Ślusarz zajmuje się obróbką metali. Wiodące kierunki naszej firmy Ślusarstwo na zamówienie
Cena od 6000 rubli.
ZAMÓW SERWIS
Twoja prośba została pomyślnie wysłana.
Nasi menedżerowie wkrótce się z Tobą skontaktują.
Efektywność prac związanych z obróbką metali zależy bezpośrednio od właściwego doboru narzędzi ślusarskich. W praktyce zaangażowanych jest ogromna liczba urządzeń, do których zalicza się przebijak, klucz uniwersalny, klucz, wybijaki, młotki, dłuta, gwintowniki, pilniki, rozwiertaki, szczypce, zęby okrągłe, płytka do gięcia rur, ściągacz do łożysk, chwytaki, nożyce ręczne do cyny , szczypce, pilniki igłowe, przecinaki, klucze i trzpienie, zaciski itp.

Metal należy do kategorii materiałów, które znalazły najszerszą dystrybucję we wszystkich sektorach gospodarki narodowej, bez których nie można sobie wyobrazić żadnej sfery przemysłowej.
Nazwę otrzymał zestaw środków do obróbki metalu w stanie zimnym za pomocą zestawu narzędzi i wyposażenia technologicznego „prace ślusarskie”... Specjaliści zaangażowani w ich realizację postawili sobie za cel ręczne kompletowanie części, naprawę mechanizmów i ich regulację.
Popyt na metal jest bezpośrednio związany z jego właściwościami technicznymi, do których należą:
- Wysoka wytrzymałość mechaniczna;
- Stosunkowo niski ciężar właściwy;
- Trwałość;
- Stabilność formy;
- Odporność na agresywne środowiska (przy odpowiedniej ochronie powierzchni).
Obróbka materiału dzieli się na szereg operacji wykonywanych zgodnie z opracowanym procesem technologicznym (musi być wykonywana w ściśle określonej kolejności). Z kolei operacje mogą być:
- Przygotowawczy (zapoznanie się z dokumentacją normatywno-techniczną, dobór narzędzi itp.);
- Techniczny (zakłada obróbkę materiału, jego naprawę lub łączenie gotowego produktu - w przypadku mechanicznych prac montażowych);
- Pomocniczy (zestaw środków do montażu i demontażu urządzeń technicznych).
Aby uzyskać pełny i obiektywny obraz tego, czym jest praca ślusarska, konieczne jest krótkie wskazanie operacji, z których się składają.

Narzut
Jest to nazwa nakładania konturu na powierzchnię przedmiotu obrabianego, co odpowiada wymiarom projektowym części na planie. Może być płaska (jeśli jest wykonywana na tej samej płaszczyźnie) i przestrzenna (w przypadku rysowania granic obrabianego przedmiotu na powierzchniach położonych względem siebie pod różnymi kątami).
Cięcie metalowych wykrojów
Operacja technologiczna polega na usunięciu pozostałości metalu, gdy nie chodzi o obróbkę części z dużą precyzją. Termin odnosi się również do zgrubnego wyrównania powierzchni o szorstkiej strukturze. W praktyce eksperci używają przecinarek i dłut. Młotek pełni rolę instrumentów perkusyjnych.
Prostowanie metalu, gięcie
Celem praktycznych metod jest wyrównanie detali odkształconych podczas pracy. Odbywa się to zarówno ręcznie, jak i przy użyciu maszyn. Prace naprawcze wykonywane są na kowadle kowalskim (lub płycie żeliwnej) przy pomocy metalowych i drewnianych młotków.
Cięcie wyrobów metalowych
Operacja jest stosowana zarówno do materiału w arkuszach, jak i do drutu, detali o złożonym kształcie i konfiguracji. Głównymi narzędziami stosowanymi w praktyce są piły do \u200b\u200bmetalu, przecinaki do drutu, obcinaki do rur. Blachy cięte są nożycami tarczowymi, pneumatycznymi, dźwigniowymi, krzesełkowymi, elektrycznymi, gilotynowymi.
Odcięcie części obrabianych przedmiotów
Ten rodzaj prac metalowych polega na uzyskaniu wyrobu o określonym kształcie w wyniku usunięcia nadmiaru warstwy materiału. Obróbkę powierzchni wykonujemy pilnikami wykonanymi z hartowanych stali narzędziowych, podzielonymi (biorąc pod uwagę kształt przekroju) na kwadratowe, półokrągłe, okrągłe, trójkątne.
Skrobanie
Proces usuwania cienkiej warstwy materiału z metalowej powierzchni za pomocą skrobaka. Operacja ta działa jako integralna część wykończenia powierzchni mechanizmów i zespołów. Celem jest stworzenie warunków do jak najściślejszego dopasowania elementów łączących zespołu.
Docieranie
Tak nazywa się metoda filigranowego wykańczania powierzchni części - ich dokładność sięga 0,001 mm. Usuwanie najcieńszych warstw materiału odbywa się za pomocą specjalnych past i proszków ściernych (w zależności od stopnia ziarnistości dzielimy je na proszki mikro i ścierne).
Wiercenie
Operacja uzyskania okrągłych otworów w częściach i obrabianych przedmiotach. Wykonywany jest ręcznie (przy pomocy wiertarek) oraz na obrabiarkach.
Gwintowanie
Tak nazywa się operacja technologiczna polegająca na uzyskiwaniu spiralnych rowków na powierzchniach (cylindrycznych i stożkowych). Termin wątek odnosi się do zbioru wątków, które biegną wzdłuż helisy części.
Nitowanie
Operacja łączenia części składowych. Jest podzielony według metody pracy (może być gorąca i zimna), narzędzi stosowanych w praktyce (ręczne i wykonywane przy pomocy maszyn). Nit, za pomocą którego łączone są elementy, to stalowy pręt, na końcach którego osadzone są wkładki.
Wyciskanie części, wciskanie ich
Te operacje technologiczne mają zastosowanie przy pracach przy montażu zespołów i ich demontażu. W grę wchodzą specjalne ściągacze i prasy. Wciskanie odbywa się za pomocą ściągaczy do śrub (uchwyt jest połączony z końcem śruby za pomocą zawiasów).
Części do lutowania
Tak nazywa się operacja łączenia części metalowych za pomocą lutów (stopów specjalnych). Elementy są nakładane, podgrzewane do wysokiej temperatury (przekraczającej temperaturę topnienia lutowia), po czym stopiona substancja jest wprowadzana między części. Siła spoiny zależy bezpośrednio od stopnia przygotowania produktu. Przed rozpoczęciem pracy z jej powierzchni usuwane są tlenki, brud i tłuszcz .
- Dom
- O firmie
- Produkty
- Usługi
- Projektowanie
- Certyfikaty
- Łączność
Produkty

Ten rodzaj obróbki metalu jest często ostateczny. W wyniku prac ślusarskich uzyskuje się wyrób gotowy, gotowy do dalszej eksploatacji zgodnie z przeznaczeniem.
Firma "Metal Engineering" oferuje swoim klientom wysokiej jakości i niedrogie prace ślusarskie w Moskwie, w tym usługi w zakresie wytwarzania części potrzebnych w różnych sferach życia społeczeństwa, przemysłu i produkcji. Nasza firma wykonuje różnorodną obróbkę metali, w tym prace ślusarskie o dowolnym stopniu skomplikowania.
Rodzaje wykonywanych prac hydraulicznych
 Metal Engineering LLC posiada niezbędne narzędzia i wykwalifikowany personel zdolny do wykonania następującej listy prac hydraulicznych:
Metal Engineering LLC posiada niezbędne narzędzia i wykwalifikowany personel zdolny do wykonania następującej listy prac hydraulicznych:
- narzut;
- sterówka;
- nitowanie,
- wiercenie,
- lutowanie i inne podobne operacje,
- wzornictwo (wykonanie, montaż i regulacja produktu);
- naprawa części o dowolnej złożoności.
Cele ślusarskie
Wyroby metalowe tworzone od podstaw lub już używane wymagają konserwacji i udoskonalenia. Czynności ślusarskie pełnią funkcję pomocniczą w obróbce elementów i części gotowego lub przyszłego produktu.
 Reprezentowane są przez szereg manipulacji technicznych, w tym ustawianie funkcjonalności, obróbkę powierzchni oraz wiercenie brakujących otworów i wnęk. Taka obróbka metali znacznie poprawia właściwości jakościowe produktów i wydłuża ich żywotność.
Reprezentowane są przez szereg manipulacji technicznych, w tym ustawianie funkcjonalności, obróbkę powierzchni oraz wiercenie brakujących otworów i wnęk. Taka obróbka metali znacznie poprawia właściwości jakościowe produktów i wydłuża ich żywotność.
Metal Engineering LLC wykonuje wszelkiego rodzaju prace hydrauliczne, w tym prace naprawcze i wykończeniowe. Wykwalifikowani specjaliści naszej firmy wykonają zlecone prace ściśle według ustalonych terminów, niezależnie od wielkości zamówienia i stopnia jego skomplikowania.
Gwarantowana stopniowa kontrola jakości wykonanej pracy
Jakość prac ślusarskich kontrolowana jest w firmie Metal Engineering LLC na każdym etapie. Dwudziestoletnie doświadczenie na rynku obróbki metali pozwoliło opracować i znaleźć unikalne rozwiązania techniczne zapewniające terminowość prac i ich ekonomiczność. Kontakt Metal Engineering LLC - najbardziej stabilna i stabilna firma na rynku obróbki metali!
Koszt usług obróbki metali
* Cena nie zawiera kosztów amortyzacji sprzętu i narzędzi, kosztów energii elektrycznej, kwoty opodatkowania środków trwałych, kosztu materiału i jego dostawy na miejsce obróbki metali.
Prace ślusarskie to zbiór technik obróbki, montażu i debugowania mechanizmów, a także procesu obróbki wyrobów metalowych narzędziami mechanicznymi i ręcznymi. Cały proces regulują normy technologiczne, wykonywane w zadanej kolejności iz uwzględnieniem wymagań bezpieczeństwa.
ArNiA przyjmuje zlecenia na obróbkę metali i oferuje następujące usługi obróbki metali przedsiębiorstwom i osobom fizycznym w Moskwie i regionie moskiewskim:
- prace ślusarsko-montażowe;
- ślusarstwo i prace mechaniczne;
- prace ślusarskie tokarskie;
- gięcie i cięcie laserowe metalu;
- obróbka metali na maszynach CNC;
- produkcja konstrukcji metalowych o dowolnej złożoności.
Nasi mistrzowie
Prace ślusarskie wykonywane są przez wykwalifikowanych specjalistów dysponujących nowoczesnymi narzędziami ślusarskimi, co pozwala na wykonanie prac o dużym stopniu skomplikowania i gwarantuje doskonały efekt końcowy. Do dyspozycji naszych ślusarzy są nowoczesne obrabiarki programowane (CNC), a także bogate doświadczenie praktyczne w obróbce wyrobów metalowych o różnym przeznaczeniu.
Lista prac hydraulicznych
W większości przypadków nasi rzemieślnicy wykonują prace związane z końcowym montażem gotowych wyrobów metalowych oraz wyrobów prefabrykowanych na maszynach CNC, giętarkach i urządzeniach laserowych.
- Prace ślusarskie na metalu:
Cięcie, rąbanie, znakowanie, piłowanie, nitowanie, docieranie, prostowanie, polerowanie, gięcie, piłowanie, rozwiercanie i pogłębianie otworów, wiercenie, gwintowanie, lutowanie, skrobanie. - Naprawa części metalowych o dowolnej złożoności, modułów i mechanizmów:
Obróbka i rekonstrukcja części odbywa się zarówno na maszynach CNC jak i ręcznie. Nasi rzemieślnicy są gotowi do naprawy prostych części i produktów, pracują przy renowacji skomplikowanych jednostek, modułów, układów konstrukcyjnych mechanizmów i maszyn. - Praca na krzywej:
Produkcja, regulacja, montaż i regulacja wszelkiego rodzaju niestandardowego wyposażenia, narzędzi, okuć.
Prowadzimy prace ślusarskie przy zakładaniu, montażu i wyposażaniu jednostek.
Wykonujemy prace ślusarskie pod klucz. Przyjmujemy zlecenia na produkcję wielkogabarytowych i małogabarytowych partii wyrobów metalowych. Pracujemy na indywidualne zamówienia. W przypadku części na zamówienie jesteśmy gotowi do wykonania wszelkich prac projektowych i obliczeniowych.
Wykonamy wszelkie wyroby metalowe według rysunków klienta: szafy rozdzielcze, puszki na zawiasach, puszki komunikacyjne z zamkiem i bez, skrzynki na urządzenia o dowolnym przeznaczeniu. Będziemy produkować regały, regały, sprężyny samochodowe, sprzęt AGD (sprzęt) i wiele innych.
Pełną listę można sprawdzić u menedżera zamówień.
Malowanie proszkowe wyrobów metalowych
ArNiA przyjmuje zlecenia na profesjonalne malowanie proszkowe produkowanych wyrobów metalowych. Dziś jest to najnowocześniejsza metoda nakładania powłoki ochronnej na powierzchnie stalowe. Dysponujemy kamerą o wymiarach 6x3x3 m, która wystarcza na prawie każde zlecenie malarskie.
Ceny usług ślusarskich
Główne rodzaje ślusarza następujące prace: cięcie metali, cięcie metali, ręczne prostowanie i gięcie części, piłowanie, obróbka otworów (wiercenie, pogłębianie, rozwiercanie), gwintowanie ręczne, nitowanie, skrobanie, docieranie, lutowanie i cynowanie.
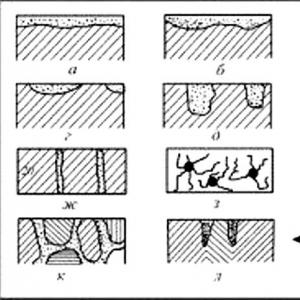
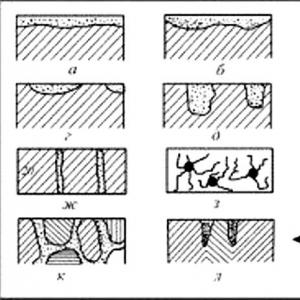
Postać: 175.

Postać: 176.
Wyrąb metal wytwarzany jest ręcznie dłutem (Rys. 175), uderzając go młotkiem („hamulec ręczny”). Rowki wycina się za pomocą nacięcia krzyżowego (Rys. 176). Dłuta pneumatyczne służą również do wyrównywania nierówności.
Ciąćmetale są wytwarzane ręcznie za pomocą ręcznych pił do metalu, w których brzeszczot rozciąga się w maszynie za pomocą śruby skrzydełkowej. Blachy cięte są ręcznymi nożycami do metalu o różnej konstrukcji.
Edytować części są wykonywane ręcznie na płytach poziomujących, kowadełkach i trzpieniach za pomocą uderzeń młotkiem. Gięcie odbywa się na zimno lub na gorąco w imadle lub w specjalnych urządzeniach.
Piłowanie usunąć warstwy metalu do 2 mm za pomocą pilników. Dzielą się na bordowe (do zgrubnego opiłowania), osobiste (do dokładnego opiłowania), aksamitne do wykańczania. Długość pilników od 100 do 400 mm. Pilniki płaskie, trójkątne, kwadratowe, okrągłe, półokrągłe itp. Istnieją pilniki mechaniczne stosowane w pracach hydraulicznych.


Postać: 177. Wiertarki: ręczne (a) i elektryczne (b)
Wiercenie otwory w trakcie prac instalacyjnych wykonuje się wiertarkami ręcznymi, elektrycznymi lub pneumatycznymi (Rys. 177). Za pomocą wiertarek elektrycznych i pneumatycznych można wiercić otwory o średnicy do 25 mm.
Pogłębianie i wdrażanie wytwarzane przez zamocowanie narzędzia tnącego w ręcznie obracanym kluczu. Rozwiertaki ręczne są cylindryczne i stożkowe.
Gwintowanie ręcznie produkowane przez krany i matryce ślusarskie. Otwory są gwintowane kolejno za pomocą dwóch lub trzech gwintowników umieszczonych w kluczach.



Postać: 178. Matryce gwintowane (B i C) oraz KLUPP (A)
Do ręcznego cięcia gwintów zewnętrznych stosuje się matryce, które są okrągłe (ryc. 178, a) i pryzmatyczne. Okrągłe matryce (pełne lub dzielone) są mocowane w uchwytach do matryc (rys. 178, b). Matryca pryzmatyczna składa się z dwóch połówek zamocowanych w matrycy (rys. 178, c).
Nitowanie ręcznie wytwarzane za pomocą zimnych lub nagrzewanych nitów za pomocą młotków i karbów do kształtowania łba nitu zamykającego.
Skrobanie wyprodukowane, aby zapewnić dokładne dopasowanie dwóch współpracujących powierzchni części. Proces skrobania polega na zeskrobaniu cienkich warstw metalu specjalnym narzędziem - skrobakiem, wprawianym w ruch ręcznie lub mechanicznie.
Najpierw identyfikowane są nieregularności na obrabianej powierzchni. W tym celu styka się z częścią współpracującą lub z płytką testową lub trzpieniem pokrytym cienką warstwą farby (niebieskiej lub sadzy z olejem). Po wzajemnym przesunięciu współpracujących powierzchni na obrabianej, miejsca wystające powierzchni zostaną pomalowane. W tych miejscach metal zeskrobuje się skrobakiem. Proces ten powtarza się kilkakrotnie, aż liczba plam pozostających na obrabianej powierzchni będzie taka, jak wymagana, a rozkład plam na powierzchni będzie równomierny. Liczbę punktów ustala się, licząc je za pomocą ramki kontrolnej 25x25 mm.
W zależności od rodzaju obrabianej powierzchni stosuje się skrobaki o różnych kształtach (płaskie, trójkątne, półokrągłe itp.).
Docieranie ślusarzamoże być dwojakiego rodzaju: docieranie współpracujących powierzchni ze sobą i obróbka powierzchni za pomocą narzędzia - docieranie.
W pierwszym przypadku współpracujące powierzchnie są powlekane mieszanką ścierniwa z olejem i przesuwane ręcznie lub wiertłem względem siebie, aż do uzyskania wymaganej gęstości dopasowania.
Podczas docierania powierzchnia części jest przesuwana względem tego narzędzia lub odwrotnie, docierania względem części. Powierzchnia okrążenia pokryta jest mieszanką ścierniwa z olejem lub cieczą chemicznie aktywną.
Docieranie wykonane z żeliwa szarego, brązu, mosiądzu, drewna. Występują w postaci płytek i okrągłych walcowych lub stożkowych wałków, w zależności od kształtu obrabianej powierzchni.
Ręczne docieranie - długi i kosztowny proces, używany tylko w przypadku małych programów.
Główne rodzaje prac ślusarskich
Narzut
]
Postać: 30. Tabliczka znamionowa
Znakowanie to rysowanie granic na powierzchni przedmiotu obrabianego w postaci linii i punktów odpowiadających wymiarom części na rysunku, a także linii środkowych i środków do wiercenia otworów.
Jeśli znakowanie jest wykonane tylko w jednej płaszczyźnie, na przykład na materiale arkuszowym, nazywa się je płaszczyzną. Oznaczanie powierzchni przedmiotu obrabianego, umieszczonych pod różnymi kątami względem siebie, nazywane jest przestrzennym. Elementy obrabiane są znakowane na specjalnej żeliwnej płytce (rys. 30), zwanej tablicą znakującą, umieszczonej na drewnianym stole tak, aby jego górna płaszczyzna była ściśle pozioma.
Narzędzia do znakowania i. Podczas zaznaczania użyj różnych narzędzi do znakowania.
Rysik (rys. 31) to stalowy pręt z ostrymi, hartowanymi końcami. Za pomocą rysika cienkie linie są rysowane na powierzchni przedmiotu obrabianego za pomocą linijki, szablonu lub kwadratu.
Reismas służy do rysowania poziomych linii na obrabianym przedmiocie równolegle do powierzchni tabliczki znamionowej. Reismas (ryc. 32) składa się z podstawy i zamocowanego w jej środku stojaka, na którym znajduje się ruchomy zacisk z rysikiem obracającym się wokół własnej osi. Ruchomy kołnierz można przesuwać wzdłuż stojaka i mocować do niego w dowolnej pozycji za pomocą śruby zaciskowej.

Postać: 31. Scribe
Kompas znakujący (Rys. 33) służy do rysowania okręgów i zaokrągleń na oznaczanym elemencie obrabianym.

Postać: 32. Reismas

Postać: 33. Kompas znakujący
Do dokładnego znakowania użyj wysokościomierza (rys. 34). Pręt ze skalą milimetrową jest mocno przymocowany do masywnej podstawy. Rama z noniuszem i druga ramka z posuwem mikrometrycznym przesuwają się wzdłuż pręta. Obie ramy są mocowane do drążka za pomocą śrub w dowolnej pozycji. Zdejmowana noga rysika jest przymocowana do ramy za pomocą zacisku.
Suwmiarki znakujące służą do rysowania kół o dużych średnicach z bezpośrednim montażem wymiarów. Suwmiarka znakująca (Rys. 35) składa się z pręta z naniesioną podziałką milimetrową oraz dwóch nóg, z których noga jest zamocowana na drążku, a noga jest ruchoma i może poruszać się po gryfie. Ruchoma noga posiada noniusz. Igły z hartowanej stali są włożone w obie stopy. Igła ruchomej nogi może poruszać się w górę iw dół iw żądanej pozycji może być zaciśnięta za pomocą śruby.

Postać: 34. Shtangenreismas

Postać: 35. Suwmiarka znakująca z noniuszem

Postać: 36. Szukanie środka
Celownik środkowy jest przeznaczony do wyznaczania środka powierzchni czołowej cylindrycznego przedmiotu obrabianego (rys. 36). Szukacz środkowy składa się z kwadratu z półkami ustawionymi względem siebie pod kątem 90 ° oraz nogi, której wewnętrzna strona dzieli kąt prosty kwadratu na pół. Aby określić środek, celownik środkowy jest instalowany tak, aby półki kwadratu dotykały cylindrycznej powierzchni przedmiotu obrabianego. Rysik prowadzony jest wzdłuż wewnętrznej strony nogi, rysując w ten sposób linię średnicy, następnie celownik jest obracany o 90 ° i rysowana jest druga linia średnicy. Punkt przecięcia tych linii będzie środkiem powierzchni końcowej cylindrycznego przedmiotu obrabianego.
Wysokościomierz ze skalą (Rys. 37) służy do znakowania w przypadkach, gdy konieczne jest ustawienie końcówki rysika na określonej wysokości. Składa się z linijki o stałej skali przymocowanej do żeliwnego kwadratu, ruchomej linijki poruszającej się po podstawkach prowadzących, suwaka celowniczego z cienką kreską. Podczas znakowania silnik celowniczy jest ustawiony tak, aby jego cienka linia pokrywała się z główną osią przedmiotu obrabianego i jest zamocowana w tej pozycji. Następnie zerową podziałkę ruchomej linijki umieszcza się na cienkiej linii silnika celowniczego, a odległość (wysokość) od głównej osi przedmiotu obrabianego do innych osi odczytuje się na ruchomej linijce.
Punktakiem centrującym służy do nanoszenia niewielkich wgłębień na linie znakowania przedmiotu obrabianego, tak aby linie te były wyraźnie widoczne i nie zostały usunięte podczas obróbki przedmiotu obrabianego. Punktak (rys. 38) wykonany jest ze stali narzędziowej w postaci pręta, którego środkowa część posiada wycięcie. Część robocza dolnego końca stempla jest zaostrzona pod kątem 45-60 ° i utwardzona, a górny koniec to wybijak, w który uderza się młotkiem podczas wykrawania.
Urządzenia do znakowania. Aby zabezpieczyć powierzchnię płytki pomiarowej przed zarysowaniami, wyszczerbieniami, a także zapewnić stabilną pozycję podczas znakowania elementów, które nie mają płaskiej podstawy oraz ułatwić proces znakowania, żeliwne wzdłuż d-muru (rys. 39, a), podnośniki (rys. 39) , b) i znaczniki (ryc. 39, c) o różnych kształtach. Używane są również kwadraty, zaciski i regulowane kliny.
Proces znakowania przebiega w następujący sposób. Powierzchnie znakowanych elementów są oczyszczone z brudu, kurzu i tłuszczu. Następnie pokryta jest cienką warstwą kredy rozcieńczonej w wodzie z dodatkiem oleju lnianego i osuszacza lub kleju do drewna. Dobrze przygotowane powierzchnie są czasami pokryte roztworem siarczanu miedzi lub szybkoschnącymi farbami i lakierami. Gdy nałożona warstwa kredy lub farby wyschnie, można przystąpić do znakowania. Znakowanie można wykonać według rysunku lub szablonu.

Postać: 37. Wysokościomierz ze skalą
Postać: 38. Kerner
Proces znakowania przedmiotu obrabianego zgodnie z rysunkiem odbywa się w następującej kolejności:
- przygotowany przedmiot kładzie się na tabliczce znamionowej;
- główne linie są nanoszone na powierzchnię przedmiotu obrabianego, wzdłuż których można określić położenie innych linii lub środków otworów;
- nanieś poziome i pionowe linie zgodnie z wymiarami rysunku, następnie znajdź środki i narysuj okręgi, łuki i ukośne linie;
- małe wgłębienia wycinane są wzdłuż linii za pomocą punktaka, którego odległość w zależności od stanu powierzchni i wielkości obrabianego przedmiotu może wynosić od 5 do 150 mm.

Postać: 39. Urządzenia do znakowania:
a - okładziny, b - dokratiki, c - oznaczniki
W przypadku płaskiego oznaczania identycznych części bardziej celowe jest użycie szablonu. Ta metoda znakowania polega na tym, że na obrabiany przedmiot nakładany jest stalowy szablon, a jego kontury rysuje się na obrabianym przedmiocie za pomocą rysika.
Cięcie metalu
Cięcie ślusarskie służy do usuwania nadmiaru metalu w przypadkach, w których nie jest wymagana wysoka dokładność obróbki, a także do zgrubnego wyrównywania chropowatych powierzchni, do cięcia metalu, cięcia nitów, do nacinania rowków itp.
Narzędzia tnące. Narzędziami do cięcia metalu są dłuta i przecinarki poprzeczne, a młotek jest narzędziem udarowym.
Dłuto (rys. 40, a) jest wykonane ze stali narzędziowej U7A oraz wyjątkowo U7, U8 i U8A. Szerokość ostrza dłuta od 5 do 25 mm. Kąt ostrzenia ostrza dobierany jest w zależności od twardości obrabianego metalu. Na przykład do cięcia żeliwa i brązu kąt ostrzenia powinien wynosić 70 °, do cięcia stali 60 °, do cięcia mosiądzu i miedzi 45 °, do cięcia aluminium i cynku 35 °. Ostrze dłuta jest naostrzone na ściernicy szmerglowej, dzięki czemu fazki mają tę samą szerokość i ten sam kąt nachylenia do osi dłuta. Kąt ostrzenia jest sprawdzany za pomocą szablonu lub goniometru.

Postać: 40. Narzędzia do cięcia metalu:
a - dłuto, b - przecinak poprzeczny, c - młotek stołowy
Kreutzmeisel (ryc. 40, b) służy do wycinania rowków wpustowych, cięcia nitów, wstępnego wycinania rowków do późniejszego cięcia szerokim dłutem.
Aby zapobiec zakleszczaniu się poprzeczki podczas przecinania wąskich rowków, jej ostrze powinno być szersze niż cofnięta część. Kąty ostrzenia noża poprzecznego są takie same, jak w przypadku dłuta. Długość poprzeczki wynosi od 150 do 200 mm.
Młot ślusarski (ryc. 40, b). Podczas cięcia zwykle używa się młotków o wadze 0,5-0,6 kg. Młot wykonany jest ze stali narzędziowej U7 i U8, a jego część robocza poddawana jest obróbce cieplnej (hartowaniu, a następnie odpuszczaniu). Młotki są dostępne z wybijakiem okrągłym i kwadratowym. Rękojeści młotków wykonane są z twardego drewna (dąb, brzoza, klon itp.). Średniej wagi trzonek młotka o długości od 300 do 350 mm.
W celu zwiększenia produktywności pracy od niedawna rozpoczęto mechanizację ścinki z wykorzystaniem młotów pneumatycznych działających pod działaniem sprężonego powietrza pochodzącego z agregatu sprężarkowego.
Ręczny proces ścinki jest następujący. Odcinany przedmiot lub część jest mocowana w imadle, tak aby linia cięcia znajdowała się na poziomie szczęk. Cięcie przeprowadza się w imadle krzesełkowym (ryc. 41, a) lub, w skrajnych przypadkach, w ciężkim imadle równoległym (ryc. 41.6). Dłuto podczas cięcia powinno być pochylone do odciętej powierzchni przedmiotu obrabianego pod kątem 30-35 °. Młotek uderza się w taki sposób, że środek bijaka wpada w środek główki dłuta i wystarczy uważnie przyjrzeć się ostrzu dłuta, które należy przesuwać dokładnie wzdłuż linii cięcia obrabianego przedmiotu.

Postać: 41. Imadło:
a - stołek, 6 - równolegle
Podczas cięcia gruba warstwa metalu jest wycinana w kilku przejściach za pomocą dłuta. Aby usunąć metal za pomocą dłuta z szerokiej powierzchni, rowki są wstępnie wycinane za pomocą przecinarki, a następnie uformowane występy są odcinane dłutem.
Aby ułatwić pracę i uzyskać gładką powierzchnię podczas cięcia miedzi, aluminium i innych lepkich metali, ostrze dłuta jest okresowo nawilżane wodą z mydłem lub olejem. Podczas cięcia żeliwa, brązu i innych kruchych metali często dochodzi do odprysków na krawędziach przedmiotu obrabianego. Aby zapobiec odpryskiwaniu, przed cięciem na krawędziach wykonuje się skosy.
Materiał arkusza jest siekany na kowadle lub na piecu za pomocą dłuta z zaokrąglonym ostrzem i czy najpierw? nacinanie lekkimi uderzeniami wzdłuż linii znakowania, a następnie cięcie metalu silnymi uderzeniami.
Podstawowym wyposażeniem stanowiska ślusarza jest stół warsztatowy (rys. 42, a, b), czyli mocny, stabilny stół o wysokości 0,75 mi szerokości 0,85 m. Pokrycie stołu roboczego musi być wykonane z desek o grubości min. 50 mm. Blat i boki stołu warsztatowego są tapicerowane blachą stalową. Na stole warsztatowym zainstalowane jest krzesło lub ciężkie imadło równoległe. Stół posiada szuflady do przechowywania narzędzi ślusarskich, rysunków oraz detali i części.
Przed przystąpieniem do pracy ślusarz musi sprawdzić narzędzia ślusarskie. Usterki narzędzi eliminują lub zastępują narzędzie bezużyteczne narzędziem sprawnym. Zabrania się pracy młotkiem ze skośną lub przewróconą powierzchnią napastnika, pracy dłutem ze skośną lub przewróconą głową.

Postać: 42. Miejsce pracy ślusarza:
a - pojedynczy stół warsztatowy, b - podwójny stół warsztatowy
Aby chronić oczy przed drzazgami, ślusarz musi nosić okulary. Aby chronić innych przed odskoczeniem od fragmentów, na stole warsztatowym zainstalowana jest metalowa siatka. Stół warsztatowy musi być mocno osadzony na podłodze, a imadło dobrze przymocowane do stołu warsztatowego. Niemożliwa jest praca na źle zainstalowanych stołach warsztatowych, a także na luźno zamocowanych imadłach, ponieważ może to prowadzić do urazu dłoni, a ponadto szybko się męczy.
Prostowanie i gięcie metalu
Prostowanie ślusarskie jest zwykle używane do wygładzenia zakrzywionego kształtu obrabianych przedmiotów i części. Prostowanie odbywa się ręcznie lub na walcach prostujących, prasach, prostownicach blachowych i kątowych itp.
Ręczne prostowanie odbywa się na prawej płycie żeliwnej lub na kowadle z metalowymi lub drewnianymi młotkami. Cienki materiał arkuszowy jest prostowany na zwykłych płytach. Przy prostowaniu blachy o grubości mniejszej niż 1 mm stosuje się pręty drewniane lub stalowe, którymi wygładza się blachy na prawej płycie. Do prostowania blach o grubości powyżej 1 mm należy używać młotków drewnianych lub metalowych.
Podczas ręcznego prostowania materiału arkuszowego należy najpierw zidentyfikować wszystkie wypukłości i oznaczyć je kredą, a następnie arkusz układać na właściwej płycie tak, aby wypukłości były na górze. Następnie zaczynają uderzać młotkiem z jednej krawędzi arkusza w kierunku wybrzuszenia, a następnie z drugiej krawędzi. Uderzenia młotem nie powinny być zbyt mocne, ale częste. Młotek powinien być mocno trzymany i uderzać o blach środkową częścią bijaka, unikając jakichkolwiek zniekształceń, ponieważ na blasze mogą pojawić się wgniecenia lub inne wady przy nieprawidłowych uderzeniach.
Materiał taśmy jest wbijany na prawe płyty uderzeniami młotka; pręty okrągłe prostuje się na specjalnej prostownicy.
Wgniecenia na błotnikach, masce i karoserii samochodu najpierw prostuje się za pomocą kręconych dźwigni, następnie pod wgnieceniem montuje się półfabrykat lub trzpień, a wgniecenie prostuje się uderzeniami metalowego lub drewnianego młotka.
Gięcie metalu służy do uzyskania wymaganego kształtu produktów z blachy, materiału prętowego, a także z rur. Gięcie odbywa się ręcznie lub mechanicznie.
Podczas gięcia ręcznego w urządzeniu umieszcza się wcześniej oznaczoną blachę i mocuje w imadle, po czym uderzenia wykonuje się przy pomocy drewnianego młotka na część wystającą z urządzenia.
Rury są gięte ręcznie lub mechanicznie. Duże rury (np. Rura tłumika) są zwykle wyginane i podgrzewane na zakrętach. Małe rurki (rurki układów zasilania i rurki hamulcowe) są wygięte na zimno. Aby zapobiec spłaszczaniu się ścianek rury podczas gięcia, a przekrój nie zmienia się w miejscach zginania, rura jest wstępnie wypełniona drobnym suchym piaskiem, kalafonią lub ołowiem. Aby uzyskać normalne zaokrąglenie, aw miejscu zgięcia rura była okrągła (bez fałd i wgnieceń) należy dobrać odpowiedni promień gięcia (większa średnica rury odpowiada większemu promieniu). Do gięcia na zimno rury należy wstępnie wyżarzać. Temperatura wyżarzania zależy od materiału rury. Na przykład rury miedziane i mosiężne są wyżarzane w temperaturze 600-700 ° C, po czym następuje chłodzenie w wodzie, aluminium w temperaturze 400-580 ° C, a następnie chłodzenie powietrzem, rury stalowe w temperaturze 850-900 ° C, a następnie chłodzenie powietrzem.

Postać: 43. Rolkowe urządzenie do gięcia rur
Gięcie rur odbywa się za pomocą różnych urządzeń. Na rys. 43 przedstawia urządzenie rolkowe Mechaniczne gięcie rur jest wykonywane na giętarkach do rur, giętarkach do krawędzi, uniwersalnych prasach do gięcia.
Cięcie metalu
Podczas cięcia metalu używają różnych narzędzi: szczypiec, nożyczek, pił do metalu, obcinaków do rur. Zastosowanie tego lub innego narzędzia zależy od materiału, profilu i wymiarów obrabianego przedmiotu lub części. Na przykład przecinaki do drutu służą do cięcia drutu (ryc. 44, a), które są wykonane ze stali narzędziowej U7 lub U8. Szczęki szczypiec są hartowane, po czym następuje niskie (nagrzewanie do 200 ° C i powolne chłodzenie) odpuszczanie.

Postać: 44. Narzędzia do cięcia metalu: a - szczypce, b - nożyczki krzesełkowe, c - nożyczki dźwigniowe
Do cięcia materiału arkuszowego stosuje się nożyce ręczne, krzesełkowe, dźwigniowe, elektryczne, pneumatyczne, gilotynowe, krążkowe. Cienki materiał (do 3 mm) jest zwykle cięty nożyczkami ręcznymi lub krzesełkowymi (ryc. 44, b), a gruby (od 3 do 6 mm) - nożyczkami dźwigniowymi (ryc. 44, c). Takie nożyczki są wykonane ze stali węglowej narzędziowej U8, U10. Ostrza nożyczek są hartowane. Kąt ostrzenia krawędzi tnących nożyczek zwykle nie przekracza 20-30 °.
Podczas cięcia nożyczkami pomiędzy ostrzami nożyczek umieszcza się uprzednio zaznaczoną blachę w taki sposób, aby linia znakowania pokrywała się z górnym ostrzem nożyczek.
Coraz częściej stosuje się nożyce elektryczne i pneumatyczne. W korpusie nożyc elektrycznych znajduje się silnik elektryczny (rys. 45), którego wirnik za pomocą przekładni ślimakowej wprawia w ruch wałek mimośrodowy, z którym połączony jest korbowód, napędzający ruchomy nóż. Dolny nóż stały jest sztywno połączony z korpusem nożyc.

Postać: 45. Nożyczki elektryczne I-31
Nożyce pneumatyczne zasilane są sprężonym powietrzem.
Nożyce gilotynowe elektryczne tną blachy stalowe o grubości do 40 mm. Nożyce krążkowe tną arkusze o grubości do 25 mm wzdłuż prostych lub zakrzywionych linii.
Do cięcia małych przedmiotów lub części używa się ręcznych i elektromechanicznych pił do metalu.
Piła ręczna (rys. 46) to stalowa rama przesuwna, zwana maszyną, w której zamocowana jest stalowa piła do metalu. Brzeszczot ma kształt płytki o długości do 300 mm, szerokości od 3 do 16 mm i grubości od 0,65 do 0,8 mm. Zęby brzeszczotu są rozstawione w taki sposób, aby szerokość rzazu powstałego podczas cięcia była o 0,25-0,5 mm większa niż grubość brzeszczotu.
Brzeszczoty są dostępne z drobnymi i grubymi zębami. Podczas cięcia części o cienkich ścianach, cienkościennych rur i cienkościennych produktów walcowanych stosuje się ostrza z drobnymi zębami, a do cięcia miękkich metali i żeliwa - z dużymi zębami.
Brzeszczot jest instalowany w maszynie zębami do przodu i naprężonymi, aby nie wypaczał się podczas pracy. Przed rozpoczęciem pracy obrabiany przedmiot lub część do cięcia jest instalowana i mocowana w imadle, tak aby linia znakowania (linia cięcia) znajdowała się jak najbliżej szczęk imadła.
Podczas pracy pilarka powinna trzymać piłę za uchwyt prawą ręką, a lewa ręka powinna spoczywać na przednim końcu maszyny. Podczas odsuwania piły do \u200b\u200bmetalu od siebie wykonywany jest ruch roboczy. Tym ruchem musisz wywrzeć nacisk, a gdy cofasz piłę do metalu, czyli gdy zbliżasz się do siebie, następuje bieg jałowy, w którym nie należy naciskać.
Ręczna piła do metalu jest bezproduktywna i męcząca dla pracownika. Zastosowanie elektromechanicznych pił do metalu dramatycznie zwiększa wydajność pracy. Urządzenie elektromechanicznej piły do \u200b\u200bmetalu pokazano na ryc. 47. W korpusie piły do \u200b\u200bmetalu znajduje się silnik elektryczny napędzający wałek, na którym zamontowany jest bęben.

Postać: 47. Elektromechaniczna piła do metalu
Bęben posiada spiralny rowek, po którym przesuwa się zamocowany w suwaku palec. Do suwaka przymocowane jest ostrze piły do \u200b\u200bmetalu. Gdy silnik elektryczny pracuje, bęben obraca się, a ostrze piły do \u200b\u200bmetalu, przymocowane do suwaka, ruchem posuwisto-zwrotnym, przecina metal. Listwa służy do zatrzymywania narzędzia podczas pracy.
Ostrze piły do \u200b\u200bmetalu.

Postać: 46. \u200b\u200bPiła do metalu:
1 - maszyna, 2 - szekla stała, 3 - rączka, 4 - ostrze piły do \u200b\u200bmetalu, 5 - szkło powiększające, 6 - baranek, 7 - szekla ruchoma

Postać: 48. Obcinak do rur
Obcinak do rur służy do cięcia rur. Składa się ze wspornika (Rys. 48) z trzema obcinaczami tarczowymi, z których obcinaki są nieruchome, a obcinak jest ruchomy oraz rączki zamontowanej na gwincie. Podczas pracy obcinak do rur nakłada się na rurę, obracając uchwyt, ruchomy krążek przesuwa się aż dotknie powierzchni rury, następnie obracając obcinak do rur wokół rury, przeciąć go.
Rury i profile są również cięte piłami taśmowymi lub tarczowymi. Urządzenie piły taśmowej LS-80 pokazano na ryc. 49. Rama piły posiada stół ze szczeliną do przesuwania brzeszczotu (taśmą). Na dole łóżka znajduje się silnik elektryczny i koło pasowe piły, a na górze łóżka znajduje się napędzane koło pasowe. Za pomocą pokrętła ręcznego ciągnie się brzeszczot.
Piły tarczowe mają tarczę tnącą zamiast taśmy tnącej. Cechą pił tarczowych jest możliwość cięcia metalu profilowego pod dowolnym kątem.
Cienkie ściernice są również używane do cięcia stali hartowanej i twardych stopów.
Pilnik metalowy
Cięcie to jeden z rodzajów ślusarstwa, który polega na usunięciu warstwy metalu z obrabianego przedmiotu lub części w celu uzyskania określonych kształtów, rozmiarów i wykończenia powierzchni.
Ten rodzaj przetwarzania jest wykonywany za pomocą specjalnego narzędzia ślusarskiego zwanego plikiem. Pilniki wykonane są ze stali narzędziowych U12, U12A, U13 lub U13A, ShH6, ShH9, ShH15 z obowiązkowym utwardzaniem. Zgodnie z kształtem przekroju pilniki są podzielone na płaskie (ryc. 50, a), półokrągłe (ryc. 50.6), kwadratowe (ryc. 50, c), trójkątne (ryc. 50, d), okrągłe (ryc. 50, e ) itd.
W zależności od rodzajów nacięć dostępne są pilniki z nacięciami pojedynczymi i podwójnymi (Rys. 51, a, b). Pilniki jednoostrzowe służą do piłowania metali miękkich (ołów, aluminium, miedź, babbit, tworzywa sztuczne), pilniki dwuostrzowe do obróbki metali twardych. W zależności od liczby nacięć na 1 metr bieżący. cm, pliki są podzielone na sześć liczb. Nr 1 to pilniki gruboziarniste o liczbie zębów od 5 do 12, tzw. „Bękart”. Pilniki cięte nr 2 mają od 13 do 24 zębów i są nazywane pilnikami „osobistymi”. Pilniki „aksamitne” posiadają niewielkie nacięcie - nr 3, 4, 5, 6, wykonane są z ilością zębów od 25 do 80.

Postać: 49. Piła taśmowa LS-80

Postać: 50. Pliki i ich zastosowanie (po lewej):
a - płaskie, o - półokrągłe, c - kwadratowe, d - trójkątne, d - okrągłe
Do zgrubnego piłowania, gdy wymagane jest usunięcie warstwy metalu od 0,5 do 1 mm, stosuje się pilniki bastardowe, które jednym pociągnięciem roboczym mogą usunąć warstwę metalu o grubości 0,08-0,15 mm.
W przypadkach, w których po wstępnym zgrubnym piłowaniu pilnikami bastardowymi wymagana jest czysta i precyzyjna obróbka obrabianego przedmiotu lub części, stosuje się pilniki osobiste, którymi można usunąć warstwę metalu o grubości 0,02-0,03 mm za jednym pociągnięciem.

Postać: 51. Cięcie plików:
a - pojedynczy, b - podwójny
Pilniki Velvet służą do jak najdokładniejszej obróbki i nadania obrabianej powierzchni wysokiej czystości. Do prac wykończeniowych i innych prac specjalnych używane są pliki zwane „plikami”. Mają najmniejsze wycięcie. Do piłowania miękkich materiałów (drewno, skóra, róg itp.) Używa się pilników zwanych tarnikami.
Wybór pilnika zależy od twardości obrabianej powierzchni i kształtu obrabianego przedmiotu lub części. Aby wydłużyć żywotność pilników, konieczne jest podjęcie działań chroniących je przed wodą, olejem, brudem. Po zakończeniu pracy nacięcie pilnika należy oczyścić metalową szczoteczką z brudu i trocin, które utknęły między zębami wycięcia. W celu przechowywania pliki są umieszczane w skrzynkach narzędziowych w jednym rzędzie, zapobiegając ich stykaniu się. Aby pilnik nie został zaolejony podczas pracy, nacięcie jest wcierane olejem lub suchym węglem drzewnym.
Techniki piłowania. Wydajność i dokładność zgłoszenia zależy głównie od tego, jak skoordynowane są ruchy prawej i lewej ręki, a także od nacisku na pilnik i pozycji ciała ślusarza. Podczas opiłowywania ślusarz stoi z boku imadła w odległości około 200 mm od krawędzi stołu warsztatowego, tak aby jego ręce mogły się swobodnie poruszać. Pozycja korpusu ślusarza jest prosta i obrócona o 45 ° w stosunku do osi podłużnej imadła.
Pilnik należy chwycić za rękojeść prawą ręką tak, aby kciuk znajdował się na górze wzdłuż rękojeści, a pozostałe palce obejmowały go od dołu. Lewa ręka powinna spoczywać dłonią na górnej powierzchni przedniego końca pilnika.
Ruch pilnika powinien być ściśle poziomy, a nacisk dłoni regulowany w zależności od punktu podparcia pilnika na powierzchni roboczej. Jeśli punkt podparcia znajduje się na środku pilnika, nacisk obiema rękami powinien być taki sam. Podczas przesuwania pilnika do przodu należy zwiększyć nacisk prawej ręki, a przeciwnie, zmniejszyć nacisk lewej. Ruch pilnika do tyłu musi odbywać się bez nacisku.
Podczas piłowania na obrabianej powierzchni pozostają ślady zębów pilnika, zwane pociągnięciami. Uderzenia, w zależności od kierunku ruchu pilnika, mogą być podłużne lub poprzeczne. Jakość ostrzenia zależy od tego, jak równo rozmieszczone są pociągnięcia. Aby uzyskać równo spiłowaną powierzchnię, równo pokrytą pociągnięciami, stosuje się cięcie poprzeczne polegające na tym, że najpierw piłujemy równoległymi pociągnięciami od prawej do lewej, a następnie od lewej do prawej (ryc. 52, a).
Po zgrubnym piłowaniu należy sprawdzić jakość pracy w świetle za pomocą prostej krawędzi, która jest nakładana wzdłuż, w poprzek i po przekątnej obrabianej płaszczyzny. Jeśli prześwit jest taki sam lub nie ma go wcale, jakość zgłoszenia jest uważana za dobrą.
Dokładniejszą metodą jest sprawdzenie „pod kątem malowania”, polegające na tym, że na powierzchnię płytki testowej nakłada się cienką warstwę farby (zwykle niebieskiej lub sadzy rozcieńczonej w oleju), a część nakłada się na nią obrabianą powierzchnią, a następnie lekko dociskając część przesuwa się jest na całej płycie i usunięty. Jeśli ślady farby są równomiernie rozłożone na całej powierzchni części, uważa się, że piłowanie zostało wykonane prawidłowo.
Cienkie okrągłe części są składane w następujący sposób. W imadle mocuje się drewniany klocek z nacięciem o trzech krawędziach, w którym umieszcza się przecięty kawałek, a jego koniec zaciska się w imadle ręcznym (ryc. 52, b). Podczas piłowania imadło ręczne wraz z zamocowaną w nich częścią jest stopniowo obracane lewą ręką.
Podczas piłowania kilku płaszczyzn położonych względem siebie pod kątem 90 ° należy postępować w następujący sposób. Najpierw szerokie przeciwległe płaszczyzny są przetwarzane przez składanie krzyżowe i sprawdzane pod kątem równoległości. