Exemple de desene ale unităților tipice de asamblare. Desenarea montajului
Multe elemente parte au dimensiuni standard. Prin urmare, atunci când specificați valorile numerice în desen, detaliile obținute dimensiuni valide sunt rotunjite la cel mai apropiat standard, utilizând o gamă normală de dimensiuni și diametre liniare (GOST 6636-69 *), dimensiunile standard ale razei și champerilor razei (GOST 10948-64 *), Tabele și nămoluri (GOST 8593-81), unghiuri normale (GOST 8908-81), "turnkey" (GOST 642473 *), fire, caneluri cheie, o conductă pentru a ieși dintr-un instrument filetat etc. .
În detaliu, unele elemente de detalii sunt arătate simpliste, condiționate sau nu arată deloc că nu permit identificarea designului acestora. Acest lucru este exprimat, de obicei, în absența pantelor de turnătorie și de ștanțare, a copiilor, filetarea la tăierea acestuia în oprire, un spectacol simplificat de găuri surd cu sculpturi, canal și caneluri pentru a ieși dintr-un instrument filetat sau de șlefuit etc. pe desenul de lucru, Astfel de elemente ar trebui descrise fără simplificare, dacă acest lucru nu este prevăzut în mod specific în standarde. În același timp, majoritatea acestor elemente structurale în formele și dimensiunile lor sunt determinate de galerele corespunzătoare care ar trebui utilizate în detaliu.
14.4. Exemplu de detaliere a desenului viziunii generale a unității de asamblare "Valve"
Pentru a efectua un exemplu, este setat un desen detaliat al supapei (vezi figura 14.1), specificațiile sale (fig.13.10) și descrierea produsului fiind detaliat mai jos.
Supapa este una dintre tipurile de armare destinate reglarea fluxului de fluid (de obicei) în conductă și pentru suprapunerea conductelor.
Furnizarea de fluid la supapă este realizată prin orificiul filetat stâng al carcasei 1, iar îndepărtarea este prin partea dreaptă. Dispozitivul de blocare a supapei constă dintr-o supapă 4 și o stem 3 asociată cu posibilitatea de rotație liberă a acestora reciprocă. În desen, supapa este descoperită: supapa 4 se suprapune cu orificiul de trecere din corpul 1 cu un diametru de 40 mm, conectarea alimentării și a îndepărtării. Deschiderea supapei se efectuează prin deplasarea supapei în sus atunci când acesta din urmă se rotește în partea filetată a capacului 2 folosind volanul 6, armat pe tija cu un șurub 8. Ridicarea tijei cu supapa de mai sus - de mai jos, schimbați Secțiunea transversală a orificiului de trecere și a debitului prin supapă.
Detalii poses. 6 și 7 nu sunt afișate |
|
Ïîr êë ÷ 27 |
|
Față |
|
Á ÄÅò. ïÇ.4.
B (2: 1) ÄÅò. ï " 3. |
|||
Toate dimensiunile pentru referințe. |
|||
40.02.013.000 Â " |
|||
ÌÀÄÈ(ÃÒÓ) ãð. ...
Pentru a elimina scurgerile dintre carcasă și capac, utilizați garnitura 7 și între tija și capacul - etanșarea glandei constând din ambalarea 9 și manșonul filetat 5.
Materiale detaliate POS. 1, 2, 5 - brote de bronz3-12-5 Ã "613-79, detalii despre POS. 3, 4 - Alama ë62 Ãîñò 15527-70 *, detalii despre POS. 6 - Aluminiu aliaj àë2 Ãîñò 2685-75, detalii despre POS. 7 - Carton A GOST 9347-74.
Rezultatele primei etape de citire sunt după cum urmează:
1. Pe Cove-realizat pe 1: 1, este descrisă o supapă - un produs legat de fitingurile de declanșare ale conductelor (a se vedea inscripția principală de desen).
2. Conform specificațiilor, supapa este formată din șapte părți (carcase, capace, tije, supape, bucșe, flywheel și garnituri), un produs standard (șurub) și material (fibră de panglică) pentru caneluri glanda.
3. Cunoașterea de la Cou și descrierea supapei a făcut posibilă înțelegerea scopului său (este în mod fundamental numirea oricărei supape - de întârziere sau sărite fluid), dispozitivul general și principiul de funcționare.
4. Pe Cou în conexiunea de proiecție unul cu celălalt există trei
valt Imagini: incizie frontală (imagine longitudinală) (imagine principală), vizualizare de sus și jumătate de compus din vedere a secțiunii stânga și profil (transversală). Cuturile detectează structura internă a întregului produs și părțile sale separate. Tăierea frontală, vârfurile și vederile stângi reflectă formele externe ale supapei și cele mai multe părți ale componentelor sale. Rețineți că tija non-goală 3 din tăieturile nu disecționează și orificiul cu firul din acesta este prezentat în secțiunea locală a tijei.
Forma volantului, în special, cantitatea de spițe și secțiunea lor transversală explică forma à pe volant și secțiunea transversală rezultată a acelor plasate în apropiere. Forma, locația și numărul de nervuri de supapă 4 dezvăluie aspectul său á. Forma și dimensiunile firelor non-standard în detaliu 2 și 3 dezvăluie elementul la distanță.
Supapele totale sunt prezentate cu șapte imagini.
5. pe golf 120, 72, 180 ... 200 - Dimensiuni generale; G1 1/2, 60 (dimensiunea cheii pentru conexiunea supapei) - instalarea și dimensiunile de conectare; 40 (diametrul gaurii de trecere din supapă), 135 ... 155 (distanța de la axa conductelor la cel mai mult
punctul de supapă de la distanță), 70 (mărimea volantului care controlează supapa), G1 1/2, M52X2 și dimensiunile firului de pe elementul de la distanță B sunt dimensiunile care nu pot fi determinate prin desen. Nu există niciun asamblare și servomotoare pe Cove.
În desen există inscripții pe rafturile de linii de apeluri: "3 coaste" - indicarea numărului de nervuri de supapă 4; "Ïîr ÷ 27" - dimensiunea cheii pentru tragerea manșonului 5; " Plângeți la asamblare"- indicarea compoziției supapei 4 și a stocului 3 la asamblare; "Lansarea" este o indicație a procesării la asamblarea suprafețelor adiacente ale supapei 4 și carcasa 1.
6. Cazul 1 servește la plasarea și montați-o sau pe ea din alte părți ale supapei și atașați-o la sistemul hidraulic. Capacul 2 asigură mișcarea înainte a tijei 3 când se rotește și plasând garnitura de garnitură în el, ceea ce previne scurgerea fluidului între capac și tijă. Tija deplasează supapa supapei 4. Supapa se închide și deschide găurile de legare a carcasei care leagă subacvatice și apăsați conductele. Manșonul 5 este un dispozitiv de împingere și fixare a garniturii glandei. Flywheel 6 duce la o rotație a tijei. Garnitura 7 servește la eliminarea scurgerilor de lichide între carcasă și capac. Șurubul 8 fixează volantul pe tija. Punerea glandei 9 este o etanșare de etanșare.
Supapele fixe de plug-in de supapă sunt conexiunea filetată a carcasei 1 cu un capac 2 și racordul tijei 3 cu un șurub de volant 8 8.
Capul tijei 3 este fixat într-o supapă plictisitoare 4 comprimarea marginilor plictisitorului (conexiune în bloc). În acest caz, capul stem este plasat într-o frezare a supapei cu un spațiu, permițând ca supapa să fie centrată în raport cu deschiderea corpului suprapus și rotiți liber în raport cu tija.
Tija 3 este înșurubată în capacul 2 prin intermediul firului și se poate deplasa în direcția axială cu o legătură relativ (o conexiune detașabilă mobilă). Într-o poziție de poziție complet înșurubată, supapa asociată cu acesta se sprijină pe carcasă și închide supapa.
Manșonul 5 este înșurubat în orificiul filetat al capacului 2 și are capacitatea de a edita în ea ca caneluri sunt utilizate.
în coperta capacului 2; Pe partea în aer liber a capacului, garnitura 7 și cheia sunt înșurubate în carcasa 1; Completați umplutura glandei (POS. 9) Camera de căptușeală a capacului dintre ultima și tija; Manșonul 5 este așezat pe tijă și înșurubată în capac, apăsând cutdingul glandei; Pe partea superioară a tijei, volanul 6 este plantat și atașat pe tija cu șurubul 8.
Amintiți-vă că numărul de rafturi din camera glandei ar trebui să fie astfel încât atunci când asamblați manșonul 5 învelit într-un capac cu 2 căi 2 - 3 rotații, stoarcerea strânsă a ambalajului de surp.
Când dezasamblați, șuruburile 8 șuruburi și volanul separat 6 din stocul 3; Scoateți manșonul 5 din capacul 2 și scoateți manșonul de pe tijă; Cheia este răsucite cu carcasa 1; Scoateți tija din capac. Supapa 4 de la tijă în timpul dezasamblării nu este separată.
După ce a primit o idee generală a dispozitivului de supapă și a formelor părților sale componente, în stadiul 2 al citirii, forma tuturor elementelor părților supapelor sunt determinate în detaliu și cu atenție. Luați în considerare procesul de detectare a pieselor pentru exemplul tulpinii.
Conform specificațiilor, stocul este atribuit poziției 3, prin numărul căruia găsesc imaginea tijei pe imaginea principală a supapei. Pentru a face acest lucru, peste raftul, în apropierea acestei imagini, numărul 3. Linia, care se extinde de la acest raft, se termină cu un punct în imaginea stem.
Folosind interconectarea imaginilor, alte imagini ale stocului se găsesc pe golf. În total, are 4 imagini ale stocului: pe imaginea principală a supapei, forma tuturor elementelor tijei este descrisă în principal; Vederea de sus și imaginea de pe planul de profil a proiecțiilor dezvăluie formele elementelor tijei pe care este uzată volantul; Elementul de la distanță B clarifică formele și dimensiunile elementului tijei cu fire non-standard.
Linia mărcii de marcă alamă L62, din care se obține colorantul sub presiune, se obține billetul tijei, apoi expuse la prelucrare.
Analiza și compararea tuturor imaginilor unei tije pentru golfuri, luând în considerare scopul și conexiunile cu alte părți montate la prima etapă de citire a golfului, au arătat că stocul este o parte aximmetrică, toate elementele din care, cu excepția de unul,
formate de suprafețele exterioare și sunt amplasate de-a lungul axei totale într-o astfel de secvență:
- capul tijei format din compartimente de sfere, suprafețe cilindrice și de rotație conice și servind pentru a conecta tija supapei;
- un element cu fire cilindrice exterioare nestandale, legând o tijă cu un capac și asigură o mișcare de mișcare în mișcare a tijei;
- element cilindric care leagă capul și elementul capului
filetat;
- un element cilindric lăsând un element filetat care iese din capac și vă permite să afectați tija din afara volantului;
- un element pentru punerea pe tija de volan, formată din patru liste, realizată la capătul elementului cilindric anterior;
- deschiderea surzilor cu fir metric standard pentru fixarea volantului pe tija cu un șurub, care este singurul element interior al tijei.
Suprafețele de împerechere ale tijei sunt ambele suprafețe filetate, suprafața lui Blits și capul capului. Suprafața liberă a tijei - suprafața elementelor sale cilindrice.
O gaură surdă cu un fir în tijă este prezentată la golful simplificat fără o șanț conic la începutul orificiului filetat și fără a lua în considerare rezerva firului din gaură și pardoselile sale, care trebuie luate în considerare la efectuarea desenul de lucru al tijei.
În mod similar, formele altor părți ale supapei au fost studiate și înțelese.
După finalizarea citirii cotei (etapa pregătitoare), treceți la executarea și proiectarea desenelor de lucru ale părților în modul stabilit așa cum sa observat deja în secțiunea 12.
Analiza designului, formelor și dimensiunilor pieselor realizate la citirea COV-ului supapei a arătat că desenele de lucru ale carcasei și capacul sunt recomandabile să se efectueze pe formatele A3, iar părțile rămase sunt pe formate A4.
Proiectarea cazului realizată de turnată prin injecție urmată de prelucrarea pe mașinile suprafețelor sale, pe desenul de lucru (fig.14.2, scala 1: 1) dezvăluie secțiunea longitudinală din față, compusul este jumătate din Vederea de sus și tăierea longitudinală orizontală și compusul de jumătate din vederea stânga și transversală


tăiați (fig.14.2). În condițiile de formare, adesea tăierea longitudinală orizontală nu este efectuată, limitată la vederea de sus. Imaginea principală a corpului este plasată astfel încât axa de intrare (potrivire) și ieșirea (îndepărtarea) găurilor a fost orizontală și axa gaurei sub capac este verticală, iar orificiul de admisie trebuie lăsat, Orificiu spre dreapta, iar gaura este îndreptată în sus. În această gaură, atelierul este arătat, nu este vizibil la golf.
Forma capacului, fabricată și cu turnarea, este reflectată (fig.14.3, scala 2: 1) Imaginea principală este un compus de jumătate de vedere al vederii frontale, pe care sunt cele trei fețe ale suprafeței prismatice exterioare Visible și secțiunea longitudinală din față care afișează gaura prin suprafețe netede și filetate, precum și în partea stângă pentru a clarifica forma suprafeței prismatice și a progresului dimensiunii "la cheie". În plus față de aceste două imagini, forma canelurii este specificată pentru confort pe elemente de la distanță pentru a ieși din scula de filetare și forma și dimensiunea firelor non-standard. Trebuie remarcat faptul că trecerea este arătată simplificatoare pe Chov și nu există copii în găurile filetate. Axa de simetrie pe imaginea principală a capacului poate fi orizont
13 18 Á.

ultra, ca în fig. 14,3 sau verticale. În primul caz, un aranjament orizontal A3 este utilizat pentru desenul de lucru și în a doua locație verticală, pe
care în loc de apariția stângului este dată de vedere superioară. |
|||||
Forma stocului dezvăluie (fig.14.4, |
|||||
scala 1: 1) Vederea principală de pe site |
|||||
tăiați pentru a afișa surd |
|||||
găuri filetate și vedere de sus pentru |
|||||
prostanov dimensiunea "la cheie", suplimentară |
|||||
pentru o parte convenabilă a formularului |
|||||
vA pe care sunt vizibile două minciuni |
|||||
flywheel de aterizare și elemente la distanță |
|||||
fragment |
non-standard |
||||
fire. Gaură filetată |
|||||
desenul de lucru este arătat fără simplificare |
|||||
. Imaginea principală a tijei poate |
|||||
plasați orizontal (Fig. |
|||||
deoarece tija este practic |
|||||
coaxial educat |
suprafețe |
||||
rotație. Permis vertical |
|||||
locație |
vedere principală |
||||
tija (fig.14.4), care este cauzată |
|||||
mai rațional |
utilizare |
||||
câmpurile desenate și utilizarea largă |
|||||
mașini EM cu prelucrare verticală |
|||||
suprafețe de rotație. |
|||||
Pe desenul supapei (fig.14.5, |
|||||
scala 1: 1) Două dintre ele |
|||||
imagini: Vederea principală a localității |
|||||
tăierea pentru a afișa găurirea supapei și vederea din stânga pentru dezvăluirea formelor și localizarea coastelor. Pe forma principală, supapa ocupă o poziție orizontală cu nervurile îndreptate spre stânga, astfel încât numărul maxim de margini să fie vizualizat (pentru această supapă două). Supapa de pe desenul de lucru este prezentată în starea în care intră în ansamblu - până când este comprimată de capul tijei.
* Dimensiune pentru referințe.
Și dimensiunile canelurii pentru a ieși din scula filetată afișată pe CHOS simplificată. Funcționarea de pe desenul de lucru poate fi prezentată cu poziția orizontală a axei ca parte formată de suprafețele de rotație sau cu poziția verticală a axei, care este necesară atunci când găurile din matriță sunt tăiate.
 1. Proiectarea desenului 1. 1. Inscripții de bază. Forma inscripțiilor principale Principalele inscripții sunt determinate de GOST 2. 104 68, care își stabilește formele, dimensiunile, ordinea de umplere a graficului principal și suplimentar. Inscripțiile principale sunt situate în colțul din dreapta jos al desenului. Pe foile de format A 4, principalele inscripții sunt localizate numai de-a lungul lateralei 1. 2. Ordinea de umplere a inscripțiilor principale în grafice (numerele de grafic sunt indicate în paranteze) a inscripției principale Indicați: în coloana 1 - numele produsului și numele documentului de proiectare, dacă i se atribuie un cifru; În coloana 2 - desemnarea documentului; În coloana 3 - desemnarea materialului (graficul este umplut numai în desenele părților); În coloana 4 - Litera, atribuită acestui document (pentru desene educaționale, litera "Y");
1. Proiectarea desenului 1. 1. Inscripții de bază. Forma inscripțiilor principale Principalele inscripții sunt determinate de GOST 2. 104 68, care își stabilește formele, dimensiunile, ordinea de umplere a graficului principal și suplimentar. Inscripțiile principale sunt situate în colțul din dreapta jos al desenului. Pe foile de format A 4, principalele inscripții sunt localizate numai de-a lungul lateralei 1. 2. Ordinea de umplere a inscripțiilor principale în grafice (numerele de grafic sunt indicate în paranteze) a inscripției principale Indicați: în coloana 1 - numele produsului și numele documentului de proiectare, dacă i se atribuie un cifru; În coloana 2 - desemnarea documentului; În coloana 3 - desemnarea materialului (graficul este umplut numai în desenele părților); În coloana 4 - Litera, atribuită acestui document (pentru desene educaționale, litera "Y");

 Inele de etanșare Fixarea inelelor de etanșare moale pe bobina de închidere se realizează cu ajutorul unei piulițe cu o șaibă la temperaturi constante, inelul din metal poate fi montat în corpul corpului presor (A). Cu modificări frecvente de temperatură pentru a asigura o durată lungă de viață a supapei, pulverizarea inelelor din aliaje de cupru se efectuează prin deformarea carcasei sau a inelului realizată sub formă de coadă de palmier în ambele sensuri sau unilaterale (B) . Fixarea inelelor de etanșare pe un fir (A) este utilizat cu o duritate crescută sau ridicată a inelelor metalice care nu sunt rezistente. În aceste cazuri, inelele sunt de asemenea utilizate prin deformarea metalului carcasei în sine sau a declanșatorului (B).
Inele de etanșare Fixarea inelelor de etanșare moale pe bobina de închidere se realizează cu ajutorul unei piulițe cu o șaibă la temperaturi constante, inelul din metal poate fi montat în corpul corpului presor (A). Cu modificări frecvente de temperatură pentru a asigura o durată lungă de viață a supapei, pulverizarea inelelor din aliaje de cupru se efectuează prin deformarea carcasei sau a inelului realizată sub formă de coadă de palmier în ambele sensuri sau unilaterale (B) . Fixarea inelelor de etanșare pe un fir (A) este utilizat cu o duritate crescută sau ridicată a inelelor metalice care nu sunt rezistente. În aceste cazuri, inelele sunt de asemenea utilizate prin deformarea metalului carcasei în sine sau a declanșatorului (B).
 Supapă. Fixarea supapei pe capul arborelui trebuie să furnizeze o rotire liberă a supapei. Pentru supapele de pasaje mici (cu un diametru de până la 50 mm), se poate aplica frick-ul axului. Sârmă de sârmă de fixare a sârmei de fixare a capului axului în specii de supape
Supapă. Fixarea supapei pe capul arborelui trebuie să furnizeze o rotire liberă a supapei. Pentru supapele de pasaje mici (cu un diametru de până la 50 mm), se poate aplica frick-ul axului. Sârmă de sârmă de fixare a sârmei de fixare a capului axului în specii de supape
 Supapele de fixare ale supapelor mari de trecere sunt prezentate în figura de mai jos. Direcția mișcării supapei în cazul și eliminarea deplasării sau a înclinării sale este realizată cu ajutorul a trei sau patru nervuri de ghidare superioară sau inferioară.
Supapele de fixare ale supapelor mari de trecere sunt prezentate în figura de mai jos. Direcția mișcării supapei în cazul și eliminarea deplasării sau a înclinării sale este realizată cu ajutorul a trei sau patru nervuri de ghidare superioară sau inferioară.
 Slipuri de etanșare în armarea dintre ax și capacul sunt efectuate cu un pachet moale. Procentarea este creată de o piuliță de cape, manșon filetat (figura A, B) sau un capac de umplutură (figura B, D). Savorroceck-ul KA este fixat cu știfturi, în spatele șuruburilor zdrobite cu T Despre Diferite cap (fig. B) sau șuruburi articulate (fig.). În fig. Și cordonul de coardă sau de in este descris, în fig. b - Ambalarea din inele separate (placă de azbest, piele, cauciuc etc.). Piulița de cape și capacul glandei sunt afișate pe desenele de asamblare în poziția ridicată. și în b g
Slipuri de etanșare în armarea dintre ax și capacul sunt efectuate cu un pachet moale. Procentarea este creată de o piuliță de cape, manșon filetat (figura A, B) sau un capac de umplutură (figura B, D). Savorroceck-ul KA este fixat cu știfturi, în spatele șuruburilor zdrobite cu T Despre Diferite cap (fig. B) sau șuruburi articulate (fig.). În fig. Și cordonul de coardă sau de in este descris, în fig. b - Ambalarea din inele separate (placă de azbest, piele, cauciuc etc.). Piulița de cape și capacul glandei sunt afișate pe desenele de asamblare în poziția ridicată. și în b g
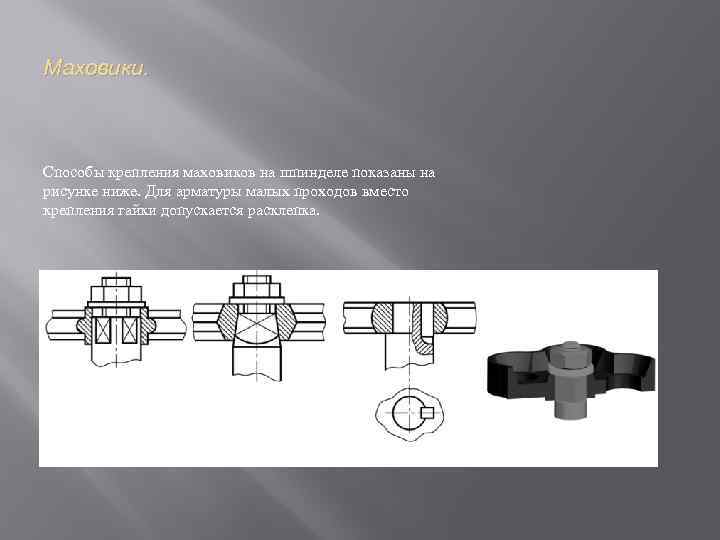 Flywheels. Metodele de fixare a volanelor pe arborele sunt prezentate în figura de mai jos. Pentru armarea trecerilor mici, în loc să montați piulița, este permis un sclav.
Flywheels. Metodele de fixare a volanelor pe arborele sunt prezentate în figura de mai jos. Pentru armarea trecerilor mici, în loc să montați piulița, este permis un sclav.

 Caneluri pentru ieșirea cercului de măcinare. Șlefuirea vă permite să obțineți suprafețe precise ale detaliilor. Marginile cercului de măcinare sunt întotdeauna un pic rotunjite, astfel încât canelura pentru ieșirea cercului de măcinare este făcută în locul părții în care se face marginea rămasă de la marginea cercului de măcinare. O astfel de canelură pe desen, detaliile sunt simplificate, iar desenul este completat de un element la distanță care prezintă gama de caneluri, vederi, formă și dimensiune a canelurilor. GOST 8820 - 69. Diametrul suprafeței D este determinarea Dimensiune pentru canelurile de pe suprafețele de rotație. Dimensiunea canelurilor din lanțurile de dimensiuni nu include.
Caneluri pentru ieșirea cercului de măcinare. Șlefuirea vă permite să obțineți suprafețe precise ale detaliilor. Marginile cercului de măcinare sunt întotdeauna un pic rotunjite, astfel încât canelura pentru ieșirea cercului de măcinare este făcută în locul părții în care se face marginea rămasă de la marginea cercului de măcinare. O astfel de canelură pe desen, detaliile sunt simplificate, iar desenul este completat de un element la distanță care prezintă gama de caneluri, vederi, formă și dimensiune a canelurilor. GOST 8820 - 69. Diametrul suprafeței D este determinarea Dimensiune pentru canelurile de pe suprafețele de rotație. Dimensiunea canelurilor din lanțurile de dimensiuni nu include.
 Șlefuirea pe cilindrul exterior (a) măcinarea pe un cilindru intern (b) DB de măcinare exterioară D 1 măcinare interioară D 2 RR 1 până la 10 1 1, 6 D - 0, 3 D + 0, 3 0, 5 0, 2 la 10. 10 până la 50 2 3 D - 0, 5 D + 0, 5 1, 0 0, 3 0, 5
Șlefuirea pe cilindrul exterior (a) măcinarea pe un cilindru intern (b) DB de măcinare exterioară D 1 măcinare interioară D 2 RR 1 până la 10 1 1, 6 D - 0, 3 D + 0, 3 0, 5 0, 2 la 10. 10 până la 50 2 3 D - 0, 5 D + 0, 5 1, 0 0, 3 0, 5
 Stâlpi pentru fire metrice. Fluxul se face la capătul firului pentru evacuare și sculă și obținerea unui fir complet de profil pe întreaga lungime a tijei sau găurilor. În desene, detaliile canelurii sunt simpliste și completează desenul elementului la distanță cu contorul pe o scară mărită.
Stâlpi pentru fire metrice. Fluxul se face la capătul firului pentru evacuare și sculă și obținerea unui fir complet de profil pe întreaga lungime a tijei sau găurilor. În desene, detaliile canelurii sunt simpliste și completează desenul elementului la distanță cu contorul pe o scară mărită.
 Filet exterior (c) filet interior (G) Stela firului BRR 1 D 1 Etapa filetului B RR 1 D 2 0, 5 1, 6 0, 5 0, 3 D - 0, 8 0, 5 2, 0 0, 5 0 , 3 d + 0, 3 0, 6 1, 6 0, 5 0, 3 D - 0, 9 0, 6 0, 7 2, 0 0, 5 0, 3 D - 1, 0 0, 7 0, 75 2, 0, 5 0, 3 D-1, 2, 753, 0 1, 0 0, 5 D + 0, 4 0, 8 3, 0 1, 0 0, 5 D - 1, 2 0, 8 1, 0 3, 0 1, 0 0, 5 D-1, 5 1, 0 4, 0 1, 0 0, 5 D + 0, 5 1, 25 4, 0 1, 0 0, 5 D - 1, 8 1, 25 5, 0 1, 6 0, 5 D + 0, 5 1, 5 4, 0 1, 0 0, 5 D -2, 2 1, 5 6, 0 1, 6 1, 0 D + 0 , 7 1, 75 4, 0 1, 0 0, 5 D -2, 5 1, 75 7, 0 1, 6 1, 0 d + 0, 7 2, 0 5, 0 1, 6 0, 5 D - 3, 0 2, 0 8, 0 2, 0 1, 0 D + 1, 02, 5 6, 0 1, 6 1, 0 D-3, 5 2, 5 10, 0 2, 5 1, 0 D + 1, 0 3, 0 6, 0 1, 6 1, 0 D -4, 5 3, 0 10, 0 3, 0 1, 0 D + 1, 2
Filet exterior (c) filet interior (G) Stela firului BRR 1 D 1 Etapa filetului B RR 1 D 2 0, 5 1, 6 0, 5 0, 3 D - 0, 8 0, 5 2, 0 0, 5 0 , 3 d + 0, 3 0, 6 1, 6 0, 5 0, 3 D - 0, 9 0, 6 0, 7 2, 0 0, 5 0, 3 D - 1, 0 0, 7 0, 75 2, 0, 5 0, 3 D-1, 2, 753, 0 1, 0 0, 5 D + 0, 4 0, 8 3, 0 1, 0 0, 5 D - 1, 2 0, 8 1, 0 3, 0 1, 0 0, 5 D-1, 5 1, 0 4, 0 1, 0 0, 5 D + 0, 5 1, 25 4, 0 1, 0 0, 5 D - 1, 8 1, 25 5, 0 1, 6 0, 5 D + 0, 5 1, 5 4, 0 1, 0 0, 5 D -2, 2 1, 5 6, 0 1, 6 1, 0 D + 0 , 7 1, 75 4, 0 1, 0 0, 5 D -2, 5 1, 75 7, 0 1, 6 1, 0 d + 0, 7 2, 0 5, 0 1, 6 0, 5 D - 3, 0 2, 0 8, 0 2, 0 1, 0 D + 1, 02, 5 6, 0 1, 6 1, 0 D-3, 5 2, 5 10, 0 2, 5 1, 0 D + 1, 0 3, 0 6, 0 1, 6 1, 0 D -4, 5 3, 0 10, 0 3, 0 1, 0 D + 1, 2
 Vorbitorii pentru măsurarea pieselor aplică o mare varietate de instrumente de măsurare. Luați în considerare metodele de măsurare a pieselor utilizând cele mai simple instrumente, cum ar fi linia de oțel, caliper, Kronzirkul și Nucleomer.
Vorbitorii pentru măsurarea pieselor aplică o mare varietate de instrumente de măsurare. Luați în considerare metodele de măsurare a pieselor utilizând cele mai simple instrumente, cum ar fi linia de oțel, caliper, Kronzirkul și Nucleomer.
 Măsurătorile utilizând etrierele de etriere sunt cel mai frecvent instrument de măsurare, care permite producerea măsurătorilor cu o precizie de 0,1 mm. Este posibilă măsurarea diametrelor rolelor, a diametrelor găurilor, lățimea canelurilor și a fantelor, adâncimea găurilor și a diverselor adâncituri etc. Stema Cirkul constă din două părți principale (fig.18) : Rutter (tije) și acoperit linia de cadru. O scară milimetrică este aplicată pe linie. Cadrul are o scară numită Nonius. Această scară are 10 diviziuni. O linie îngustă a contorului de adâncime este rigidă la cadru rigid. Cadrul de ecartament de adâncime poate să se deplaseze liber în raport cu tija, precum și fixată în orice poziție utilizând un șurub de strângere. Atât tija, cât și cadrul au două bureți, permițând producerea măsurătorilor exterioare (burete inferioare) și a măsurătorilor interne (bureți superioare) (figura 19). În orice poziție a cadrului în raport cu tija de distanță dintre bureții superioară și inferioară de lucru este egală cu lungimea părții alungite a gabaritului de adâncime. Pentru a stabili o dimensiune măsurată a eșantionului, trebuie să citiți numărul de milimetri întregi în conducătorul, care au fost păstrate frunzelor Nonius (Bar zero de Nonius). Apoi, pentru a împărți, care, în ordine, codul de bare al Nonius coincide cu cursa liniei, care corespunde numărului de zecimi din milimetru. În exemplul nostru, poziția relativă a amplorii liniei și a Nonius izolate în fig. 18, corespunde dimensiunii de 22, 7 mm.
Măsurătorile utilizând etrierele de etriere sunt cel mai frecvent instrument de măsurare, care permite producerea măsurătorilor cu o precizie de 0,1 mm. Este posibilă măsurarea diametrelor rolelor, a diametrelor găurilor, lățimea canelurilor și a fantelor, adâncimea găurilor și a diverselor adâncituri etc. Stema Cirkul constă din două părți principale (fig.18) : Rutter (tije) și acoperit linia de cadru. O scară milimetrică este aplicată pe linie. Cadrul are o scară numită Nonius. Această scară are 10 diviziuni. O linie îngustă a contorului de adâncime este rigidă la cadru rigid. Cadrul de ecartament de adâncime poate să se deplaseze liber în raport cu tija, precum și fixată în orice poziție utilizând un șurub de strângere. Atât tija, cât și cadrul au două bureți, permițând producerea măsurătorilor exterioare (burete inferioare) și a măsurătorilor interne (bureți superioare) (figura 19). În orice poziție a cadrului în raport cu tija de distanță dintre bureții superioară și inferioară de lucru este egală cu lungimea părții alungite a gabaritului de adâncime. Pentru a stabili o dimensiune măsurată a eșantionului, trebuie să citiți numărul de milimetri întregi în conducătorul, care au fost păstrate frunzelor Nonius (Bar zero de Nonius). Apoi, pentru a împărți, care, în ordine, codul de bare al Nonius coincide cu cursa liniei, care corespunde numărului de zecimi din milimetru. În exemplul nostru, poziția relativă a amplorii liniei și a Nonius izolate în fig. 18, corespunde dimensiunii de 22, 7 mm.
 Măsurătorile utilizând un nutrometru și un Kronzirkul Diametrul gaurei aflate adânc în interiorul părții, măsurabil printr-un ecartament cu o precizie de 0, 5 mm. Distanța dintre picioarele nutromerului este determinată utilizând linia de oțel. În cazurile în care este imposibil să se elimine Kronzirkul, fără a bate la instalarea sa, grosimile peretelui a zburat (cu o precizie de 0, 5 mm) pot fi măsurate așa cum se arată în partea dreaptă. În același timp, picioarele Kronchirculului sunt puțin mai mult decât grosimea peretelui măsurat, de exemplu, 25 mm. Măsurarea acum distanța dintre picioarele Kronzirkul este scăzută din valoarea adăugată adăugată la grosimea peretelui de 25 mm, adică A \u003d 37 25 \u003d 12 mm. Pentru a măsura distanțele intercincente ale găurilor acelorași diametre, utilizați un kroncyrcolac sau un contor de jgheab, aplicându-le pe pereții găurilor. Distanța dorită va fi egală cu suma distanței măsurate și cu diametrul uneia dintre găuri, dacă diametrele găurilor sunt diferite, apoi la distanța dintre pereții apropiați ai găurilor, este necesar să se adauge o semichama de diametre. Înălțimea detaliilor poate fi măsurată utilizând două linii.
Măsurătorile utilizând un nutrometru și un Kronzirkul Diametrul gaurei aflate adânc în interiorul părții, măsurabil printr-un ecartament cu o precizie de 0, 5 mm. Distanța dintre picioarele nutromerului este determinată utilizând linia de oțel. În cazurile în care este imposibil să se elimine Kronzirkul, fără a bate la instalarea sa, grosimile peretelui a zburat (cu o precizie de 0, 5 mm) pot fi măsurate așa cum se arată în partea dreaptă. În același timp, picioarele Kronchirculului sunt puțin mai mult decât grosimea peretelui măsurat, de exemplu, 25 mm. Măsurarea acum distanța dintre picioarele Kronzirkul este scăzută din valoarea adăugată adăugată la grosimea peretelui de 25 mm, adică A \u003d 37 25 \u003d 12 mm. Pentru a măsura distanțele intercincente ale găurilor acelorași diametre, utilizați un kroncyrcolac sau un contor de jgheab, aplicându-le pe pereții găurilor. Distanța dorită va fi egală cu suma distanței măsurate și cu diametrul uneia dintre găuri, dacă diametrele găurilor sunt diferite, apoi la distanța dintre pereții apropiați ai găurilor, este necesar să se adauge o semichama de diametre. Înălțimea detaliilor poate fi măsurată utilizând două linii.
 Pentru a determina cârpele razei proeminenilor și detaliile, detaliile sunt utilizate modele (figura 22, a). Un set de modele de rază este închis într-o carcasă de metal. Pe de o parte a carcasei, șabloanele cu proeminente rotunjite sunt fixate, concepute pentru a determina razele depresiei și pe de altă parte, șabloane cu aceleași depresiuni pentru a determina razele proeminențelor. Mărimea razei este actualizată pe fiecare șablon. Monezii de dimensiuni mai mari, precum și rotile plate, pot fi observate folosind o imprimare pe Mage, prin suprapunerea acestuia pe partea mai mare a părții și crimparea sau în evidență, circuitul rotunjei este foarte ascuns cu un creion. Cu ajutorul unei circulații, se determină raza rotunjită. Dimensiunea rezultată este rotunjită la cea mai apropiată rază normală conform GOST 6636 69. În detaliile există adesea elemente filetate, pentru măsurarea tiparelor speciale, numite filete. Ele sunt un set de plăci metalice cu proeminențe corespunzătoare profilului firului. Pe o carcasă a unui filetat pentru fire metrice, este indicat M 60 ° (figura 22 b) și pentru conducta D 55 °. Menționarea etapei firului este că șablonul este selectat, dinții care sunt complet incluși în firele dintre pornirea firului. Apoi, diametrul exterior al firului tijei (diametrul nominal al filetului D) este măsurat folosind etrierele (diametrul nominal al firelor d) sau diametrul -d 1. De exemplu, etrierul diametrului firului 21, 6 mm și măsuri filetate pentru firele metrice Etapa 0, 75. În conformitate cu mesele, tabelele IBI 75 sunt determinate de firul: M22 x0, 75. În absența unui fir de filetat, o recepție aplicată prezentată în figura 23 . În același timp, marginea marginii marginii creionului este ușoară. Piturul firului este determinat ca acesta: P \u003d A / N, unde A. Distanța arbitrară între mai multe lovituri; N număr de distanțe între lovituri în Dimensiunea A și N mai puțin pe unitatea Număr de accidente vasculare cerebrale.
Pentru a determina cârpele razei proeminenilor și detaliile, detaliile sunt utilizate modele (figura 22, a). Un set de modele de rază este închis într-o carcasă de metal. Pe de o parte a carcasei, șabloanele cu proeminente rotunjite sunt fixate, concepute pentru a determina razele depresiei și pe de altă parte, șabloane cu aceleași depresiuni pentru a determina razele proeminențelor. Mărimea razei este actualizată pe fiecare șablon. Monezii de dimensiuni mai mari, precum și rotile plate, pot fi observate folosind o imprimare pe Mage, prin suprapunerea acestuia pe partea mai mare a părții și crimparea sau în evidență, circuitul rotunjei este foarte ascuns cu un creion. Cu ajutorul unei circulații, se determină raza rotunjită. Dimensiunea rezultată este rotunjită la cea mai apropiată rază normală conform GOST 6636 69. În detaliile există adesea elemente filetate, pentru măsurarea tiparelor speciale, numite filete. Ele sunt un set de plăci metalice cu proeminențe corespunzătoare profilului firului. Pe o carcasă a unui filetat pentru fire metrice, este indicat M 60 ° (figura 22 b) și pentru conducta D 55 °. Menționarea etapei firului este că șablonul este selectat, dinții care sunt complet incluși în firele dintre pornirea firului. Apoi, diametrul exterior al firului tijei (diametrul nominal al filetului D) este măsurat folosind etrierele (diametrul nominal al firelor d) sau diametrul -d 1. De exemplu, etrierul diametrului firului 21, 6 mm și măsuri filetate pentru firele metrice Etapa 0, 75. În conformitate cu mesele, tabelele IBI 75 sunt determinate de firul: M22 x0, 75. În absența unui fir de filetat, o recepție aplicată prezentată în figura 23 . În același timp, marginea marginii marginii creionului este ușoară. Piturul firului este determinat ca acesta: P \u003d A / N, unde A. Distanța arbitrară între mai multe lovituri; N număr de distanțe între lovituri în Dimensiunea A și N mai puțin pe unitatea Număr de accidente vasculare cerebrale.

