เหล็กกล้าความเร็วสูงแบรนด์ P6M5, P18, P6M5K5, R12F4K5 เป็นต้น
ไนไตรดิ้งช่วยเพิ่มความต้านทานการสึกหรอของเครื่องมือและความต้านทานความร้อน พื้นผิวไนไตรด์ของเครื่องมือที่มีค่าสัมประสิทธิ์แรงเสียดทานลดลงและคุณสมบัติต้านการเสียดสีที่ได้รับการปรับปรุง ช่วยให้คายเศษได้ง่ายขึ้น และยังป้องกันการเกาะติดเศษและการก่อตัวของรูสึก ซึ่งทำให้เพิ่มอัตราป้อนงานและความเร็วตัดได้
โครงสร้างที่เหมาะสมของเหล็กความเร็วสูงไนไตรด์คือมาร์เทนไซต์ที่มีไนโตรเจนสูง ซึ่งไม่มีไนไตรด์ส่วนเกิน โครงสร้างที่ระบุนั้นมาจากความอิ่มตัวของพื้นผิวเครื่องมือด้วยไนโตรเจนที่อุณหภูมิ 480-520 0 С ในระหว่างการทำไนไตรดิ้งระยะสั้น (สูงสุด 1 ชั่วโมง) ในกรณีนี้ ชั้นชุบแข็งที่มีความลึก 20-40 ไมครอนจะก่อตัวขึ้นด้วยความแข็งระดับไมโครของพื้นผิวที่ 1000-1200 HV0.5 โดยมีความแข็งหลักที่ 800-900 HV (รูปที่ 6) และอายุการใช้งานของเครื่องมือหลังจากไอออนไนไตรด์ เพิ่มขึ้น 2-8 เท่า ขึ้นอยู่กับชนิดและประเภทของวัสดุแปรรูป


ข้าว. 6.
ข้อได้เปรียบหลักของไอออนไนไตรดิ้งของเครื่องมือคือความเป็นไปได้ที่จะได้รับเฉพาะชั้นชุบแข็งแบบแพร่หรือชั้นที่มีโมโนเฟสไนไตรด์ Fe 4 N ("-เฟส) บนพื้นผิวซึ่งตรงกันข้ามกับก๊าซไนไตรด์แบบดั้งเดิมในแอมโมเนียซึ่งไนไตรด์ ชั้นประกอบด้วยสองขั้นตอน -" + ซึ่งเป็นสาเหตุของความเค้นภายในที่ส่วนต่อประสานและทำให้เกิดความเปราะบางและการลอกของชั้นชุบแข็งระหว่างการทำงาน
ไอออนไนไตรดิ้งยังเป็นหนึ่งในวิธีการหลักในการเพิ่มความทนทาน เครื่องมือปั๊มและอุปกรณ์ปั้นจากเหล็กกล้า 5ХНМ, 4Х5МФС, 3Х2В8, 4Х5В2ФС, 4Х4ВМФС, 38Х2МЮА, Х12, Х12М, Х12Ф1.
อันเป็นผลมาจากไอออนิกไนไตรดิ้ง สามารถปรับปรุงคุณลักษณะของผลิตภัณฑ์ต่อไปนี้:
- · แม่พิมพ์สำหรับปั๊มร้อนและแม่พิมพ์สำหรับการหล่อโลหะและโลหะผสม - เพิ่มความต้านทานการสึกหรอ ลดการยึดเกาะของโลหะ
- · แม่พิมพ์หล่อแบบหล่อสำหรับอะลูมิเนียม - ชั้นไนไตรด์ป้องกันไม่ให้โลหะเกาะติดกับโซนของเหลว และกระบวนการเติมแม่พิมพ์มีความปั่นป่วนน้อยกว่า ซึ่งช่วยยืดอายุของแม่พิมพ์ และการหล่อมีคุณภาพสูงขึ้น
ปรับปรุงไอออนไนไตรดิ้งและประสิทธิภาพของเครื่องมือสำหรับความเย็นอย่างมีนัยสำคัญ (T< 250 0 С) обработки - вытяжка, гибка, штамповка, прессование, резка, чеканка и прошивка.
ข้อกำหนดหลักที่รับรองว่าเครื่องมือดังกล่าวจะมีประสิทธิภาพสูง - แรงอัดสูง ทนต่อการสึกหรอ และทนต่อการรับแรงกระแทกเย็น - เป็นผลจากการชุบแข็งด้วยวิธีไอออนไนไตรด์
หากใช้เครื่องมือเหล็กกล้าโครเมียมสูง (โครเมียม 12%) ชั้นไนไตรด์ควรเป็นชั้นการแพร่กระจายเท่านั้น หากเป็นเหล็กกล้าอัลลอยด์ต่ำ นอกจากชั้นการแพร่กระจายแล้ว ควรมีชั้น r - แข็งและ เหนียว.
คุณสมบัติของไอออนไนไตรดิ้งของเหล็กกล้าโครเมียมสูงคือการเลือกอุณหภูมิในกระบวนการทำให้สามารถคงความแข็งของแกนกลางของผลิตภัณฑ์ไว้ได้ ตามการระบุโดยการอบชุบเบื้องต้นภายในช่วงกว้าง (ตารางที่ 2)
เพื่อให้ได้ชั้นพื้นผิวที่ทนทานต่อการสึกหรอในขณะที่ยังคงรักษาแกนดายที่มีความหนืด จำเป็นต้องดับร้อนด้วยการแบ่งเบาบรรเทาก่อนสำหรับความแข็งทุติยภูมิ การประมวลผลเชิงมิติ และไอออนไนไตรดิ้ง
ในการกำจัดหรือลดการเสียรูปที่เกิดจากไอออนไนไตรด์ของเครื่องมือดาย ขอแนะนำให้ทำการหลอมในบรรยากาศก๊าซเฉื่อยที่อุณหภูมิต่ำกว่าอุณหภูมิการอบชุบอย่างน้อย 20 องศาเซลเซียสก่อนการตัดเฉือนขั้นสุดท้าย
หากจำเป็น ให้ขัดพื้นผิวการทำงานที่มีไนไตรด์
ตารางที่ 2 ลักษณะของโลหะผสมเหล็กหลังจากไอออนพลาสมาไนไตรดิ้ง
|
เกรดเหล็ก |
ความแข็งแกน HRC |
อุณหภูมิกระบวนการ |
ลักษณะชั้น |
ชนิดชั้นผสมที่แนะนำ |
||
|
ความลึก mm |
มุมมอง tv-st, HV 1 |
ความหนาของชั้นเชื่อมต่อ ไมครอน |
||||
|
เหล็กกล้างานร้อน |
||||||
|
เหล็กสำหรับงานเย็น |
||||||
ด้วยการเปลี่ยนแปลงองค์ประกอบของตัวกลางอิ่มตัว อุณหภูมิของกระบวนการและระยะเวลา สามารถสร้างชั้นของความลึกและความแข็งที่แตกต่างกันได้ (รูปที่ 7.8)
 หมัดน้ำหนัก 237 กก. |
 |
 แม่พิมพ์น้ำหนัก 1,060 กก. |
 |
ข้าว. 7. ตัวอย่างของการแปรรูปแม่พิมพ์ (a, b) และการกระจายความแข็งระดับจุลภาคเหนือความลึกของชั้นไนไตรด์ (c, d)
ดังที่ประสบการณ์โลกได้แสดงให้เห็น การใช้เทคโนโลยีไอออนไนไตรดิ้งสำหรับการชุบแข็งผลิตภัณฑ์จากเหล็กโครงสร้าง ตลอดจนเครื่องมือตัดและปั๊มขึ้นรูป เทคโนโลยีนี้มีประสิทธิภาพและค่อนข้างง่ายต่อการใช้งาน โดยเฉพาะอย่างยิ่งกับการใช้พลาสมากระแสไฟแบบพัลซิ่ง
ไอออนพลาสมาไนไตรดิ้ง (IPA) เป็นวิธีการชุบแข็งที่ทันสมัยสำหรับการบำบัดด้วยความร้อนด้วยเคมีของเหล็กหล่อ คาร์บอน โลหะผสมและเหล็กกล้าเครื่องมือ โลหะผสมไททาเนียม เซอร์เม็ท และวัสดุที่เป็นผง ประสิทธิภาพสูงของเทคโนโลยีเกิดขึ้นได้จากการใช้ตัวกลางที่เป็นก๊าซที่แตกต่างกันซึ่งส่งผลต่อการก่อตัวของชั้นการแพร่กระจายขององค์ประกอบที่แตกต่างกัน ขึ้นอยู่กับข้อกำหนดเฉพาะสำหรับความลึกและความแข็งของพื้นผิว
ไนไตรดิ้งโดยวิธีไอออนพลาสม่ามีความเกี่ยวข้องกับการรักษาชิ้นส่วนที่รับน้ำหนักซึ่งทำงานในสภาพแวดล้อมที่กัดกร่อนภายใต้แรงเสียดทานและการกัดกร่อนของสารเคมี ดังนั้นจึงใช้กันอย่างแพร่หลายในอุตสาหกรรมการสร้างเครื่องจักร รวมถึงอุตสาหกรรมการสร้างเครื่องมือเครื่องจักร ยานยนต์ และการบิน ในภาคน้ำมันและก๊าซ เชื้อเพลิง พลังงาน และเหมืองแร่ เครื่องมือและการผลิตที่มีความแม่นยำสูง
