การประกอบบล็อกอิเล็กทรอนิกส์บนแผงวงจรพิมพ์ เตรียมความพร้อมสำหรับการพัฒนากระบวนการทางเทคนิคสำหรับการประกอบระบบออปติกอิเล็กทรอนิกส์
กระบวนการทางเทคโนโลยีในการผลิตอุปกรณ์ที่พัฒนาขึ้น
เป็นชุดของการดำเนินการสำหรับผู้ดำเนินการอุปกรณ์เพื่อแปลงวัตถุดิบและส่วนประกอบเป็นผลิตภัณฑ์สำเร็จรูป
ผลิตภัณฑ์. เมื่อพัฒนา TP ภารกิจคือค้นหาตัวเลือกดังกล่าว
ซึ่งจะให้ทางออกที่ประหยัดที่สุด ตาม ECTS ก่อนอื่นควรใช้เส้นทางเทคโนโลยีกระบวนการและการดำเนินงานมาตรฐาน ไม่แนะนำให้จัดเตรียมเครื่องจักรราคาแพงที่ไม่เหมือนใครสำหรับการประมวลผลเว้นแต่จะได้รับการพิสูจน์ทางเทคโนโลยีและเศรษฐกิจ ควรใช้เครื่องมือตัดและวัดมาตรฐานเท่านั้น ควรใช้รูปแบบที่ทันสมัยที่สุดขององค์กรการผลิต: สายการผลิตต่อเนื่องและแบบกลุ่ม กระบวนการทางเทคโนโลยีแบบกลุ่ม
การตั้งค่ากลุ่ม การพัฒนากระบวนการทางเทคนิคในการทำงานควรดำเนินการบนพื้นฐานของกระบวนการทั่วไป
กระบวนการประกอบ PCB ทั่วไปประกอบด้วยการดำเนินการต่อไปนี้:
1. การดำเนินการหยิบสินค้า
2. การควบคุมอินพุตของไมโครเซอร์กิตและ ERE
3. การควบคุมการป้อนข้อมูลของซอฟต์แวร์
4. การขึ้นรูปและการตัดแต่งสาย ERE
5. การดีบุกของตะกั่ว IC และ ERE
6. การเตรียม PCB สำหรับการติดตั้ง
7. การติดตั้งองค์ประกอบบน PCB
8. ฟลักซ์
10. การกำจัดฟลักซ์
11. การควบคุมคุณภาพของการบัดกรี
12. การป้องกันความชื้น
พิจารณากระบวนการทางเทคโนโลยีโดยละเอียด
ตามการ์ดหยิบสินค้า จำเป็นต้องสร้างชุดที่สมบูรณ์ นั่นคือ รับผลิตภัณฑ์ที่จำเป็นทั้งหมดจากคลังสินค้า: PCB, วงจรไมโคร, ตัวเก็บประจุ, ตัวเชื่อมต่อ และอื่น ๆ บันทึกวันที่ออก ERE, IMS, บอร์ดจากคลังสินค้าในการ์ดเทคโนโลยี จัดเรียงส่วนประกอบในภาชนะที่เหมาะสม
การควบคุมอินพุตประกอบด้วยการตรวจสอบ ERE, IC และบอร์ดอย่างละเอียด ไม่ควรมีรอยแตก บุบ บิ่น หรือความเสียหายอื่นๆ บนพื้นผิวขององค์ประกอบ จำเป็นต้องตรวจสอบเครื่องหมายการค้า, เครื่องหมายของผู้ผลิต, กุญแจสำคัญในการกำหนดเอาต์พุตแรกของ IC
พี  การตรวจสอบประสิทธิภาพของ IC ตั้งแต่ต้นจนจบจะดำเนินการที่แท่นทดสอบ เนื่องจากความล้มเหลวของ IC ใดๆ จะนำไปสู่ความล้มเหลวของระบบทั้งหมด
การตรวจสอบประสิทธิภาพของ IC ตั้งแต่ต้นจนจบจะดำเนินการที่แท่นทดสอบ เนื่องจากความล้มเหลวของ IC ใดๆ จะนำไปสู่ความล้มเหลวของระบบทั้งหมด
การตรวจสอบประสิทธิภาพของ ERE ดำเนินการคัดเลือก ไม่รวมคุณภาพที่ลดลงของชิ้นส่วนแต่ละชิ้น โดยพิจารณาจากข้อพิจารณาต่อไปนี้: 1. การควบคุมเอาต์พุตไม่เพียงพอ; 2. การจัดเก็บสินค้าสำเร็จรูปในคลังสินค้าเป็นเวลานาน โอกาสเสียหายระหว่างการขนส่ง
PP ถูกล้างในอ่างที่มีส่วนผสมของแอลกอฮอล์และน้ำมันเบนซิน ตรวจสอบลักษณะของ PCB อย่างละเอียดโดยใช้แว่นขยาย ฐานอิเล็กทริกของบอร์ดจะต้องเป็นเสาหิน เป็นเนื้อเดียวกัน โดยไม่มีแผลพุพอง การหลุดลอก รอยขีดข่วน และการรวม "สิ่งแปลกปลอม" สีของอิเล็กทริกควรสม่ำเสมอโดยไม่มีเส้นขอบที่คมชัดซึ่งเน้นส่วนใดส่วนหนึ่งของพื้นผิวกระดาน ชั้นเคลือบโลหะจะต้องสม่ำเสมอ หนาแน่น ปราศจากรอยเปื้อน รอยร้าว ความไม่สม่ำเสมอ: ขอบที่ลดความกว้างขั้นต่ำที่อนุญาต รูทะลุที่ชุบต้องสะอาดและปราศจากสิ่งเจือปนทุกชนิด
วิธีหลักในการสร้างข้อสรุปนั้นมีความยืดหยุ่น ในกรณีของการใช้เครื่องจักรกลส่วนการทำงานของเครื่องมือ - หมัด, เมทริกซ์, ตราประทับ, ตามกฎแล้วสอดคล้องกับรูปร่างของข้อสรุป เมื่อออกแบบ PCB จะคำนึงถึงขนาดของ IC ตัวเชื่อมต่อและระยะห่างระหว่างขาขององค์ประกอบต่างๆ ดังนั้นพินของไมโครเซอร์กิตที่ใช้แล้วและคอนเนคเตอร์จึงไม่ถูกขึ้นรูป การก่อตัวของตัวนำของตัวเก็บประจุเป็นสิ่งจำเป็นเนื่องจากตำแหน่งของตัวนำไม่สอดคล้องกับตำแหน่งของรูบน PCB
คุณภาพของรอยประสานขึ้นอยู่กับความละเอียดถี่ถ้วนของการเตรียมพื้นผิวที่จะเชื่อมเป็นสำคัญ เพื่อให้ได้การเชื่อมต่อที่แข็งแรง จำเป็นต้องมีความสามารถในการเปียกที่ดีของพื้นผิวที่มีฟลักซ์และตัวประสาน ซึ่งขึ้นอยู่กับทั้งคุณสมบัติของวัสดุและรูปร่างของความหยาบของพื้นผิว การมีอยู่ของสารปนเปื้อนอินทรีย์ สนิม ออกไซด์ และฟิล์มไขมันบน พื้นผิวที่เข้าร่วม
พี  การเตรียมพื้นผิวบัดกรีทำได้สองวิธี: ทางกลและทางเคมี การตัดเฉือนประกอบด้วยการขจัดชั้นผิวของโลหะ การเจียรผิวด้วยผงขัด อย่างไรก็ตาม สิ่งนี้ไม่รวมถึงความเสียหายที่พื้นผิว ในวิธีการทางเคมี พื้นผิวที่จะบัดกรีจะได้รับการบำบัดด้วยตัวทำละลาย เช่น ส่วนผสมของแอลกอฮอล์-น้ำมันเบนซิน และแอลกอฮอล์-ฟรีออน ในกรณีนี้จะเกิดพื้นผิวที่ไม่มีฟิล์มออกไซด์และไขมัน
การเตรียมพื้นผิวบัดกรีทำได้สองวิธี: ทางกลและทางเคมี การตัดเฉือนประกอบด้วยการขจัดชั้นผิวของโลหะ การเจียรผิวด้วยผงขัด อย่างไรก็ตาม สิ่งนี้ไม่รวมถึงความเสียหายที่พื้นผิว ในวิธีการทางเคมี พื้นผิวที่จะบัดกรีจะได้รับการบำบัดด้วยตัวทำละลาย เช่น ส่วนผสมของแอลกอฮอล์-น้ำมันเบนซิน และแอลกอฮอล์-ฟรีออน ในกรณีนี้จะเกิดพื้นผิวที่ไม่มีฟิล์มออกไซด์และไขมัน
เราจะใช้วิธีทางเคมีเนื่องจากเป็นที่น่าพอใจมากกว่าสำหรับกระบวนการทางเทคนิคของเรา วิธีที่มีประสิทธิภาพมากที่สุดคือการจุ่มสายของ IC, ERE และขั้วต่อที่ยึดไว้ในภาชนะพิเศษ ลงในอ่างที่มีสารละลายแอลกอฮอล์-เบนซิน จากนั้นล้างขั้วด้วยน้ำอุ่น
เพื่อให้แน่ใจว่าการบัดกรีมีคุณภาพสูง จึงใช้การชุบตะกั่ว IC และ ERE ล่วงหน้า การติดดีบุกประกอบด้วยการหุ้มชิ้นส่วนที่จะเชื่อมด้วยแผ่นโลหะบัดกรีบาง ๆ ซึ่งจะต้องต่อเนื่องกันโดยไม่มีรอยร้าว ไม่มีรูพรุน มีสิ่งแปลกปลอมเจือปน การหย่อนคล้อย และส่วนที่ยื่นออกมาแหลมคม การดำเนินการชุบโดยใช้วิธีการแบบแมนนวล นั่นคือ การใช้หัวแร้ง นั้นไม่ได้ผลเนื่องจากต้องใช้แรงงานจำนวนมากและใช้เวลานาน ดังนั้นวิธีที่มีประสิทธิภาพมากที่สุดคือการหลอมตะกั่วของ IC, ERE และตัวเชื่อมต่อลงในฟลักซ์ของเหลว FKSP จากนั้นจึงเข้าไปในอ่างที่มีการบัดกรีหลอมเหลว POS - 61 ควรคำนึงถึงว่าเวลาในการเคลือบมี จำกัด (t< 3 сек).