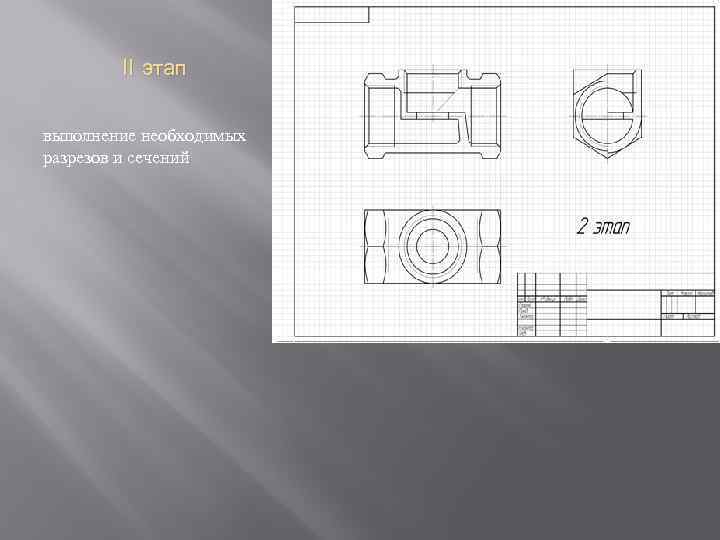
 I etapa este determinată de numărul necesar din specie, aplicând conturul părții fără respectarea scalei, dar aderarea la proporții
I etapa este determinată de numărul necesar din specie, aplicând conturul părții fără respectarea scalei, dar aderarea la proporții


 Supapă. Desenarea formei generale. Exemplu de desen al tipului general. Dimensiunile pe un desen al unei forme comune pe dimensiuni de desene de antrenament sunt aplicate cu fontul 5 și numerele de poziție în fonturile nr. 7 sau nr. 10. Inscripția principală este aceeași Schițe de 55 x 185 - Formularul nr. 1. La desenele de antrenament. Specii generale ar trebui aplicate următoarele dimensiuni: 1. Dimensiunile globale care determină cele mai mari dimensiuni ale produsului în lungime, lățime, înălțime. 2. Dimensiunile suprafețelor conjugate (conform căreia sunt conectate părțile unității de asamblare), inclusiv suprafețele filetate. 3. Dimensiunile de instalare prin care acest produs este instalat la locul de instalare. 4. Dimensiuni constructive și calculate din cauza caracteristicilor părții de lucru din nod. Caracteristicile roților de unelte, arcurile, distanțele intersecționale, modulul etc. și alți parametri cerute de detaliu. Dimensiunile gratuite pe speciile comune nu sunt aplicate, deoarece aceste dimensiuni sunt luate direct din desen cu o scară. Desenele speciilor comune nu sunt desene de fabricație. 5. Dimensiuni de conectare. Dimensiuni care determină elementele prin care acest produs se atașează la altul. Aceste dimensiuni includ: a) diametrele găurilor pentru dispozitivele de fixare; b) dimensiunile firelor de legătură etc.
Supapă. Desenarea formei generale. Exemplu de desen al tipului general. Dimensiunile pe un desen al unei forme comune pe dimensiuni de desene de antrenament sunt aplicate cu fontul 5 și numerele de poziție în fonturile nr. 7 sau nr. 10. Inscripția principală este aceeași Schițe de 55 x 185 - Formularul nr. 1. La desenele de antrenament. Specii generale ar trebui aplicate următoarele dimensiuni: 1. Dimensiunile globale care determină cele mai mari dimensiuni ale produsului în lungime, lățime, înălțime. 2. Dimensiunile suprafețelor conjugate (conform căreia sunt conectate părțile unității de asamblare), inclusiv suprafețele filetate. 3. Dimensiunile de instalare prin care acest produs este instalat la locul de instalare. 4. Dimensiuni constructive și calculate din cauza caracteristicilor părții de lucru din nod. Caracteristicile roților de unelte, arcurile, distanțele intersecționale, modulul etc. și alți parametri cerute de detaliu. Dimensiunile gratuite pe speciile comune nu sunt aplicate, deoarece aceste dimensiuni sunt luate direct din desen cu o scară. Desenele speciilor comune nu sunt desene de fabricație. 5. Dimensiuni de conectare. Dimensiuni care determină elementele prin care acest produs se atașează la altul. Aceste dimensiuni includ: a) diametrele găurilor pentru dispozitivele de fixare; b) dimensiunile firelor de legătură etc.

Etapa 1 - Plasarea imaginilor unității de asamblare pentru dimensiunile globale (R.1) pe format A2.
2Tap.- o imagine a dimensiunii dimensiunii cu tăieturile necesare (figura 2).

3 etape - Imaginea arborelui (tija) și supapa (figura 3). 
4 etape - imaginea capacului și garniturii dintre carcasă și capacul (fig.4).

5 etapa - imaginea piuliței capei, a manșonului și a inelelor glandei (figura 5).

6 etapa - Imagine a volantului cu șaibă și piuliță și poziția limită (Stroke) (figura 6).

7 etapa - incubarea tuturor părților care se încadrează într-un plan de fixare (figura 7).

8 etape - Desenarea mărimii, linii-purtare pentru a aplica numere de poziție, umplerea inscripției principale (figura 8).

9 etapa - Elaborarea specificațiilor (figura 9).


10 etapa - numere de poziție de la distanță în conformitate cu specificația (figura 10). 





























 Pentru munca independentă, elevul este invitat să efectueze un desen al unei mașini complexe pe un computer.
Pentru munca independentă, elevul este invitat să efectueze un desen al unei mașini complexe pe un computer.
/ 1 / hl.55, / 2 / GL.22.
Secțiunea 3. Desene și scheme în specialitate
Atunci când se trag un desen al clădirii sunt ghidate de regulile generale de implementare a desenelor de construcție prevăzute de standardele SPDS și GOSTS ECCD.
Clădirea din plan este dezmembrată de linii axiale pe rând de elemente. Axe longitudinale și transversale care determină localizarea principalelor structuri de susținere (pereți și coloane) se numesc axe de coordonare.
Axele de coordonare sunt aplicate pe imagini cu linii subțiri de măcinare cu barchat, cu lovituri lungi. Denotă de axele numerelor arabe și de majuscule ale alfabetului rus (cu excepția literelor: E, 3, T, O, X, C, H, SH, B, S, Â.) în cercurile cu a Diametrul de 6 ... 12 mm. Nu sunt permise sariția în digitală și litera (cu excepția indicațiilor) denumirilor axelor de coordonare.
Pentru axele de etichetare de pe partea laterală a clădirii cu un număr mare, sunt utilizate numerele arabe.
Pentru etichetarea axelor de pe partea laterală a clădirii cu un număr mai mic, literele alfabetului rus.
Axa elementelor situate între axele de coordonare ale structurilor principale de susținere este lăsată să eticheteze fracția (B / 1; B / 2; 1/1, etc.).
Secvența denumirilor digitale și a literelor ale axelor de coordonare iau planul de la stânga la dreapta și de jos în sus.
Desemnarea axelor de coordonare este de obicei aplicată pe părțile din stânga și inferioară a planului de construcție. Atunci când axele de coordonare ale laturilor opuse ale indicării axelor specificate se aplică în plus părților de sus și dreapta.
Distanța dintre axele de coordonare din plan se numește un pas. Spanul se numește distanța dintre axele de coordonare ale clădirii în direcția care corespunde zborului de proiectare purtătoare a suprapunerii sau a stratului de acoperire.
Pentru înălțimea podelei, se iau distanța de la nivelul podelei la nivelul podelei la podeaua de acoperire, determină, de asemenea, înălțimea etajului superior, în timp ce grosimea de suprapunere a mansardei este acceptată condiționat egală cu grosimea se suprapun interil.
În clădirile industriale cu o singură poveste, înălțimea podelei este egală cu distanța de la nivelul podelei până la marginea inferioară a designului de acoperire.
Dimensiunea pașilor, a lungimilor, înălțimile podelelor trebuie luate egale cu modulul mărit. Dimensiunile elementelor structurale ale clădirii trebuie să fie multiple modulul principal. Dimensiunea modulului principal M pentru coordonarea dimensiunii este luată dimensiunea de 100 mm (1 decimetru). Modulele forumupate6000, 3000, 1500, 1200, 600, 300, 200 mm sunt notate cu 60m, 30m, respectiv, respectiv.
Sub dimensiunea dimensiunilor din desene, linia dimensională a intersecției sale cu linii îndepărtate, liniile de buclă sau liniile axiale sunt limitate de serif sub formă de linii principale groase de 2 ... 4 mm lungime, efectuate de pantă la dreapta la un unghi de 45 ° față de linia dimensională, în timp ce liniile dimensionale ar trebui să efectueze o linie extremă la distanță la 1 ... 3 mm (figura 1. 1).
Când trageți dimensiunea diametrului sau a razei în interiorul cercului, precum și dimensiunea unghiulară, linia de dimensiune este limitată de săgeți. Săgețile sunt de asemenea utilizate la aplicarea dimensiunilor razei și rundelor interne.
Nivelurile de niveluri de elemente structurale, echipamente etc. din nivelul de referință (zero "zero") sunt notate cu un semn condițional (figura 2) sunt izolate în metri cu trei semne zecimale separate de o virgulă întregă.
Marcajul "zero" a primit, de regulă, pentru suprafața unui tip de element al clădirii sau structurii, situată în apropierea suprafeței de planificare a Pământului, indică fără semn; Marcaje deasupra zero - cu un semn "+", sub zero - cu un semn "-".
Pe tipurile (fațade), tăieturile, secțiunile mărcilor sunt plasate pe linii îndepărtate sau linii de contur (figura 3.3).
În ceea ce privește planurile, markerii sunt aplicați în dreptunghiuri (figura 3.4).
Pe planurile, direcția linkerului avioanelor indică săgeata pe care, dacă este necesar, este atașată de magnitudinea pantei în procente (fig.5) sau ca raport de înălțime și lungime (de exemplu, 1: 7). Desemnarea pantei este aplicată direct deasupra liniei conturului sau a raftului liniei de ridicare. Inscripția principală este localizată în colțul din dreapta jos.
Principalele inscripții și cadre sunt efectuate de linii subțiri solide și solide subțiri în conformitate cu GOST 2.303-68.
În graficele principalelor inscripții (numerele graficului de pe formulare sunt prezentate în cercuri) indică:
· În coloana 1 - desemnarea documentului; (Fontul este capital, dimensiunea 5);
· În coloana 2- Numele lucrării, produsul (fontul este capital, dimensiunea 5);
· În coloana 3 - numele sarcinii (fontul este capital, dimensiunea 5);
· În coloana 4- Numele imaginilor plasate pe această foaie (fontul este capitalul, dimensiunea 5);
· În coloana 5 - desemnarea materialului părții (graficul este umplut numai în desenele părților; fontul este mic, dimensiunea 5);
· În coloana 6 - litera "U" (desene de instruire);
· În coloana 7, numărul de secvență al foii (pagină a unui document text în decorațiuni bidirecționale). În documentele constând dintr-o singură coală, graficul nu este umplut;
· În coloana 8 - numărul total de foi din document (set de desene, notă explicativă etc.). Pe prima foaie a unui document text, decorarea pe două fețe indică numărul total de pagini;
· În coloana 9, numărul de grup (font de linie, dimensiunea 5);
· În coloana 10 - din partea de jos în sus - "Student" (linia de fonturi, dimensiunea 3.5).
· În grafice 11, 12,13, respectiv, prenume, semnătură, data;
· În coloana 14 - greutatea estimată a produsului prezentat în desen, în kilograme fără a specifica unitățile de măsurare;
· În coloana 15-scară a imaginii conform GOST 2.302-68.

 Fig.3. unu Fig.3. unu |  Smochin. 3.2 Smochin. 3.2 |  Fig.3.3. Fig.3.3. |
|
 Fig.3. patru. Fig.3. patru. |  Fig.3. cinci Fig.3. cinci |
||
Numărul de lucru grafic 9.
Plan, tăiat și fațadă a clădirii.
Sarcina:Imagini complexe complexe ale clădirii (plan, tăiere arhitecturală și fațadă) conform sarcinilor individuale.
Pe plan și tăiat, aplicați toate dimensiunile necesare, atât în \u200b\u200binterior, cât și în afara clădirii. Trageți axele de coordonare și desemnați-le.
Umpleți explicarea spațiilor.
Sarcina de a efectua pe formatul de desenare a hârtiei A2 (594x420) în conformitate cu toate cerințele GOST, creionul.
Scop:Verificați cunoștințele teoretice și abilitățile și abilitățile practice în citirea, desfășurarea și proiectarea desenelor arhitecturale și de construcție.
Instrucțiuni:Sarcina arată schemele planului, tăiat, fațada clădirii și lista de camere. Începeți să efectuați o sarcină cu construirea unui plan de construcție. Pentru a face acest lucru, ghidat de schema planului, trageți linia de bara de coordonare a Axei Barchpunctive.
Afișați pereții exteriori cu o grosime de 510 mm cu referire la axele de coordonare 310 și 200 mm și grosimea internă - 380 mm, cu legarea la axe 190 și 190 mm. În diagramă, aceste pereți sunt întocmite cu linii groase. Pereții rămași sunt partiții subțiri cu o grosime de 120 mm, în diagrama pe care sunt arătate prin linii subțiri.
În pereții exteriori arată deschiderile ferestrelor, în ușile interne. Imagini grafice condiționate ale tabelului de elemente de construcție.
Pereții și partițiile care au căzut în planul secular nu se micsorează, iar contururile lor sunt reduse cu o linie groasă solidă. Elementele de construcție situate în spatele planului de fixare sunt arătate printr-o linie subțire. Fereastra de ferestre și uși panza sunt trase de linii solide subțiri.
Descrieți poziția planului secundar pentru secțiunea verticală și efectuați-o. Aplicați în înălțime și dimensiuni în interiorul conturului spațiilor.
Fiecare fațadă a clădirii.
Pentru a îndeplini sarcina, pentru a explora: cerințele standardelor SPDS (sistemul de documentare a proiectului în construcții) GOST 21.101-79, imaginile trebuie să îndeplinească cerințele GOST 2.305-68, precum și să cunoască fundațiile teoretice ale secțiunii "arhitectural și desene de construcție ".
Ministerul Educației și Științei din Ucraina Sevastopol Național University University Desen. Schițe de instruire a părților din site-ul Instrucțiuni metodice pentru implementarea sarcinilor individuale asupra graficelor de inginerie pentru studenții de specialități tehnice și formele de absente de formare Sevastopol 2009 Creați fișiere PDF fără acest mesaj prin achiziționarea imprimantei NOVAPDF (http: //www.novapdf. COM) 2 Desenul de asamblare UDC 744. Schițe de instruire ale componentelor nodului. Instrucțiuni metodice pentru implementarea sarcinilor individuale pentru grafica inginerie pentru studenții de specialități tehnice ale formelor de formare a zilei și absența. / SOST. A.f. Bear, V.G. Serda, A.I. Dubovik. - Sevastopol: Editura Sevna, 2009. - 32 s. Instrucțiuni metodice conțin explicații scurte necesare pentru efectuarea schițelor de piese incluse în nod, precum și desenul de asamblare al nodului și compilarea specificațiilor. Instrucțiunile metodice sunt concepute pentru specialitățile tehnice ale studenților de formare a zilei și corespondenței. Instrucțiunile metodice au fost aprobate la ședința departamentului de geometrie și grafice, Protocolul nr. 6 din 16 ianuarie 2009 a fost admis la Centrul de predare al Sevnu ca orientări. Reviewer: Smartin V.V., Profesor asociat, Cand. Tehn. Științele creează fișiere PDF fără acest mesaj prin achiziționarea imprimantei NOVAPDF (http://www.novapdf.com) 3 1. 2. 3. 4. 5. 6. 7. Introducerea conținutului ............... ...................... ............................. .. scopul și conținutul sarcinii ......... ............................... ................ întocmirea schemei structurale a nodului .......................... ................................................ .. . .. Performanța imaginii tehnice a detaliilor ........................ Efectuarea desenului de asamblare a nodului ... .. ... .................................................. .............. ... ... întrebări pentru autocontrol .......................... ....................... Concluzie ................................................. .......................................... 3 3 4 5 19 24 27 30 30 31 Nodul de introducere este un detașabil sau componente ale produsului. În procesul educațional pentru nod (de exemplu, macara sau supapă) Efectuați: - schițele componentelor nodului; - desenul de asamblare al nodului; - Specificație. Desenul de asamblare al nodului este un document care conține o imagine a unității de asamblare și a altor informații necesare pentru asamblarea sa (producție) și controlul. Schițele de instruire ale nodului sunt efectuate în opțiunile de proiectare (formularul general educațional) sau în opțiunile tehnologice (desen educaționale de asamblare). Desenul adunării educaționale ar trebui să ofere o idee despre locația și relația reciprocă a pieselor incluse în nod. La desenul de asamblare a nodului indică numere de poziții de piese, de ansamblu, de instalare și dimensiuni de conectare. 1. Scopul și conținutul sarcinii este un scop: - achiziționarea și consolidarea studenților de competențe practice pentru a efectua schițe de piese din natură, măsurarea detaliilor, mărimea dimensiunilor pe schițe și execuția modelului tehnic; - învățarea oaspeților: 2.108-68 - Specificații, Cerințe de bază pentru implementarea desenelor de asamblare și 2.109-73 - Cerințe de bază pentru desene; - Achiziționarea de abilități practice pentru compilarea desenului de asamblare a nodului și umplerea specificațiilor. Creați fișiere PDF fără acest mesaj prin achiziționarea imprimantei NOVAPDF (http://www.novapdf.com) 4 Conținutul sarcinii: - Efectuați schițe ale pieselor incluse în nod (cu excepția standardului); - Desenați desenul de asamblare al nodului; - Decorați specificațiile în conformitate cu GOST 2.108-68. 2. Elaborarea schemei structurale a nodului Studenții formării zilnice primesc un nod la departament în conformitate cu opțiunea individuală, iar elevii formularului de formare aleg în mod independent nodul și îl reprezintă împreună cu munca efectuată . Nodul trebuie să includă cel puțin patru părți fără a lua în considerare componentele și materialele standard. Pentru a îndeplini sarcina, este necesar: - să vă familiarizați cu designul nodului, să stabilească scopul și principiul activității sale; - dezasamblați nodul la componente și colectați-l în ordinea inversă; - Elaborarea unei scheme de diviziune a produselor pentru componente; - atribuirea numelui nodului și a părților sale componente; De exemplu, un circuit de curgere a supapei cu o trecere condiționată de 15 mm a fost întocmit. Vizualizarea generală a supapei și tăierea acestuia este prezentată în figurile 1a, b. a) b) Figura 1 Creați fișiere PDF fără acest mesaj prin achiziționarea imprimantei NOVAPDF (http://www.novapdf.com) 5 Demontați supapa la componente: - Deșurubați piulița 12, scoateți șaiba 14 și volanul 10; - Deșurubați piulița Cape 5 și scoatem manșonul glandei 6; - deșurubați montarea 3 a carcasei 1 împreună cu o stea 4, supapa 2, garnitura de etanșare 9, piulița 11 și șaiba 13, o etanșare înclinată 15 și un inel de susținere 7; - Scoateți garnitura de etanșare 8 între montaj și caz; - minte de la tija de montare cu o supapă, garnitură de etanșare, piuliță și șaibă; - Scoateți etanșarea glandei 1 de la montare și inelul de referință 7; - Deșurubați piulița 11, scoateți șaiba 13 și garnitura de etanșare 9; - Deconectați tija 4 și supapa 2. Componentele nodului (părți și material) sunt prezentate în Figura 2. Schema de divizare a produsului pentru componente este prezentată în Figura 3. Valvele include patru părți standard: două piulițe și două șaibe , precum și Material - cânepă. Astfel, pentru această supapă este necesar să se efectueze miniaturi de zece părți. 3. Executarea schițelor de părți ale nodului schiței este un desen temporar realizat manual într-o scară a ochilor în conformitate cu proporțiile. Schițele de piese și desen tehnic sunt efectuate de un creion pe hârtie în celula A4 sau A3. Schițe complete și desen tehnic adresat albumului. Proba de tablă de titlu este prezentată în Figura 4. Se recomandă următoarea secvență miniatură: - selectarea tipului principal și a numărului de imagini ale părții; - formatul frunzelor și detaliile desenului; - aplicarea liniilor de la distanță și dimensionale; - măsurarea detaliilor și a prospectării numerelor dimensionale; - aplicarea semnelor și a parametrilor de măcinare (pe desenele de instruire nu este permisă); - determinarea mărcii materiale; - completarea inscripției principale; - Verificați schița. În desenul principal de inscripție, numele produsului este înregistrat în cazul nominativ al singularului. În nume, constând în mai multe cuvinte, în primul rând este pus în numele substantivului, de exemplu, "NUTTY". Creați fișiere PDF în valoare de acest mesaj prin achiziționarea imprimantei NOVAPDF (http://www.novapdf.com) 6 Figura 2 Creați fișiere PDF fără acest mesaj prin achiziționarea imprimantei NovaPDF (http://www.novapdf.com) 7 piuliță de trecere a supapei M6 GOST 5915- 70 Flywheel Washer 6 GOST 11371- 78 Nuci de coacere CAID Garnitura de pe litoral GOST 5915- 70 Spălătorie 5 GOST 11371- 78 Pixuri PS GOST 5152- 66 Corpul Figura 3 Exemple de execuție și design Schițe de piese sunt date Figurile 5. .. 14. În funcție de proiectarea combinației dintre părțile tijei și supapa formelor lor poate fi ușor schimbată. Figurile 15A, B Afișați tipurile de conexiuni stem cu supapa. În figurile 15a, B prezintă exemple de filetare pe tija de coadă cu o rulare de fire și cu un Ross pentru ieșirea unui tăietor pentru fixarea piuliței de volant. Dimensiunile canelurii sunt alese conform GOST 10549-80, în funcție de pasul firului. Figura 15b ilustrează un design de tijă proiectat pentru a fixa volantul cu un șurub. Creați fișiere PDF fără acest mesaj prin achiziționarea imprimantei novaPDF (http://www.novapdf.com) 8 Ì ÈÑÒÅÐÑÒÂÎ Î.I. ÁÐÀÇÎ EI AAI ESS Í ÀÓÊÈ ÓÊÐÀÈÍ Č Û CÅÂÀÑÒÎ ËÜÑÊÈÉ Í i i ÀÖÈÎ Í ÀËÜÍ Ue ÒÅÕÍ Č × ÅÑÊÈÉ Ol ÈÂÅÐÑÈÒÅÒ Êàôåäðà í ã ý è × × × å í × × × å ñ × × × ë ñ × × × ë ñ × × × × ñ ñ × × × ñ ñ × × × × ñ ñ × × × ñ ñ × × × × ñ anunț. Èì - 21Ä ÅÍ Å ê. Ï. ¹ Çà Å åîîèèè333374 ï ï ð â ä ä ä ö ö ä ä ê à à à.èè Ï ï Î 2009 Figura 4 Creați fișiere PDF fără acest mesaj prin achiziționarea imprimantei NovaPDF (http://www.novapdf.com) 9 Figura 5 Creați fișiere PDF fără acest mesaj prin achiziționarea imprimantei NovaPDF (http: //www.novapdf. Com ) 10 Figura 6 Creați fișiere PDF fără acest mesaj prin achiziționarea imprimantei NOVAPDF (http://www.novapdf.com) 11 SNTU.701400.004 9 7 1,6O450 2 SHES M6 9 M12x1,5 R1 5 0 8 13 42 75 BLU. 701400.004 Scrisoarea este Foi Nr. Dezvoltarea documentului Ivanenko 15.10.08 Dezvoltare. Verificat perenko t.kontar. Masa de masă. PC-uri ok foaie de cafea. Ngig g.im- 21d N. Konter. Aproba. Figura 7 Creați fișiere PDF fără acest mesaj prin achiziționarea imprimantei NOVAPDF (http://www.novapdf.com) 12 Nut Caid Figura 8 Creați fișiere PDF fără acest mesaj prin achiziționarea imprimantei NovaPDF (http://www.novapdf.com) 13 SNUA.701400.002 Valve Figura 9 Creați fișiere PDF fără acest mesaj prin achiziționarea imprimantei NovaPDF (http://www.novapdf.com) 14 A-AAA SNTU.701400.010 Flywheel AK12 GOST1583- 93 Figura 10 Creați fișiere PDF Wort Acest mesaj prin achiziționarea NOVAPDF Imprimanta (http://www.novapdf.com) 15 SNAU.701400.009 Garnitura de cauciuc GOST 7338- 90 Figura 11 Crearea fișierelor PDF fără acest mesaj prin achiziționarea imprimantei NovaPDF (http://www.novapdf.com) 16 SNTU.701400.008 Garnitură Cauciuc GOST 7338- 90 Figura 12 Creați fișiere PDF fără acest mesaj prin achiziționarea imprimantei NovaPDF (http://www.novapdf.com) 17 SNTU.701400.003 36 15 11 1,6 45 ° 9 10 6 30 ° 25 3 ° M20 1 , 5 14 1,5 14 M12 ° 45 M20 1.5 2 CHAMFER 1 45 ° 7 24 13 22 SNTU.701400.003. Număr de fișiere Număr de semnătură Dezvoltarea datei. 10/15/08 Ivanenko a verificat Petrenko T. Konst. N. Konter. Aproba. Masa de masă. BR Frunzele de frunze. OCS 4- 4- 4 GOST 5017- 74 de coli de cafenea. NGIG G.IM-21D Figura 13 Creați fișiere PDF fără acest mesaj prin achiziționarea imprimantei NovaPDF (http://www.novapdf.com) Figura 14 ñí 701400.001 18 Creați fișiere PDF fără acest mesaj prin achiziționarea de imprimantă NOVAPDF (http: / / www .novapdf.com) 19 Stemul supapei de stoc (A) B) Figura 15 a) B) B) Figura 16 4. Efectuarea unui model tehnic de parte a lucrătorilor Efectuați un desen tehnic al părții într-o izometrie dreptunghiulară cu una trimestru de decupare. Desenul tehnic poate fi efectuat împreună cu schița părții pe o singură coală sau pe un format separat. În primul caz, localizarea axelor tehnice de desen trebuie să corespundă localizării axelor piese (Figura 17). Dacă cifra tehnică se efectuează pe o foaie separată, locația axelor de pe figura tehnică nu depinde de locația axelor de pe schiță (Figura 20). Secvența de construire a unui model tehnic "caz" este prezentată în Figurile 18 ... 20. Construcția proiecțiilor izometrice de piese se efectuează în următoarea secvență: - construirea axelor axonometrice în linii subțiri (toate liniile contururilor externe și interne situate în planuri paralele cu plane cu oxi și oyz (Figura 18); - să construiască liniile conturului extern al părții și secțiunilor transversale ale părții proeminente care trec de-a lungul axelor OX și OY, adică. Tăiați partea a patra a părții - (Figura 19); - Îndepărtați liniile invizibile și liniile de tăiere a părții și efectuați o secțiune transversală (Figura 20). Creați fișiere PDF fără acest mesaj prin achiziționarea imprimantei NOVAPDF (http://www.novapdf.com) Figura 21:00 701400.001 20 Creați fișiere PDF fără acest mesaj prin achiziționarea imprimantei NovaPDF (http://www.novapdf.com) 21 Desenul 18 Creați Fișiere PDF fără acest mesaj prin achiziționarea imprimantei NovaPDF (http://www.novapdf.com) 22 Figura 19 Creați fișiere PDF fără acest mesaj prin achiziționarea imprimantei NovaPDF (http://www.novapdf.com) 23 SNTU.701400.001 Figura 20 Creați fișiere PDF fără acest mesaj prin achiziționarea imprimantei NOVAPDF (http://www.novapdf.com) 24 5. Efectuarea unui desen de asamblare a unui desen ansambl de nod este un desen care conține o imagine a unității de asamblare (nod) și a altor date necesare Pentru asamblarea și controlul în asamblare (GOST 2.102-68). Desenul de asamblare se efectuează pe o foaie de format A2 pe o schiță de schiță efectuată anterior de piese testate de către profesor, precum și luate din referința la desene de piese standard și materiale incluse în acest nod. Desenul de asamblare trebuie să conțină: - o imagine a unității de asamblare cu vederile necesare, tăieturile, secțiunile și inscripția principală; - instrucțiuni privind metoda compusului (dacă este necesar); - numere de poziții ale componentelor nodului; - Dimensiuni: În general, instalare, conectare, controlare și referință. Eșantionul desenului de asamblare este prezentat în Figura 21. Luați în considerare secvența de desenare a desenului de asamblare a supapei supapei. 1. Setați numărul necesar de imagini (tipuri, tăieturi, secțiuni). Pentru o reprezentare vizuală a designului supapei, este suficient să trageți incizia de față de-a lungul axei tijei, vedere a stângii și o vedere suplimentară a volantului. Pe forma rămasă singură, jumătate din forma și o tăietură de jumătate de profil. 2. Pe foaia de format A2 folosind dreptunghiuri dimensionale, desenul este rupt. 3. Desenați linii subțiri pe ambele tipuri: 3. 1. Partea principală este cazul. Apoi trageți montarea împreună de garnitura de etanșare. 3.2. Desenați părțile compozite în mișcare ale produsului - stocul împreună cu o placă, garnitură, șaibă și șurub. Produsele cu piese în mișcare sunt trase într-o poziție închisă, de exemplu, viciu, supape, amortizoare și macarale de conectare în aer liber. 3.3. Desenați sigiliul glandei - inelul de susținere, umplutura glandei, glanda manșonului și cavalei piuliței. Plăcuța glandă umple spațiul dintre tijă și montarea de la inelul de susținere la partea superioară a montajului. Sigiliul de siguranță este efectuat cu ajutorul manșonului glandei și piulița de cape. Suprafețele conice prevăzute pe inelul de susținere și partea inferioară a manșonului manșonului, când înșurubați piulița pe capetă, apăsați glandele la tijă. 3.4. Distribuiți volantul și detaliile de fixare a volantului la stoc - o piuliță și o șaibă. Flywheelul este întocmit de partea de sus și de sus. Creați fișiere PDF fără acest mesaj prin achiziționarea imprimantei NovaPDF (http://www.novapdf.com) Figura 21 25 Creați fișiere PDF fără acest mesaj prin achiziționarea imprimantei NovaPDF (http://www.novapdf.com) 26 4. Efectuați accident vascular cerebral Liniile de contur cu o grosime de 0,6 ... 0,8 mm și incubație în tăieturi și secțiuni transversale cu o grosime de 0,3 ... 0,4 mm. Detalii corelate de la un material de accident vascular cerebral în direcții diferite sau cu o schimbare în distanța dintre liniile de bord. 5. Dimensiunile globale și conectate încuiate. 6. Desenați liniile de reglare și puneți pe rafturile de linii de apeluri ale pozițiilor detaliilor. Numerele de poziție sunt aplicate astfel încât să se afle pe una (sau mai multe) verticale, pe una (sau mai multe) orizontale sau pe orizontală și verticală. 7. Umpleți inscripția principală, indicați (dacă este necesar) cerințele tehnice sau specificațiile tehnice ale produsului. 8. Într-o foaie separată, se efectuează specificația produsului. Desenul de asamblare sunt efectuate cu convenții și simplificări: - pe speciile și tăieturile sunt lăsate să nu indice astfel de elemente de detalii ca șanfren, cartel, caneluri, adâncituri și alte elemente mici; - capetele de șuruburi și piulițe care au o formă hexagonală sunt simplificate; - Sloturile de șuruburi și șuruburi sunt arătate printr-o linie solidă îngroșată; - Proiecțiile liniilor Intersecția suprafețelor curbate este permisă să fie simplificată dacă este necesară construcția exactă. De exemplu, în loc de curbele de scurgere, arcele cercurilor pot fi efectuate; - o tranziție netedă de la o suprafață la alta este arătată condiționat sau nu arată deloc, - piese solide sau standard - șuruburi, șuruburi, știfturi, piulițe, șaibe, bile, pene etc. În secțiunea longitudinală nu a fost disecată; - coastele rigidității pieselor (spițe de tricotat ale volantelor, a roților de unelte) și a pereților subțiri în secțiunea longitudinală sunt prezentate nu sunt umbrite; - Fațele gaurei pătrate sau ale tijei sunt observate cu linii subțiri solide efectuate pe diagonale. Creați fișiere PDF WOT acest mesaj prin achiziționarea imprimantei NovaPDF (http://www.novapdf.com) 27 POS. Numele de denumire a numelui de format din zonă. Nota 8 15 5 6. Specificația de execuție Specificație este un document text care determină compoziția unității de asamblare necesare pentru fabricarea documentelor de proiectare și planificarea lansării în producția acestor elemente. Specificația este compilată pentru fiecare unitate de asamblare, un complex și un kit pe foile separate de format A4 în formă 1 (foaie de titlu) și 1A (foi următoare). Dimensiunile specificației și inscripția principală în forma 1 sunt prezentate în figura 22 și în forma 1a - în figura 23. 6 6 8 70 63 10 22 185 5 8x5 \u003d 40 mm. Dezvoltarea foilor. Verifica. Poozy. 15 10 Semnătura 03/22/03 N. Konter. Aproba. Denumire Nume Produse live 5 55 Foi 15 coli 20 55 23 15 7 10 POS. Numele de denumire a numelui de format din zonă. Nota 8 15 5 Figura 22 6 6 8 70 63 10 22 185 23 15 10 Leaf Meass. Notebook. Semnătura Data desemnării Figura 23 Creați fișiere PDF fără acest mesaj prin achiziționarea imprimantei NovaPDF (http://www.novapdf.com) 8 7 555 7 10 28 Specificațiile conține șapte grafice: "Format", "Zone", "POS". , "Desemnare", "nume", "numără" și "Notă" și populate pe următoarele secțiuni: - Documentație (indicați desenul de asamblare); - unități de asamblare (dacă sunt incluse în nod); - detalii (scrieți toate detaliile nodului pe care s-au făcut schițe, în cazul nominativ, singurul număr); - detalii standard; - Materiale (date privind materialele aplicate). Contoarele specificații sunt completate după cum urmează: - În coloana "Formatul" indică formatul documentului, a căror desemnare este înregistrată în coloana "Desemnare". Numărul nu este completat cu documente înregistrate în secțiunea "Produse standard" și "materiale"; - în coloana "Zona" indică desemnarea zonei în care se află desenul de asamblare dacă câmpul de desen este împărțit în zone; - în coloana "POS". Indicați numerele de secvență ale părților componente ale produsului, în conformitate cu secvența de înregistrare a acestora în specificație; - în graficul "desemnare" indică: în secțiunea "Documentație" - desemnarea documentelor înregistrate, de exemplu, SNTU.702700.000SB și în secțiunile "Unități de asamblare", "detalii," seturi "- denumirile Principalele documente de proiectare a produselor înregistrate în aceste secțiuni, de exemplu, Blum. 702700.001; - În coloana "Nume" din secțiunea: "Documentație" înregistrați numele documentelor, de exemplu, "desenul de asamblare". În secțiunile "Unități de asamblare", "detalii," kituri "indică numele produselor în conformitate cu inscripția principală a documentelor principale de proiectare ale acestor produse. Secțiunea "Produse standard" indică numele și desemnarea produselor în conformitate cu standardele pentru aceste produse. În secțiunea "Materiale" - desemnarea materialelor în conformitate cu standardele și condițiile tehnice pentru aceste materiale. -În coloana "Count" Indicați numărul de părți compuse ale produsului incluse într-un produs specificat. În secțiunea "Materiale", înregistrați numărul de materiale de pe un produs cu indicarea unității de măsură. - Coloana "Notă" înregistrează informații suplimentare la părțile componente ale produsului. După fiecare secțiune, lăsați mai multe linii și poziții gratuite. Un exemplu de specificație completă este prezentat în Figura 24. Creați fișiere PDF fără acest mesaj prin achiziționarea imprimantei NovaPDF (http://www.novapdf.com) POS. Formatul zonei 29 Count. Notă Numele Documentației de desemnare A2 SNTU.701400.000SB Desen A3 A4 A4 A4 A4 A4 A4 A4 A4 A4 1 2 3 4 5 6 SNTU.701400.002 SNTU.701400.005 SNTU.701400.005 7 SNTU.701400.008 9 SNTU. 701400.009 10 SNTU.701400.010 Corpus 1 Piuliță de fixare a supapei Caid 1 1 1 1 1 1 1 1 Sleeve Selinte Ring Garnitură Garnitură Flywheel 1 Produse standard 11 1 Nuci M5.5.018 GOST5916- 70 Nut M6.5.018 GOST 5915- 70 12 13 1 1 Washer S.5.01.08KP.018 GOST 11371- 78 PUCK S.6.01.08KP.018 14 1 GOST 11371- 78 Materiale Peng PS GOST 5152- 66 0,02 kg 15 Masura. Dezvoltarea foilor. Verifica. T.kontar. N. Konter. Aproba. Poozy. Data semnării 22.10.08 Ivanovenko Petrenko SNU.701400.000 Lista Fișa 1 Cafen. NGIG G.IM-21D Figura 24 Creați fișiere PDF în valoare de acest mesaj prin achiziționarea imprimantei NOVAPDF (http://www.novapdf.com) Foi 1 30 7. Întrebări pentru auto-control 1. Ce ar trebui să conțină un desen de asamblare? 2. Care este secvența desenului de asamblare a produsului din natură? 3. Ce instalații sunt permise pe desenele de asamblare? 4. Ce dimensiuni sunt aplicate pe desenele de asamblare? 5. Cum au observat componentele produsului pe desenul de asamblare? 6. Care este specificația? 7. Ce produse sunt specificațiile? 8. Listați specificațiile grafice. Concluzie Ca urmare a sarcinii, elevii ar trebui să știe: - GOST 2. 305-68 - Imagini: specii, tăieturi, secțiuni; - GOST 2.307-68 - dimensiune; - GOST 2.311-68 - Imaginea unui fir; - GOST 2.312-72 - Imagini condiționate și denumiri ale îmbinărilor sudate; - GOST 2.313-82 - Imagini condiționate și notație de conexiuni all-puncte; - GOST 2.317-69 - Proiecții axonometrice; - GOST 2.108-68 - Specificații; - GOST 2.109-73 - Cerințe de bază pentru desene; Pentru a putea: - să efectueze schițe și desene tehnice ale părților nodului din natură; - Efectuați desenul de asamblare și completați specificațiile. Creați fișiere PDF fără acest mesaj prin achiziționarea imprimantei NOVAPDF (http://www.novapdf.com) 31 Lista bibliografică 1. Desen geometric cu reguli de desen: Instrucțiuni metodice pentru lucrări independente pe disciplina "Geometrie proiectată, inginerie și computer" grafică pentru Elevii de zi și absente forme de formare / SOST. A.f. Bear, V.G. Serd, n.ya. Smirinskaya. - Sevastopol: Editura Sevnta, 2005. - 38 s. 2. Kovtun V.N. Materiale de referință pentru realizarea desenelor de inginerie a instrumentului: Directory / V.N. Kovtun. - Sevastopol: Sevstu Edvo, 2002. - 132 p. 2. Levitsky V.S. Desenarea mașinii și automatizarea desenelor / V.S. Levitsky. - M.: Mai mare. Shk., 2001. - 429 p. 3. Instrucțiuni metodice privind regulile de desenare a dimensiunilor pentru o lucrare independentă a studenților la îndeplinirea sarcinilor individuale / SOST. A.f. Bear, L.N. Ivashchenko. - Sevastopol, 1989. - 25 s. 4. Mikhylenko V.є. Inginer Ta Comp.Verona Grafіka: Pіdruch. Pentru stud. Acrit. Oswiti / v .. Mikhylenko, V.V. Vanin, S.M. Kovalov; abaţie V.є Mikhailer. - K.: Karavel, 2003. - 344 p. 5. Geometria și desenul proiectat. Grafică de inginerie. Instrucțiuni metodice privind cursurile și controlul sarcinilor pentru studenții de specialități de inginerie de formare / SOST. A.M. Peris [et al.] - Kharkov: Uzpi, 1986. - 151 p. 6. Popova G.n. Desen de construcții de mașini: Ref. / Noiembrie Popova. - l.: Inginerie mecanică, Leningr. Depozit, 1986. - 447 p. 7. Elaborarea desenului produsului din natură. Instrucțiuni metodice pentru lucrări independente privind disciplina "desenul de construcții de mașini" / SOST. M.N. Logunnko, l.v. Galkina, L.I. Maksimovski. - Sevastopol: KMU SPE, 1988. - 48 p. 8. Ghid de referință pentru desen / v.A. Bogdanov [et al.] - M.: Inginerie mecanică, 1989. - 864 p. 9. Schițe de formare și desene de detalii. Instrucțiuni metodice pentru implementarea sarcinilor individuale pentru grafica inginerie pentru studenții de specialități tehnice ale formelor de formare a zilei și absența. / SOST. A.f. Bear, V.G. Serso. - Sevastopol: Editura Sevnta, 2009. - 40c. 10. Citirea și detalierea desenului formei generale. Instrucțiuni metodice pentru munca independentă a studenților. / SOST. L.V. Galkina. - Sevastopol: Sevgtu, 1998. - 28 p. 11. Schițe și desene de detalii. Instrucțiuni metodice pentru efectuarea unei sarcini la rata "Geometria și topurile de inginerie" / SOST. V.G. Serso. - Sevastopol: KMU SPE, 1990. - 22 p. Creați fișiere PDF Wort Acest mesaj prin achiziționarea de imprimantă NovaPDF (http://www.novapdf.com) 32 Order Nr. _____ de la "____" _________________ _______ ___ Editura Creați fișiere PDF fără acest mesaj prin achiziționarea unei imprimante NovaPDF (http://www.novapdf.com)