ในกระบวนการบำบัดพื้นผิวด้วยไอออนไนไตรดิ้ง ลักษณะพื้นผิวของโลหะและความน่าเชื่อถือในการทำงานของชิ้นส่วนสำคัญของเครื่องจักร เครื่องยนต์ เครื่องมือกล ระบบไฮดรอลิกส์ กลไกความเที่ยงตรง และผลิตภัณฑ์อื่นๆ ได้รับการปรับปรุงให้ดีขึ้น: ความล้าและความแข็งแรงของการสัมผัส ความแข็งของพื้นผิว และความทนทานต่อ เพิ่มการแตกร้าว ทนต่อการสึกหรอ ทนต่อความร้อนและการกัดกร่อน
ข้อดีของไอออนพลาสม่าไนไตรดิ้ง
เทคโนโลยี IPA มีข้อดีที่ไม่อาจโต้แย้งได้หลายประการ ซึ่งหลักๆ แล้วคือคุณภาพการประมวลผลที่เสถียรพร้อมคุณสมบัติการแพร่กระจายขั้นต่ำ กระบวนการควบคุมความอิ่มตัวและการให้ความร้อนของก๊าซแพร่ทำให้มีการเคลือบคุณภาพสูงสม่ำเสมอด้วยองค์ประกอบและโครงสร้างเฟสที่กำหนด
- ความแข็งผิวสูงของชิ้นส่วนไนไตรด์
- ไม่มีการเสียรูปของชิ้นส่วนหลังการแปรรูปและความสะอาดของพื้นผิวสูง
- ลดเวลาการแปรรูปเหล็กได้ 3-5 เท่า ไททาเนียมอัลลอยด์ 5-10 เท่า
- เพิ่มการใช้ประโยชน์จากพื้นผิวไนไตรด์ 2-5 เท่า
- ความเป็นไปได้ของการประมวลผลบลายด์และรูทะลุ
ระบอบอุณหภูมิต่ำไม่รวมการเปลี่ยนแปลงโครงสร้างของเหล็ก ลดโอกาสของความเสียหายเมื่อยล้าและความเสียหาย และช่วยให้ระบายความร้อนในอัตราใด ๆ โดยไม่มีความเสี่ยงของการเกิดมาร์เทนไซต์ การแปรรูปที่อุณหภูมิต่ำกว่า 500 ° C มีประสิทธิภาพโดยเฉพาะอย่างยิ่งในการชุบแข็งผลิตภัณฑ์ที่ทำจากเหล็กกล้าที่ผสมด้วยเครื่องมือ ความเร็วสูง และการทำลายล้าง: คุณสมบัติด้านประสิทธิภาพเพิ่มขึ้นโดยไม่เปลี่ยนความแข็งของแกน (55-60 HRC)
วิธีการที่เป็นมิตรต่อสิ่งแวดล้อมของไอออนพลาสมาไนไตรดิ้งช่วยป้องกันการบิดเบือนและการเสียรูปของชิ้นส่วนในขณะที่ยังคงความหยาบผิวเดิมไว้ภายใน Ra = 0.63 ... 1.2 ไมครอน - นั่นคือเหตุผลที่เทคโนโลยี IPA มีประสิทธิภาพในการตกแต่งขั้นสุดท้าย
เทคโนโลยีกระบวนการผลิต
การติดตั้งสำหรับ IPA ทำงานในบรรยากาศที่หายากที่ความดัน 0.5-10 มิลลิบาร์ ส่วนผสมของก๊าซไอออไนซ์จะถูกป้อนเข้าไปในห้องเพาะเลี้ยง ซึ่งทำงานตามหลักการของระบบแคโทด-แอโนด การปล่อยพัลส์ที่เรืองแสงเกิดขึ้นระหว่างชิ้นงานที่กำลังดำเนินการกับผนังของห้องสุญญากาศ สารออกฤทธิ์ที่สร้างขึ้นภายใต้อิทธิพลของมัน ซึ่งประกอบด้วยไอออนที่มีประจุ อะตอม และโมเลกุล สร้างชั้นไนไตรด์บนพื้นผิวของผลิตภัณฑ์
องค์ประกอบของตัวกลางอิ่มตัว อุณหภูมิ และระยะเวลาของกระบวนการส่งผลต่อความลึกของการแทรกซึมของไนไตรด์ ซึ่งทำให้ความแข็งของชั้นผิวของผลิตภัณฑ์เพิ่มขึ้นอย่างมาก
อิออนไนไตรดิ้งของชิ้นส่วน
ไนไตรดิ้งอิออนใช้กันอย่างแพร่หลายในการเสริมความแข็งแกร่งให้กับชิ้นส่วนเครื่องจักร เครื่องมือทำงาน และอุปกรณ์เทคโนโลยีที่มีขนาดและรูปร่างไม่จำกัด: เฟือง เพลาข้อเหวี่ยงและเพลาลูกเบี้ยว เฟืองดอกจอกและทรงกระบอก เครื่องอัดรีด ข้อต่อของโครงร่างทางเรขาคณิตที่ซับซ้อน สกรู เครื่องมือตัดและเจาะ แมนเดรล ดาย และเจาะสำหรับปั๊มขึ้นรูป
สำหรับผลิตภัณฑ์จำนวนหนึ่ง (ล้อเฟืองขนาดใหญ่สำหรับยานพาหนะหนัก รถขุด ฯลฯ) IPA เป็นวิธีเดียวที่จะได้ผลิตภัณฑ์สำเร็จรูปที่มีเปอร์เซ็นต์การคัดแยกขั้นต่ำ
คุณสมบัติของผลิตภัณฑ์หลังจากการชุบแข็งโดยวิธี IPA
การชุบแข็งของเฟืองด้วยไอออนไนไตรด์จะเพิ่มขีดจำกัดความทนทานของฟันในการทดสอบความล้าจากการดัดงอเป็น 930 MPa ซึ่งช่วยลดลักษณะเสียงของเครื่องมือกลได้อย่างมากและเพิ่มความสามารถในการแข่งขันในตลาด
เทคโนโลยีไอออนพลาสม่าไนไตรดิ้งใช้กันอย่างแพร่หลายสำหรับการชุบแข็งชั้นผิวของแม่พิมพ์ที่ใช้ในการฉีดขึ้นรูป: ชั้นไนไตรด์ป้องกันการยึดเกาะของโลหะในบริเวณการฉีดของเจ็ทเหลว และกระบวนการเติมแม่พิมพ์จะมีความปั่นป่วนน้อยลง ซึ่งจะเพิ่มอายุการใช้งานของ แม่พิมพ์และรับประกันการหล่อคุณภาพสูง
ไอออนพลาสมาไนไตรดิ้งเพิ่มความต้านทานการสึกหรอของเครื่องมือเจาะและตัดที่ทำจากเหล็กเกรด R6M5, R18, R6M5K5, R12F4K5 และอื่นๆ 4 เท่าขึ้นไป โดยสภาพการตัดเพิ่มขึ้นพร้อมกัน พื้นผิวไนไตรด์ของเครื่องมือเนื่องจากค่าสัมประสิทธิ์การเสียดสีที่ลดลง ทำให้สามารถขจัดเศษได้ง่ายขึ้น และยังป้องกันไม่ให้เกาะติดกับคมตัด ซึ่งช่วยเพิ่มอัตราป้อนงานและความเร็วตัด
บริษัท "Ionmet" ให้บริการสำหรับการชุบแข็งพื้นผิวของวัสดุโครงสร้างของชิ้นส่วนและเครื่องมือประเภทต่างๆโดยวิธีการไอออน - พลาสมาไนไตรด์ - โหมดที่เลือกอย่างถูกต้องจะช่วยให้บรรลุพารามิเตอร์ทางเทคนิคที่ต้องการของความแข็งและความลึกของชั้นไนไตรด์ , จะให้คุณสมบัติผู้บริโภคสูงของผลิตภัณฑ์.
- การชุบแข็งของชั้นผิวของเฟืองละเอียดและหยาบ เพลาข้อเหวี่ยงและเพลาลูกเบี้ยว ไกด์ บุชชิ่ง แขนเสื้อ สกรู กระบอกสูบ แม่พิมพ์ เพลา ฯลฯ
- เพิ่มความทนทานต่อโหลดของเพลาข้อเหวี่ยงและเพลาลูกเบี้ยว, แทปเพท, วาล์ว, เกียร์ และอื่นๆ
- ปรับปรุงความต้านทานการสึกหรอและความต้านทานการกัดกร่อน ลดการยึดเกาะของโลหะเมื่อหล่อแม่พิมพ์ แม่พิมพ์กดและค้อน เจาะดึงลึก ดาย
กระบวนการไนไตรดิ้งเกิดขึ้นในการติดตั้งอัตโนมัติที่ทันสมัย:
- โต๊ะ Ø 500 มม. สูง 480 มม.
- โต๊ะ Ø 1,000 มม. สูง 1400 มม.
เพื่อชี้แจงผลิตภัณฑ์ทั้งหมดสำหรับการชุบแข็ง รวมถึงความเป็นไปได้ของไนไตรด์ชิ้นส่วนขนาดใหญ่ที่มีรูปทรงที่ซับซ้อน โปรดติดต่อผู้เชี่ยวชาญของบริษัทไอออนเมต เพื่อกำหนดเงื่อนไขทางเทคนิคสำหรับไนไตรดิ้งและเริ่มต้นความร่วมมือ ส่งแบบแปลน ระบุเกรดเหล็กและเทคโนโลยีโดยประมาณสำหรับชิ้นส่วนการผลิต