การติดตั้งสิ่งที่แนบมาบน PCB ประกอบด้วยการป้อนเข้าในพื้นที่การติดตั้ง การวางแนวลีดที่สัมพันธ์กับรูยึดหรือแผ่นอิเล็กโทรด และการยึด ERE และ IC ในตำแหน่งที่ต้องการ ขึ้นอยู่กับลักษณะการผลิตและการออกแบบของ PP การติดตั้งจะดำเนินการด้วยตนเอง เครื่องจักร หรืออัตโนมัติ วิธีการอัตโนมัติจะใช้เมื่อประกอบผลิตภัณฑ์จำนวนมาก ในขณะที่จำนวนชิ้นส่วนที่ติดตั้งอยู่ระหว่าง 5 ถึง 50 ล้านชิ้นต่อปี ด้วยปริมาณการผลิตที่ต้องติดตั้งบนกระดาน 0.5 ... 5 ล้านชิ้น/ปี และความหนาแน่นของแต่ละชิ้นมากถึง 500 ชิ้น จึงมีการใช้อุปกรณ์ที่มีสำเนาพร้อมหัววางแบบกลไก
พี  การใช้ชุดประกอบแบบแมนนวลมีข้อได้เปรียบทางเศรษฐกิจในการผลิตบอร์ดไม่เกินหนึ่งร้อยครึ่งต่อปี ข้อได้เปรียบที่สำคัญของการประกอบด้วยมือคือความเป็นไปได้ของการตรวจสอบด้วยสายตาอย่างต่อเนื่อง ซึ่งช่วยให้สามารถใช้ความคลาดเคลื่อนที่ค่อนข้างใหญ่กับขนาดของพิน แผ่นอิเล็กโทรด และรูสำหรับติดตั้ง ทำให้สามารถตรวจจับข้อบกพร่องใน PCB และส่วนประกอบต่างๆ ได้ ในกรณีนี้ IC และ ERE ถูกติดตั้งบนบอร์ดเป็นแถว แต่การวางแนวของ IC ในแถวต่างๆ นั้นไม่เหมือนกันเนื่องจากความแตกต่างของขนาดของ IC และ ERE ที่ติดตั้งไว้เป็นจำนวนมาก จากที่กล่าวมา เราสามารถสรุปได้ว่าการใช้เครื่องจักรและระบบอัตโนมัตินั้นไม่สมเหตุสมผล
การใช้ชุดประกอบแบบแมนนวลมีข้อได้เปรียบทางเศรษฐกิจในการผลิตบอร์ดไม่เกินหนึ่งร้อยครึ่งต่อปี ข้อได้เปรียบที่สำคัญของการประกอบด้วยมือคือความเป็นไปได้ของการตรวจสอบด้วยสายตาอย่างต่อเนื่อง ซึ่งช่วยให้สามารถใช้ความคลาดเคลื่อนที่ค่อนข้างใหญ่กับขนาดของพิน แผ่นอิเล็กโทรด และรูสำหรับติดตั้ง ทำให้สามารถตรวจจับข้อบกพร่องใน PCB และส่วนประกอบต่างๆ ได้ ในกรณีนี้ IC และ ERE ถูกติดตั้งบนบอร์ดเป็นแถว แต่การวางแนวของ IC ในแถวต่างๆ นั้นไม่เหมือนกันเนื่องจากความแตกต่างของขนาดของ IC และ ERE ที่ติดตั้งไว้เป็นจำนวนมาก จากที่กล่าวมา เราสามารถสรุปได้ว่าการใช้เครื่องจักรและระบบอัตโนมัตินั้นไม่สมเหตุสมผล
องค์ประกอบถูกติดตั้งบน PCB ตามรูปวาดตามลำดับต่อไปนี้: IC, ตัวต้านทาน, ไดโอด, ทรานซิสเตอร์, ตัวเก็บประจุ, ตัวเชื่อมต่อ หลังการติดตั้ง สายไฟจะงอด้วย ฝั่งตรงข้ามจึงช่วยแก้ไของค์ประกอบ เมื่อติดตั้ง IC จะต้องสามารถกำจัดไฟฟ้าสถิตออกจากตัวติดตั้งได้โดยใช้สายดิน
กลไกการทำงานของฟลักซ์คือฟิล์มออกไซด์ของโลหะและโลหะบัดกรีจะละลาย คลายตัว และลอยขึ้นสู่ผิวของฟลักซ์ ฟลักซ์ทำหน้าที่ลดแรงตึงผิวของโลหะบัดกรีหลอมเหลวที่ส่วนต่อประสานโลหะ-ประสาน-ฟลักซ์ ทางเลือกที่ถูกต้องของฟลักซ์ให้การเชื่อมต่อที่มีคุณภาพและส่งผลอย่างมากต่อความเร็วและระดับความสมบูรณ์ของกระบวนการบัดกรี ฟลักซ์ที่เลือกต้องทำปฏิกิริยาและละลายออกไซด์ของโลหะที่กำลังบัดกรี มีความเสถียรทางความร้อน และทนต่ออุณหภูมิในการบัดกรีโดยไม่ระเหยหรือสลายตัว
ฉ  Lusing สามารถทำได้หลายวิธี: การแปรง การจุ่ม การดึง การกลิ้ง การพ่น การหมุนแปรง ในการผลิตขนาดกลาง จะใช้โฟมหรือฟลักซ์ของคลื่น ฟลักซ์ที่ปราศจากกรดถูกนำมาใช้กันอย่างแพร่หลายในการดำเนินการเชื่อมต่อภาคสนาม ฟลักซ์ที่มีส่วนผสมของ Rosin นั้นไม่กัดกร่อน
Lusing สามารถทำได้หลายวิธี: การแปรง การจุ่ม การดึง การกลิ้ง การพ่น การหมุนแปรง ในการผลิตขนาดกลาง จะใช้โฟมหรือฟลักซ์ของคลื่น ฟลักซ์ที่ปราศจากกรดถูกนำมาใช้กันอย่างแพร่หลายในการดำเนินการเชื่อมต่อภาคสนาม ฟลักซ์ที่มีส่วนผสมของ Rosin นั้นไม่กัดกร่อน
ขั้นตอนการบัดกรีข้อต่อหน้าสัมผัสประกอบด้วย:
แก้ไของค์ประกอบที่เชื่อมต่อกับพื้นผิวที่เตรียมไว้ล่วงหน้าสำหรับการบัดกรี
ความร้อนของพื้นผิวการบัดกรีจนถึงอุณหภูมิที่กำหนดในระยะเวลาที่จำกัด
การแนะนำการบัดกรีในเขตฟลักซ์ในปริมาณที่จำเป็นและเพียงพอสำหรับการบัดกรี
การหลอมประสานด้วยการทำให้พื้นผิวบัดกรีเปียกสูงสุด
การระบายความร้อนของตัวประสานภายใต้เงื่อนไขที่ไม่รวมการเคลื่อนไหวร่วมกันของชิ้นส่วนที่บัดกรี
การบัดกรีที่มีคุณภาพดีที่สุดให้การบัดกรีแบบยูเทคติก คุณสมบัติที่สำคัญของมันคือช่วงอุณหภูมิที่แคบของการตกผลึก เมื่อมีช่วงการตกผลึกที่กว้าง จำเป็นต้องรักษาพื้นผิวบัดกรีให้อยู่ในตำแหน่งคงที่เมื่อบัดกรีเย็นลง
หลังจากการบัดกรี จำเป็นต้องทำความสะอาดโหนดและข้อต่อบัดกรีอย่างทั่วถึงจากการปนเปื้อนที่อาจนำไปสู่การกัดกร่อนและลดความต้านทานฉนวนของวัสดุไดอิเล็กตริก การเลือกวิธีการทำความสะอาดขึ้นอยู่กับระดับและลักษณะของการปนเปื้อน เลือกสื่อการทำความสะอาดขึ้นอยู่กับฟลักซ์ที่ใช้ ด้วยปริมาณการผลิตที่น้อย หน่วย EVA จะถูกล้างตามลำดับในหลายๆ อ่างด้วยเครื่องสั่นแบบพิเศษที่มีความถี่ 50 Hz และแอมพลิจูด 1-2 มม. ในกรณีของเรา การใช้การแช่ตามลำดับในอ่างที่มีส่วนผสมของแอลกอฮอล์และน้ำมันเบนซินนั้นมีประสิทธิภาพ จากนั้นจึงแช่ในอ่างน้ำร้อนและน้ำเย็น เวลาเปิดรับแสงในแต่ละอ่างคือประมาณ 1 นาที
พี  ดำเนินการควบคุมคุณภาพการมองเห็นของการบัดกรี พื้นผิวบัดกรีควรเป็นมันเงา เรียบ ไม่มีแผล เปลือกและส่วนที่ยื่นออกมาแหลมคม ไม่ควรมีการไหลของดีบุกจากตัวนำหนึ่งไปยังอีกอันหนึ่ง ข้อบกพร่องจะถูกกำจัดด้วยหัวแร้งและฟลักซ์ FKSp โดยการใช้ฟลักซ์จำนวนเล็กน้อยในบริเวณที่มีข้อบกพร่อง และกำจัดดีบุกส่วนเกินด้วยหัวแร้ง การตรวจสอบดำเนินการด้วยแว่นขยาย การทดสอบการต้านทานการสั่นสะเทือนนั้นขึ้นอยู่กับ 2% ของบอร์ดจากแต่ละชุด แต่ไม่น้อยกว่า 3 ชิ้น การเชื่อมต่อของสายเชื่อมต่อในรูของบอร์ดต้องทนต่อแรงได้ถึง 0.5 กก.
ดำเนินการควบคุมคุณภาพการมองเห็นของการบัดกรี พื้นผิวบัดกรีควรเป็นมันเงา เรียบ ไม่มีแผล เปลือกและส่วนที่ยื่นออกมาแหลมคม ไม่ควรมีการไหลของดีบุกจากตัวนำหนึ่งไปยังอีกอันหนึ่ง ข้อบกพร่องจะถูกกำจัดด้วยหัวแร้งและฟลักซ์ FKSp โดยการใช้ฟลักซ์จำนวนเล็กน้อยในบริเวณที่มีข้อบกพร่อง และกำจัดดีบุกส่วนเกินด้วยหัวแร้ง การตรวจสอบดำเนินการด้วยแว่นขยาย การทดสอบการต้านทานการสั่นสะเทือนนั้นขึ้นอยู่กับ 2% ของบอร์ดจากแต่ละชุด แต่ไม่น้อยกว่า 3 ชิ้น การเชื่อมต่อของสายเชื่อมต่อในรูของบอร์ดต้องทนต่อแรงได้ถึง 0.5 กก.
วัสดุฉนวนไฟฟ้าหลัก ได้แก่ สารเคลือบเงา สารประกอบ สารเคลือบเงาด้านบน และสารเคลือบ ใช้เคลือบฟันและเคลือบเงาเคลือบ ประกอบด้วยเบสและตัวทำละลาย ต้องแห้งเร็วและก่อตัวเป็นแผ่นฟิล์มมันเงาที่ยึดเกาะได้ดีกับพื้นผิวที่จะเคลือบ
เพื่อขจัดอิทธิพลของสภาพอากาศและเพิ่มความทนทานต่อการกัดกร่อน บล็อกจะถูกเคลือบด้วยสารเคลือบเงาบางๆ อย่างสม่ำเสมอ ในการทำเช่นนี้ให้จุ่มลงในอ่างเคลือบเงา UR 231 จากนั้นนำออกและทำให้แห้งด้วยลมร้อนที่อุณหภูมิ t = 40 - 60 0 C หลังจากนั้นบล็อกจะถูกวางในภาชนะบรรจุและส่งให้กับลูกค้า
การประกอบและการซีลวงจรไมโครและอุปกรณ์เซมิคอนดักเตอร์ประกอบด้วยการดำเนินการหลัก 3 อย่าง ได้แก่ การติดคริสตัลที่ฐานของบรรจุภัณฑ์ การติดสาย และการปกป้องคริสตัลจากอิทธิพลของสิ่งแวดล้อม ความเสถียรของพารามิเตอร์ทางไฟฟ้าและความน่าเชื่อถือของผลิตภัณฑ์ขั้นสุดท้ายขึ้นอยู่กับคุณภาพของการประกอบ นอกจากนี้ การเลือกวิธีการประกอบก็ส่งผลต่อต้นทุนรวมของผลิตภัณฑ์ด้วย
การติดคริสตัลเข้ากับฐานเคส
ข้อกำหนดหลักสำหรับการเชื่อมต่อคริสตัลเซมิคอนดักเตอร์กับฐานของบรรจุภัณฑ์คือความน่าเชื่อถือสูงของการเชื่อมต่อ ความแข็งแรงเชิงกล และในบางกรณี การถ่ายเทความร้อนในระดับสูงจากคริสตัลไปยังพื้นผิว การเชื่อมต่อดำเนินการโดยการบัดกรีหรือติดกาว
กาวติดแม่พิมพ์สามารถแบ่งคร่าวๆ ได้เป็น 2 ประเภท: นำไฟฟ้าและไดอิเล็กตริก กาวประกอบด้วยสารยึดเกาะและฟิลเลอร์ เพื่อให้แน่ใจว่ามีการนำไฟฟ้าและความร้อน มักจะเติมเงินลงในกาวในรูปของผงหรือเกล็ด ในการสร้างกาวอิเล็กทริกที่นำความร้อน จะใช้ผงแก้วหรือเซรามิกเป็นตัวเติม
การบัดกรีดำเนินการโดยใช้แก้วนำไฟฟ้าหรือโลหะบัดกรี

ตัวประสานแก้วเป็นวัสดุที่ประกอบด้วยออกไซด์ของโลหะ มีการยึดเกาะที่ดี หลากหลายเซรามิกส์ ออกไซด์ วัสดุเซมิคอนดักเตอร์ โลหะ และมีคุณสมบัติต้านทานการกัดกร่อนสูง
การบัดกรีด้วยตัวประสานโลหะนั้นดำเนินการโดยใช้แผ่นบัดกรีหรือแผ่นอิเล็กโทรดที่มีรูปร่างและขนาดที่กำหนด (แบบพรีฟอร์ม) ซึ่งวางอยู่ระหว่างคริสตัลและพื้นผิว ในการผลิตจำนวนมาก น้ำยาประสานแบบพิเศษใช้สำหรับติดชิป
หมุดเชื่อมต่อ
ขั้นตอนการติดสายคริสตัลเข้ากับฐานของบรรจุภัณฑ์นั้นดำเนินการโดยใช้ลวด เทป หรือสายนำแข็งในรูปแบบของลูกบอลหรือคาน
การติดตั้งลวดดำเนินการโดยการบีบอัดด้วยความร้อน การเชื่อมด้วยไฟฟ้า หรือการเชื่อมแบบอัลตราโซนิกโดยใช้ลวด/เทปสีทอง อะลูมิเนียม หรือทองแดง

การติดตั้งแบบไร้สายดำเนินการโดยใช้เทคโนโลยี "คริสตัลคว่ำ" (ชิปพลิก) หน้าสัมผัสที่แข็งในรูปแบบของคานหรือลูกประสานจะเกิดขึ้นบนชิปในระหว่างกระบวนการสร้างการชุบ
ก่อนทำการบัดกรี พื้นผิวคริสตัลจะถูกทำให้เป็นเนื้อเดียวกัน หลังจากการพิมพ์หินและการแกะสลัก แผ่นสัมผัสของคริสตัลจะถูกทำให้เป็นโลหะเพิ่มเติม การดำเนินการนี้ดำเนินการเพื่อสร้างชั้นกั้น ป้องกันการเกิดออกซิเดชัน และปรับปรุงความสามารถในการเปียกน้ำและการยึดเกาะ หลังจากนั้นจะมีการสร้างข้อสรุป

คานหรือลูกประสานเกิดจากวิธีการสะสมด้วยไฟฟ้าหรือสุญญากาศ การเติมด้วยไมโครสเฟียร์สำเร็จรูปหรือการพิมพ์สกรีน คริสตัลที่มีตะกั่วขึ้นรูปจะถูกพลิกและติดตั้งลงบนพื้นผิว
ปกป้องคริสตัลจากอิทธิพลของสิ่งแวดล้อม

คุณลักษณะของอุปกรณ์เซมิคอนดักเตอร์นั้นขึ้นอยู่กับสถานะของพื้นผิวเป็นส่วนใหญ่ สภาพแวดล้อมภายนอกมีผลอย่างมากต่อคุณภาพของพื้นผิวและตามความเสถียรของพารามิเตอร์อุปกรณ์ ผลกระทบนี้เปลี่ยนแปลงระหว่างการใช้งาน ดังนั้นจึงเป็นสิ่งสำคัญอย่างยิ่งที่จะต้องปกป้องพื้นผิวของอุปกรณ์เพื่อเพิ่มความน่าเชื่อถือและอายุการใช้งาน
การป้องกันคริสตัลเซมิคอนดักเตอร์จากอิทธิพลของสภาพแวดล้อมภายนอกนั้นดำเนินการในขั้นตอนสุดท้ายของการประกอบไมโครวงจรและอุปกรณ์เซมิคอนดักเตอร์

การปิดผนึกสามารถทำได้โดยใช้ปลอกหรือในการออกแบบที่ไม่มีบรรจุภัณฑ์
การปิดผนึกเคสทำได้โดยการติดฝาครอบเคสเข้ากับฐานโดยการบัดกรีหรือการเชื่อม ตัวเรือนโลหะ แก้วโลหะ และเซรามิกให้การซีลอย่างแน่นหนาในสุญญากาศ
ฝาขึ้นอยู่กับประเภทของเคสสามารถบัดกรีได้โดยใช้ตัวประสานแก้ว ตัวประสานโลหะ หรือติดกาวด้วยกาว วัสดุเหล่านี้แต่ละชนิดมีข้อดีในตัวเองและถูกเลือกขึ้นอยู่กับงานที่ต้องแก้ไข

สำหรับการป้องกันผลึกเซมิคอนดักเตอร์แบบไม่มีบรรจุภัณฑ์จากอิทธิพลภายนอก พลาสติกและสารประกอบสำหรับเติมแบบพิเศษจะถูกนำมาใช้ ซึ่งอาจมีลักษณะอ่อนหรือแข็งหลังจากเกิดพอลิเมอไรเซชัน ทั้งนี้ขึ้นอยู่กับงานและวัสดุที่ใช้
อุตสาหกรรมสมัยใหม่เสนอสองทางเลือกสำหรับการเทคริสตัลด้วยสารประกอบที่เป็นของเหลว:
- การเทด้วยสารประกอบความหนืดปานกลาง (glob-top, Blob-top)
- การสร้างกรอบจากสารประกอบที่มีความหนืดสูงและการเทคริสตัลที่มีสารประกอบที่มีความหนืดต่ำ (Dam-and-Fill)
ข้อได้เปรียบหลักของสารประกอบที่เป็นของเหลวเหนือวิธีการปิดผนึกคริสตัลอื่นๆ คือความยืดหยุ่นของระบบการตวง ซึ่งช่วยให้สามารถใช้วัสดุและอุปกรณ์เดียวกันสำหรับคริสตัลประเภทและขนาดต่างๆ ได้
กาวโพลิเมอร์นั้นจำแนกตามประเภทของสารยึดเกาะและประเภทของวัสดุตัวเติม
วัสดุพันธะ
โพลิเมอร์อินทรีย์ที่ใช้เป็นกาวสามารถแบ่งออกได้เป็น 2 ประเภทหลัก ได้แก่ เทอร์โมพลาสติกและเทอร์โมพลาสติก ล้วนเป็นอินทรีย์วัตถุทั้งสิ้นแต่
แตกต่างกันอย่างมีนัยสำคัญทางคุณสมบัติทางเคมีและกายภาพ
ในเทอร์โมเซ็ต เมื่อได้รับความร้อน โซ่โพลิเมอร์จะถูกเชื่อมขวางอย่างถาวรเป็นโครงสร้างเครือข่ายสามมิติที่แข็ง พันธะที่เกิดขึ้นในกรณีนี้ทำให้วัสดุมีความสามารถในการยึดเกาะสูง แต่ความสามารถในการบำรุงรักษามีจำกัด
โพลิเมอร์เทอร์โมพลาสติกไม่สามารถรักษาได้ พวกเขายังคงความสามารถในการทำให้อ่อนตัวและละลายเมื่อได้รับความร้อน ทำให้เกิดพันธะยืดหยุ่นที่แข็งแรง คุณสมบัตินี้ช่วยให้สามารถใช้เทอร์โมพลาสติกในการใช้งานที่ต้องการการบำรุงรักษา ความสามารถในการยึดเกาะของเทอร์โมพลาสติกต่ำกว่าเทอร์โมพลาสติก แต่ในกรณีส่วนใหญ่ก็เพียงพอแล้ว
สารยึดเกาะประเภทที่สามคือส่วนผสมของเทอร์โมพลาสติกและเทอร์โมพลาสติกรวมกัน
ข้อดีของวัสดุสองประเภท ส่วนประกอบของพอลิเมอร์เป็นเครือข่ายที่แทรกซึมระหว่างเทอร์โมพลาสติกและโครงสร้างเทอร์โมพลาสติก ซึ่งช่วยให้สามารถใช้เพื่อสร้างข้อต่อที่มีความแข็งแรงสูงที่สามารถซ่อมแซมได้ที่อุณหภูมิค่อนข้างต่ำ (150 o C - 200 o C)
แต่ละระบบมีข้อดีและข้อเสียของตัวเอง ข้อจำกัดประการหนึ่งในการใช้เทอร์โมพลาสติกเพสต์คือการกำจัดตัวทำละลายอย่างช้าๆ ในระหว่างกระบวนการรีโฟลว์ ในอดีต การต่อชิ้นส่วนโดยใช้วัสดุเทอร์โมพลาสติกจำเป็นต้องมีกระบวนการแปะ (สังเกตความเรียบ) การทำให้แห้งเพื่อขจัดตัวทำละลาย และจากนั้นจึงวางคริสตัลลงบนพื้นผิวเท่านั้น กระบวนการดังกล่าวช่วยขจัดการก่อตัวของช่องว่างในวัสดุกาว แต่เพิ่มต้นทุนและทำให้ยากต่อการใช้เทคโนโลยีนี้ในการผลิตจำนวนมาก
เทอร์โมพลาสติกสมัยใหม่มีความสามารถในการระเหยตัวทำละลายอย่างรวดเร็ว คุณสมบัตินี้ทำให้สามารถนำไปใช้โดยการตวงยา ใช้อุปกรณ์มาตรฐาน และวางคริสตัลลงบนแป้งที่ยังไม่แห้ง ตามมาด้วยขั้นตอนการให้ความร้อนที่อุณหภูมิต่ำอย่างรวดเร็วในระหว่างที่ตัวทำละลายถูกขจัดออกและสร้างพันธะกาวหลังจากการรีโฟลว์
เป็นเวลานานที่มีปัญหาในการสร้างกาวที่นำความร้อนสูงจากเทอร์โมพลาสติกและเทอร์โมพลาสติก โพลิเมอร์เหล่านี้ไม่อนุญาตให้เพิ่มเนื้อหาของสารตัวนำความร้อนในเพสต์ เนื่องจากต้องใช้สารยึดเกาะในระดับสูง (60-75%) เพื่อการยึดเกาะที่ดี สำหรับการเปรียบเทียบ: ในวัสดุอนินทรีย์ สัดส่วนของสารยึดเกาะอาจลดลงเหลือ 15-20% กาวโพลิเมอร์สมัยใหม่ (Diemat DM4130, DM4030, DM6030) ไม่มีข้อเสียนี้ และเนื้อหาของฟิลเลอร์ที่นำความร้อนถึง 80-90%
ผู้ที่ใส่
ชนิด รูปร่าง ขนาด และปริมาณของฟิลเลอร์มีบทบาทสำคัญในการสร้างกาวนำความร้อน เงิน (Ag) ใช้เป็นสารตัวเติมเป็นวัสดุที่ทนต่อสารเคมีที่มีค่าการนำความร้อนสูงสุด น้ำพริกสมัยใหม่ประกอบด้วย
เงินในรูปของผง (ไมโครสเฟียร์) และเกล็ด (เกล็ด) องค์ประกอบ ปริมาณ และขนาดที่แน่นอนของอนุภาคได้รับการคัดเลือกจากการทดลองโดยผู้ผลิตแต่ละราย และในระดับมากจะกำหนดคุณสมบัติการนำความร้อน การนำไฟฟ้า และกาวของวัสดุ ในงานที่ต้องการไดอิเล็กตริกที่มีคุณสมบัติการนำความร้อน ผงเซรามิกจะถูกใช้เป็นตัวเติม
เมื่อเลือกกาวนำไฟฟ้า ควรคำนึงถึงปัจจัยต่อไปนี้:
- ความร้อน การนำไฟฟ้าของกาวหรือประสานที่ใช้
- อุณหภูมิกระบวนการติดตั้งที่อนุญาต
- อุณหภูมิของการดำเนินการทางเทคโนโลยีที่ตามมา
- ความแข็งแรงทางกลของการเชื่อมต่อ
- ระบบอัตโนมัติของกระบวนการติดตั้ง
- การบำรุงรักษา
- ค่าใช้จ่ายในการดำเนินการติดตั้ง
นอกจากนี้ เมื่อเลือกกาวสำหรับการติดตั้ง ควรคำนึงถึงโมดูลัสยืดหยุ่นของโพลิเมอร์ พื้นที่และความแตกต่างใน CTE ของส่วนประกอบที่เชื่อมต่อ ตลอดจนความหนาของเส้นกาว ยิ่งโมดูลัสยืดหยุ่นต่ำ (วัสดุยิ่งอ่อน) พื้นที่ของส่วนประกอบก็จะยิ่งมากขึ้นและความแตกต่างใน CTE ของส่วนประกอบที่เชื่อมต่อก็จะยิ่งมากขึ้นเท่านั้น และเส้นกาวที่บางลงก็เป็นที่ยอมรับ ค่าโมดูลัสความยืดหยุ่นสูงจะจำกัดความหนาขั้นต่ำของเส้นกาวและขนาดของส่วนประกอบที่จะต่อเชื่อม เนื่องจากมีความเป็นไปได้สูงที่จะเกิดความเครียดทางความร้อนเชิงกล
เมื่อตัดสินใจใช้กาวโพลิเมอร์ จำเป็นต้องคำนึงถึงคุณลักษณะทางเทคโนโลยีบางประการของวัสดุเหล่านี้และส่วนประกอบที่จะนำมาประกอบ ได้แก่:
- ความยาวคริสตัล (หรือส่วนประกอบ)กำหนดปริมาณการโหลดบนเส้นกาวหลังจากที่ระบบเย็นลง ในระหว่างการบัดกรี แม่พิมพ์และวัสดุพิมพ์จะขยายตัวตาม CTE สำหรับคริสตัลขนาดใหญ่ ควรใช้กาวแบบอ่อน (โมดูลัสต่ำ) หรือวัสดุคริสตัล/ซับสเตรตที่เข้าคู่กับ CTE หากความแตกต่างของ CTE นั้นใหญ่เกินไปสำหรับขนาดคริสตัลที่กำหนด พันธะอาจขาด ทำให้คริสตัลหลุดลอกออกจากพื้นผิว สำหรับการวางแต่ละประเภท ผู้ผลิตมักจะให้คำแนะนำเกี่ยวกับขนาดคริสตัลสูงสุดสำหรับค่าที่แน่นอนของความแตกต่าง CTE ของคริสตัล/ซับสเตรต
- ความกว้างของแม่พิมพ์ (หรือส่วนประกอบที่เชื่อมต่อ)กำหนดระยะทางที่ตัวทำละลายที่มีอยู่ในกาวจะเดินทางก่อนที่มันจะออกจากเส้นกาว ดังนั้นจึงต้องคำนึงถึงขนาดของผลึกด้วยเพื่อการกำจัดตัวทำละลายที่ถูกต้อง
- การทำให้เป็นโลหะของคริสตัลและสารตั้งต้น (หรือส่วนประกอบที่เชื่อมต่อ)ไม่จำเป็นต้องใช้. โดยทั่วไป กาวโพลิเมอร์จะยึดเกาะได้ดีกับพื้นผิวที่ไม่ใช่โลหะหลายชนิด พื้นผิวต้องปราศจากสารปนเปื้อนอินทรีย์
- ความหนาของเส้นกาวสำหรับกาวทั้งหมดที่มีฟิลเลอร์นำความร้อน มีข้อจำกัดเกี่ยวกับความหนาขั้นต่ำของเส้นกาว dx (ดูรูป) รอยต่อที่บางเกินไปจะมีกาวไม่เพียงพอที่จะปิดฟิลเลอร์ทั้งหมดและสร้างพันธะกับพื้นผิวที่จะเชื่อมต่อ นอกจากนี้ สำหรับวัสดุที่มีโมดูลัสความยืดหยุ่นสูง ความหนาของตะเข็บอาจถูกจำกัดโดย CTE ที่แตกต่างกันสำหรับวัสดุที่จะเชื่อมต่อ โดยทั่วไปสำหรับกาวโมดูลัสต่ำ ความหนาของรอยต่อขั้นต่ำที่แนะนำคือ 20-50 µm สำหรับกาวโมดูลัสสูง 50-100 µm;

- อายุการใช้งานของกาวก่อนติดตั้งส่วนประกอบหลังจากใช้กาว ตัวทำละลายจากการวางเริ่มค่อยๆ ระเหย หากกาวแห้งแสดงว่าไม่มีการเปียกและติดกาวของวัสดุที่จะเชื่อมต่อ สำหรับส่วนประกอบขนาดเล็ก ซึ่งอัตราส่วนของพื้นที่ผิวต่อปริมาตรของสารยึดติดสูง ตัวทำละลายจะระเหยอย่างรวดเร็วและต้องลดเวลาหลังการนำไปใช้ในการติดตั้งส่วนประกอบให้เหลือน้อยที่สุด ตามกฎแล้ว อายุการใช้งานก่อนการติดตั้งส่วนประกอบสำหรับกาวชนิดต่างๆ จะแตกต่างกันไปตั้งแต่สิบนาทีไปจนถึงหลายชั่วโมง
- อายุการใช้งานก่อนการบ่มด้วยความร้อนของกาววัดจากช่วงเวลาที่ติดตั้งส่วนประกอบจนกระทั่งวางระบบทั้งหมดลงในเตาอบ หากปล่อยไว้นาน อาจเกิดการหลุดร่อนและกระจายตัวของกาว ซึ่งส่งผลเสียต่อการยึดเกาะและการนำความร้อนของวัสดุ ยิ่งขนาดของส่วนประกอบและปริมาณกาวที่ใช้น้อยลงเท่าใด ก็ยิ่งแห้งเร็วขึ้นเท่านั้น อายุการใช้งานก่อนการบ่มด้วยความร้อนของกาวอาจแตกต่างกันไปตั้งแต่สิบนาทีไปจนถึงหลายชั่วโมง
ทางเลือกของลวด, เทป
ความน่าเชื่อถือของการเชื่อมต่อสายไฟ/เทปขึ้นอยู่กับการเลือกลวด/เทปที่ถูกต้อง ปัจจัยหลักที่กำหนดเงื่อนไขสำหรับการใช้ลวดประเภทใดประเภทหนึ่งคือ:
ประเภทของเปลือกหอย. กล่องปิดผนึกใช้เฉพาะลวดอลูมิเนียมหรือทองแดงเท่านั้น เนื่องจากทองและอลูมิเนียมก่อให้เกิดสารประกอบระหว่างโลหะที่เปราะที่อุณหภูมิการปิดผนึกสูง อย่างไรก็ตาม ลวด/เทปสีทองเท่านั้นที่ใช้สำหรับกล่องหุ้มที่ไม่ปิดผนึก เนื่องจากกล่องหุ้มประเภทนี้ไม่สามารถแยกความชื้นได้อย่างสมบูรณ์ ซึ่งจะกัดกร่อนสายอะลูมิเนียมและทองแดง
ขนาดลวด / เทป(เส้นผ่านศูนย์กลาง ความกว้าง ความหนา) ตัวนำที่บางกว่าจำเป็นสำหรับวงจรที่มีแผ่นอิเล็กโทรดขนาดเล็ก ในทางกลับกันยิ่งกระแสไหลผ่านการเชื่อมต่อมากเท่าใดก็ยิ่งต้องมีส่วนตัดขวางของตัวนำมากขึ้นเท่านั้น
แรงดึง. ลวด/ริบบอนต้องรับแรงเค้นเชิงกลจากภายนอกในระหว่างขั้นตอนต่อมาและระหว่างการทำงาน ดังนั้น ยิ่งมีความต้านทานแรงดึงสูงเท่าไรก็ยิ่งดีเท่านั้น
ส่วนขยายสัมพัทธ์. ลักษณะสำคัญเมื่อเลือกสายไฟ ค่าการยืดตัวสูงเกินไปทำให้ควบคุมการก่อตัวของลูปได้ยากเมื่อสร้างการเชื่อมต่อสายไฟ
ทางเลือกของวิธีการปกป้องคริสตัล
การปิดผนึกชิปสามารถทำได้โดยใช้ตัวเรือนหรือในการออกแบบที่ไม่มีบรรจุภัณฑ์
เมื่อเลือกเทคโนโลยีและวัสดุที่จะใช้ในขั้นตอนการซีล ควรคำนึงถึงปัจจัยต่อไปนี้:
- ระดับความหนาแน่นที่จำเป็นของตัวเรือน
- อุณหภูมิกระบวนการซีลที่อนุญาต
- อุณหภูมิในการทำงานของชิป
- การปรากฏตัวของโลหะของพื้นผิวที่จะเข้าร่วม
- ความเป็นไปได้ในการใช้ฟลักซ์และบรรยากาศการติดตั้งแบบพิเศษ
- ระบบอัตโนมัติของกระบวนการปิดผนึก
- ค่าใช้จ่ายในการดำเนินการซีล

บทความนี้แสดงภาพรวมของเทคโนโลยีและวัสดุที่ใช้สำหรับการก่อตัวของการกระแทกบนแผ่นเวเฟอร์เซมิคอนดักเตอร์ในการผลิตไมโครเซอร์กิต
ระบบการผลิตที่ยืดหยุ่นสำหรับการประกอบและการประกอบโมดูลอิเล็กทรอนิกส์ในระดับที่ 1 ของ DIGOSION MEA
การประกอบและติดตั้งเป็นหนึ่งในขั้นตอนสุดท้ายของการผลิตของ MEA ซึ่งประกอบด้วยการเชื่อมต่อทางกลและทางไฟฟ้าเป็นหนึ่งเดียวตามเอกสารทางเทคนิคของชุดชิ้นส่วน การประกอบ อุปกรณ์ (ทั้งที่ซื้อและผลิตเอง) สำหรับ วัตถุประสงค์ของการผลิต กฟน.
สำหรับ IEA ที่ออกแบบมาอย่างเหมาะสม การประกอบและติดตั้งนั้น ขั้นตอนสุดท้ายของการผลิตไม่มีการปรับและปรับแต่งใน MEA ดังกล่าวและการควบคุมพารามิเตอร์ทางวิศวกรรมไฟฟ้าและวิทยุของผลิตภัณฑ์ที่ประกอบเป็นส่วนสำคัญของกระบวนการทางเทคโนโลยี (TP) ของการประกอบและการติดตั้ง
ความเข้มแรงงานของงานประกอบและติดตั้งคือ 40–60% ของความเข้มแรงงานทั้งหมดของการผลิต MEA ความเข้มแรงงานของการผลิตโมดูลอิเล็กทรอนิกส์ในระดับที่ 1 (EM-1) ของการแยก MEA-EM-1 บนแผงวงจรพิมพ์ (PCB) อยู่ที่ประมาณครึ่งหนึ่งของความเข้มแรงงานของงานประกอบและติดตั้งทั้งหมด ในเรื่องนี้ การเพิ่มผลิตภาพแรงงานในการประกอบและติดตั้ง EM-1 เนื่องจากระบบอัตโนมัติของ TP เป็นภารกิจที่สำคัญที่สุดในการปรับปรุงการผลิตของ MEA หนึ่งในวิธีที่มีแนวโน้มในการแก้ปัญหาคือการสร้าง FMS สำหรับ การประกอบและติดตั้ง EM-1
ลักษณะการออกแบบและเทคโนโลยีของ EM-1 ผลิตใน State Fire Service ของการประกอบและติดตั้ง
การกำหนดการออกแบบหลักและคุณลักษณะทางเทคโนโลยีของ EM-1 นั้นเกี่ยวข้องกับการวิเคราะห์: ส่วนประกอบพื้นฐานของ EM-1 จากมุมมองของการออกแบบและการจำแนกประเภททางเทคโนโลยี ทางเลือกในการจัดส่ง ข้อกำหนดทางเทคนิคสำหรับมัน การออกแบบและคุณสมบัติทางเทคโนโลยีของฐานยึดและสวิตช์ (แผงวงจรพิมพ์) การออกแบบมาตรฐาน EM-1; TP ทั่วไปสำหรับการประกอบและติดตั้ง EM-1 ในเงื่อนไขของ GPS เรามาพิจารณาตามลำดับประเด็นข้างต้นกัน
การออกแบบโดยสังเขปและลักษณะทางเทคโนโลยีของส่วนประกอบฐานของ EM-1
ฐานองค์ประกอบอุปกรณ์อิเล็กทรอนิกส์ (รวม EM-1) ประกอบด้วยอุปกรณ์อิเล็กทรอนิกส์ (IET) และผลิตภัณฑ์วิศวกรรมไฟฟ้าเป็นหลัก ซึ่งตามการออกแบบและคุณลักษณะทางเทคโนโลยี แบ่งออกเป็น 10 กลุ่ม:
IET แบบไม่มีขั้วที่มีตัวเรือนทรงกระบอกหรือสี่เหลี่ยมและตัวนำตามแนวแกน (ตัวต้านทาน ตัวเก็บประจุ ฯลฯ)
IET เชิงขั้วที่มีรูปร่างเป็นทรงกระบอกและตัวนำตามแนวแกน (ไดโอด, ตัวเก็บประจุ);
IET ที่มีตัวเครื่องเป็นรูปสี่เหลี่ยมผืนผ้าและรูปดิสก์และมีสายนำทิศทางเดียวสองเส้น (ตัวเก็บประจุ ฯลฯ );
IET เชิงขั้วที่มีรูปทรงกระบอกและตัวนำทิศทางเดียวสองตัว (ตัวเก็บประจุด้วยไฟฟ้า ฯลฯ );
IET ที่มีรูปทรงกระบอกที่มีสายนำขนานกันตั้งแต่สองเส้นขึ้นไป
IET ที่มีกล่องสี่เหลี่ยมที่มีลีดทิศทางเดียวตั้งแต่สองตัวขึ้นไป (IC ในกรณี "Tropa", "Ambassador" เป็นต้น)
IET ที่มีรูปทรงกระบอกที่มีตัวนำทิศทางเดียวตั้งแต่สองตัวขึ้นไป (ทรานซิสเตอร์และ IC ในกรณีประเภท "TO" ฯลฯ );
IET ที่มีรูปทรงสี่เหลี่ยมและทรงกระบอกของกล่องพลาสติกที่มีตัวนำทิศทางเดียวสามตัว (ทรานซิสเตอร์ในกรณีเช่น KT เป็นต้น)
IET ที่มีตัวเรือนสี่เหลี่ยมและพินเอาท์สองทาง ตั้งฉากกับฐานของเคส (IC, ไดโอดตัวต้านทาน และชุดประกอบทรานซิสเตอร์ในเคสประเภท 2 (DIP) เป็นต้น)
IET ที่มีเคสสี่เหลี่ยมและพิน 2 หรือ 4 ทิศทางขนานกับเคส (IC, ทรานซิสเตอร์ไดโอดตัวต้านทานประกอบในเคสประเภท 4 เป็นต้น)
ดังนั้น รายการองค์ประกอบวิทยุ, อุปกรณ์เซมิคอนดักเตอร์, วงจรรวม, ลักษณะทางไฟฟ้า (ตัวเชื่อมต่อ) มีลักษณะตามพารามิเตอร์ต่อไปนี้: น้ำหนัก, ขนาดโดยรวม, ความแข็งแกร่งของลีด, ความแม่นยำของกรณีการผลิต, การกำหนดค่า, การมีอยู่และประเภทของคีย์, ประเภทของการจัดส่ง, ที่อนุญาต ค่าของผลกระทบทางกลต่อตัวเรือนและสาย (แรงดึงและแรงอัดที่เกิดขึ้นในกระบวนการสร้างสาย) อุตสาหกรรมนี้ผลิตองค์ประกอบรังสี ไมโครเซอร์กิตของรูปทรงต่างๆ ของร่างกาย:
รูปทรงสี่เหลี่ยมผืนผ้าพร้อมเส้นระนาบ (ขนาดโดยรวม: A X B - 7.5 X 7.5 mm; A X B - 52.5 X 22.5 mm);
รูปทรงกระบอกพร้อมแกนนำ (ขนาดโดยรวม L X H-2X 6mm; DKhN-20X 26mm);
รูปทรงกระบอกพร้อมเส้นรัศมี (ขนาดโดยรวม: L X H - 4.5 X 3 mm; L X H - 25 X 10 mm);
ขนาดโดยรวมของรูปดิสก์: L X H 5.0 X 1 mm; L X H -17X5 มม.);
ทรงสี่เหลี่ยมจัตุรัส (ขนาดโดยรวม: ก X ข 4.5 X 4.5 มม. ก X ข 25X25 มม.);
ทรงสี่เหลี่ยมผืนผ้า (ขนาดโดยรวม: AXB95X6.5mm; AXB 59.5X26.5 mm)
ความสูงของตัวเรือนขององค์ประกอบรังสีที่ระบุไว้มีตั้งแต่ 2.5 ถึง 50 มม. และมวล - จากสิบกรัมถึงหลายร้อยกรัม
บทสรุปของ radioelements, microcircuits มีส่วนกลมหรือสี่เหลี่ยม ความยาวของสายมีตั้งแต่ 4 ถึง 40 มม. วัสดุต่อไปนี้ใช้สำหรับข้อสรุป: ทองแดง, แพลตตินัม, โควาร์ที่มีโมดูลัสความยืดหยุ่นสำหรับวัสดุที่ระบุ E = 2.1 X 10 ~6 -g 2.5 X 10 T6 กก./ซม.2
คุณสมบัติของสถานะการจัดหาองค์ประกอบพื้นฐานสำหรับเงื่อนไขของการประกอบอัตโนมัติของ MEA (EM-1) ในเงื่อนไขของ GPS
IEP ที่มีขนาดมาตรฐานเดียวกันซึ่งผลิตโดยผู้ผลิตหลายราย ต้องมีการออกแบบเดียว ขนาดโดยรวมและขนาดที่เชื่อมต่อกัน และต้องผลิตตามการออกแบบเดียวและเอกสารประกอบทางเทคโนโลยี
เพื่อทำให้การดำเนินการวางแนว IET เป็นไปโดยอัตโนมัติและควบคุมการติดตั้งที่ถูกต้องในโมดูลอิเล็กทรอนิกส์ระหว่างงานประกอบและติดตั้ง IEP ต้องมีคีย์ที่กำหนดไว้อย่างชัดเจนและได้รับการออกแบบทางโครงสร้าง กุญแจที่ทำในรูปแบบของมุม (ยื่นออกมา, ย่อมุม, ฯลฯ ) บนตัวองค์ประกอบตั้งอยู่ในพื้นที่ของเอาต์พุตแรก หมุดที่เหลือจะมีหมายเลขจากซ้ายไปขวาหรือตามเข็มนาฬิกาจากด้านล่าง เช่น จากที่ตั้งของข้อสรุป สำหรับ IET บางตัว การวางแนวเมื่อติดตั้งใน MEA นั้นไม่สำคัญเลย เช่น สำหรับตัวต้านทาน IET ที่ไม่มีโพลาไรซ์ หรือมีให้โดยบรรจุภัณฑ์ ดังนั้น IET แบบไม่มีขั้ว - ไดโอด - เมื่อบรรจุในเทปกาว จะถูกจัดเรียงในลักษณะที่ขั้วบวกทั้งหมดพุ่งไปในทิศทางเดียว และขั้วลบในทิศทางอื่น เทปที่มีข้อสรุปในเชิงบวกจะต้องมีสี
บรรจุภัณฑ์ของ IET มีความสำคัญต่อการเปิดใช้งานระบบอัตโนมัติที่มีประสิทธิภาพ ตามเอกสารข้อบังคับและทางเทคนิค ควรจัดเตรียม IET ในรูปแบบต่อไปนี้
IET ของกลุ่มที่ 1 และ 2 ติดกาวในเทปกาวสองแถว การวางขั้นตอนที่ 5 ขึ้นอยู่กับเส้นผ่านศูนย์กลาง (ความกว้าง) ขององค์ประกอบและต้องเป็นผลคูณของ 5 มม. ความกว้างของเทปกาว a คือ 6 หรือ 9 มม. ระยะห่างระหว่างเทป b ถูกกำหนดโดยความยาวของตัว IET และสามารถเป็น 53, 63 หรือ 73 มม. Polar IETs ติดกาวลงในเทปในตำแหน่งเฉพาะ ข้อสรุปที่เป็นบวกของ IET ถูกแปะลงในเทปสี
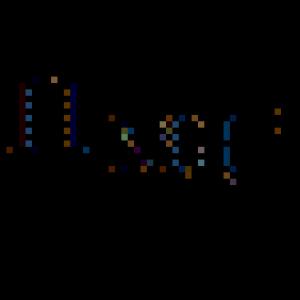
IET กลุ่มที่ 3, 4 และ 8 พร้อมสายไฟและทรานซิสเตอร์จะถูกติดกาวไว้ในเทปเจาะรูแถวเดียว (รูปที่ 1) หน้าเทปกว้าง a - 18 มม. ระยะพิทช์ติดกาว (ระยะพิทช์ของรูพรุน) ขึ้นอยู่กับขนาดของเคส IET คือ 12>7 หรือ 15 มม. ระยะห่างระหว่างสาย IET b คือ 2.5 หรือ 5 มม.
ในบางกรณี อนุญาตให้จัดส่งในเทปแถวเดียวและ IETE ของกลุ่มที่ 1 และ 2 เมื่อติดตั้งบนแผงวงจรพิมพ์ในแนวตั้ง นอกจากนี้ยังได้รับอนุญาตให้จัดหา IEP ของกลุ่มที่ 3 และ 4 ที่ติดกาวในเทปสองแถวซึ่งทำให้สามารถติดตั้งบนแผงวงจรพิมพ์บนเครื่องที่ออกแบบมาสำหรับการติดตั้งตัวต้านทาน (ในกรณีที่ไม่มีอุปกรณ์เทคโนโลยีพิเศษสำหรับการติดตั้ง IEP บรรจุในเทปที่เป็นเนื้อเดียวกัน)
IET ที่บรรจุในเทปจะบรรจุในขดลวดที่มีความจุตั้งแต่หนึ่งถึงห้าพันชิ้นของ IET พร้อมปะเก็นคั่นระหว่างชั้นซึ่งไม่รวมความเสียหายต่อผลิตภัณฑ์และสายไฟ
ตามกฎแล้ว IET ของกลุ่มที่ 5, 6, 7 และ 9 จะถูกส่งโดยมุ่งเน้นที่เทปเทคโนโลยีเส้นใยเดี่ยวเส้นตรงแบบพิเศษ
IEP ของกลุ่มที่ 10 นั้นบรรจุในคอนเทนเนอร์ดาวเทียมแต่ละอันซึ่งไม่รวมการเสียรูปของเคสและสายนำระหว่างการจัดเก็บและการขนส่ง และยังให้การเข้าถึงสายนำฟรีสำหรับการควบคุมพารามิเตอร์โดยอัตโนมัติ บรรจุภัณฑ์คู่หูทำจากวัสดุป้องกันไฟฟ้าสถิตย์สองชิ้น วงจรรวม (ICs) ถูกวางไว้ในนั้นอย่างเคร่งครัด - โดยปิดฝาและกุญแจอยู่ที่ร่องทั้งสองของกล่องดาวเทียม
ให้เราพิจารณาข้อกำหนดทางเทคนิคหลักสำหรับ IET ในแง่ของการต้านทานต่ออิทธิพลทางเทคโนโลยี ข้อกำหนดเหล่านี้มีดังต่อไปนี้
การออกแบบของ IETE ควรรับประกันการสัมผัสกับการบัดกรีแบบกลุ่มและการบัดกรีตะกั่วร้อนเป็นสามเท่าโดยไม่ต้องใช้แผ่นระบายความร้อนและการก่อตัวของข้อต่อประสานที่เชื่อถือได้ที่อุณหภูมิการบัดกรีไม่สูงกว่า 265 ° C เป็นเวลาไม่เกิน 4 วินาที .
ตะกั่วและแผ่นสัมผัสของ IET ต้องรับประกันความสามารถในการบัดกรีโดยใช้ฟลักซ์ที่ไม่กระตุ้นแอลกอฮอล์-โรซินและฟลักซ์กระตุ้นต่ำที่กระตุ้นด้วยแอลกอฮอล์-โรซินที่ไม่กัดกร่อน (ไม่เกิน 25% โรซิน) โดยไม่ต้องเตรียมเพิ่มเติมภายใน 12 เดือนนับจากวันที่ผลิต
รูปที่ 1
ข้อกำหนดทางเทคนิคหลักที่นำเสนอเกี่ยวกับซอฟต์แวร์สำหรับ EM-1 ซึ่งผลิตขึ้นภายใต้เงื่อนไขของการประกอบและติดตั้งของ State Fire Service
1. PCBs ต้องเป็นรูปสี่เหลี่ยมผืนผ้าที่มีอัตราส่วนไม่เกิน 1:2 สิ่งนี้จำเป็นเพื่อให้แน่ใจว่าแผงวงจรพิมพ์มีความแข็งแกร่งเพียงพอ เมื่อมีแรงเชิงกลจากหัวสแต็กอัตโนมัติของ GPS
2. ในการแก้ไข PCB บนโต๊ะพิกัดของเครื่องประกอบ การออกแบบแผงวงจรพิมพ์ต้องมีพื้นผิวยึดพื้นฐาน ซึ่งนับพิกัดของรูยึดหรือแผ่นสัมผัส สำหรับการประกอบอัตโนมัติ ในฐานะพื้นผิวยึดฐาน คุณสามารถเลือกรู (เช่น การยึด) ที่อยู่ใกล้กับด้านใดด้านหนึ่งของ PCB หรือตามแนวทแยงมุม ความแม่นยำในการวางตำแหน่งของรูยึดต้องมีอย่างน้อย ± 0.05 มม. สำหรับการประกอบอัตโนมัติ ควรเลือกด้านที่ตั้งฉากกันสองด้านเป็นพื้นผิวยึดพื้นฐาน (เช่น ที่มุมซ้ายล่างของกระดาน) ตามมุมของบอร์ดช่วยให้เปลี่ยน PCB ใดๆ โดยอัตโนมัติ รวมทั้งขนาดต่างๆ บนเครื่องประกอบ ขึ้นอยู่กับรูให้ความเป็นไปได้ในการเปลี่ยนบอร์ดที่มีขนาดมาตรฐานเพียงขนาดเดียวโดยอัตโนมัติ
ขีดจำกัดการเบี่ยงเบนของรูยึดและแผ่นรองจากพื้นผิวฐานต้องไม่เกิน ± 0.1 มม.
3. PP ต้องมีโซนว่างจาก IEP เพื่อแก้ไขในคำแนะนำของตารางพิกัดของเครื่องประกอบ ตัวสะสม PP และคอนเทนเนอร์ขนส่ง ตามกฎแล้วโซนเหล่านี้จะตั้งอยู่ตามขอบยาวของ PCB ที่ระยะ 5 มม. สำหรับอุปกรณ์ในครัวเรือนและอย่างน้อย 2.5 มม. สำหรับอุปกรณ์วัตถุประสงค์พิเศษ
การออกแบบหลักและคุณสมบัติทางเทคโนโลยีและคุณสมบัติตามรายการของ IET กำหนดข้อจำกัดที่สำคัญเกี่ยวกับวิธีการและวิธีการทางเทคนิคของการจัดการเชิงพื้นที่ กำหนดข้อกำหนดพิเศษในการรับรองความสามารถในการผลิตของการออกแบบ EM-1 ในฐานะวัตถุของการประกอบอัตโนมัติ (หุ่นยนต์) การทำนายและการประเมิน ดัชนีการประกอบ EM-1 บรรลุระดับการพิมพ์ที่จำเป็นและการรวมโซลูชั่นการออกแบบและเทคโนโลยีสำหรับ EM-1 ตลอดจนองค์ประกอบโครงสร้างของ TM GPS สำหรับการประกอบและติดตั้ง EM-1
ลักษณะการออกแบบและเทคโนโลยีที่หลากหลายของ EM-1 เป็นวัตถุของการประกอบและติดตั้งอัตโนมัติใน GPS
จากมุมมองของการประกอบและการติดตั้ง EM-1 แบ่งออกเป็นสามกลุ่ม: EM-1 บนไอซีที่มีพินลีด EM-1 บน IC พร้อมเอาต์พุตระนาบ EM-1 บน IET แบบไม่ต่อเนื่อง
คุณสมบัติที่กำหนดของการจำแนกประเภททางเทคโนโลยีคือประเภทของฐานองค์ประกอบ EM-1 เนื่องจากประเภทและลักษณะของกระบวนการทางเทคโนโลยีที่ควรใช้ในการผลิตโมดูลอิเล็กทรอนิกส์นั้นขึ้นอยู่กับมัน อย่างไรก็ตามในทางปฏิบัติมักพบการรวมกันขององค์ประกอบของฐานองค์ประกอบซึ่งนำไปสู่ความต้องการใช้กระบวนการทางเทคโนโลยีต่างๆ ในกรณีนี้ลำดับการทำงานของกระบวนการทางเทคโนโลยีที่ได้รับการยอมรับนั้นมีความสำคัญอย่างยิ่ง
โมดูลอิเล็กทรอนิกส์ที่ผลิตภายใต้เงื่อนไข GPS ต้องเป็นไปตามข้อกำหนดทางเทคนิคต่อไปนี้:
โมดูลอิเล็กทรอนิกส์ต้องใช้งานได้อย่างสมบูรณ์เพื่อให้สามารถจัดระเบียบการผลิตรวมถึงการควบคุมไฟฟ้าได้ที่การผลิตเฉพาะ (ไซต์)
เพื่อให้แน่ใจว่ามีความเป็นไปได้ในการใช้การบัดกรีแบบคลื่นกลุ่ม IEP ทั้งหมดที่มีขาพินควรอยู่บนแผงวงจรพิมพ์ด้านเดียวเท่านั้น สำหรับ IET ที่มีเอาต์พุตระนาบ ให้วางตำแหน่งทั้งสองด้านของแผงวงจรพิมพ์
เฉพาะ IET ที่ไม่ต้องการการยึดเพิ่มเติมเท่านั้นที่ต้องติดตั้งอัตโนมัติบนแผงวงจรพิมพ์
รอบ IET ที่ติดตั้งบน PCB ควรมีโซนว่าง - โซนการทำงานของเครื่องมือของหัวติดตั้ง เพื่อเพิ่มความหนาแน่นของการติดตั้งอนุญาตให้ใช้หลักการของเขตปลอดอากร "ทับซ้อนกัน" ในเวลาเดียวกัน จำเป็นต้องทำตามลำดับการติดตั้ง IEP บนกระดาน โดยในการติดตั้ง IEP ที่มีโซนกว้างกว่าก่อน และติดตั้งโซนสุดท้ายที่เล็กที่สุด
แผนผังการประกอบทั่วไปที่เกี่ยวข้องกับการออกแบบทั่วไปของโมดูลอิเล็กทรอนิกส์แสดงไว้ในรูปที่ 2, 3 และ 4.

ข้าว. 2
ข้าว. 3 - แผนผังของกระบวนการทางเทคโนโลยีในการประกอบ EM-1 บน IC พร้อมตัวนำระนาบ


ข้าว. สี่
จากตัวเลขเหล่านี้ จะเห็นได้ว่างานประกอบและติดตั้งในการผลิต EM-1 เป็นกระบวนการเชิงกล กายภาพ และเคมีที่ซับซ้อนในลักษณะต่างๆ ซึ่งรวมกันเป็นกระบวนการทางเทคโนโลยีในลำดับที่ต่างกัน
ตัวอย่างต่อไปนี้เป็นพยานถึงสิ่งนี้:
การสร้างข้อสรุป การติดตั้ง และการยึดบนแผงวงจรพิมพ์ขององค์ประกอบวิทยุไฟฟ้าและวงจรรวม - กระบวนการทางกล
การล้างไขมัน การติดกาว การทำความสะอาดฟลักซ์ตกค้างหลังการบัดกรี -- กระบวนการทางเคมี
การชุบดีบุก, การบัดกรี, การเชื่อม - กระบวนการทางกายภาพเคมีและกายภาพ - โลหะวิทยา
การย้ำ การต่อสายไฟที่คดเคี้ยว - กระบวนการทางกายภาพและทางกล ฯลฯ
สถานการณ์ทั้งหมดเหล่านี้มีอิทธิพลอย่างมากต่อความจำเป็นเพื่อให้แน่ใจว่ากระบวนการทางเทคโนโลยีของการประกอบและติดตั้ง EM-1 เป็นระบบอัตโนมัติในระดับที่ต้องการ
บรรณานุกรม
1. อาร์.ไอ. Gzhirov, P.P. เซเรเบรนิตสกี้. การเขียนโปรแกรมประมวลผลบนเครื่อง CNC คู่มือ, - L.: Mashinostroenie, 1990. - 592 p.
2. คอมเพล็กซ์เทคโนโลยีหุ่นยนต์ / G. I. Kostyuk, O. O. Baranov, I. G. Levchenko, V. A. Fadeev - Proc ประโยชน์. - คาร์คิฟ ระดับชาติ มหาวิทยาลัยการบินและอวกาศ "Khai", 2546. - 214p.
3. N.P. Metkin, M.S. Lapin, S.A. Klemenov, V.M. Kritsky ยืดหยุ่นได้ ระบบการผลิต. - ม.: สำนักพิมพ์มาตรฐาน 2532 - 309
4. ระบบหุ่นยนต์ที่ยืดหยุ่น / A. P. Gavrish, L. S. Yampolsky, - Kyiv, หัวหน้าสำนักพิมพ์ของสมาคมสำนักพิมพ์ "Vishcha school", 1989 - 408 p.
5. ชิโรคอฟ เอ.จี. คลังสินค้าใน GPS - ม.: Mashinostroenie, 1988. - 216s.
6. การออกแบบเครื่องตัดโลหะและระบบเครื่องจักร: หนังสืออ้างอิง 3 เล่ม ต.3: การออกแบบเครื่องมือกล / ภายใต้ เอ็ดทั่วไป. เช่น. Pronikova - M.: สำนักพิมพ์ของ MSTU im. เน. บาวแมน; สำนักพิมพ์ MSTU "Stankin", 2543 - 584 น.
8. Ivanov Yu.V., Lakota N.A. ระบบอัตโนมัติที่ยืดหยุ่นในการผลิตของการผลิต REA โดยใช้ไมโครโปรเซสเซอร์และหุ่นยนต์: Proc. เงินช่วยเหลือสำหรับมหาวิทยาลัย - ม.: วิทยุและการสื่อสาร, 2530. - 464 น.
9. หุ่นยนต์อุตสาหกรรม : ออกแบบ ควบคุม ปฏิบัติงาน / Kostyuk V.I. , Gavrish A.P. , Yampolsky L.S. , Karlov A.G. - พ.: มัธยมปลาย, 2528. - 359
10. คอมเพล็กซ์การผลิตที่ยืดหยุ่น / ed. พ.น. เบลยานีน่า. - ม.: Mashinostroenie, 1984. - 384 p.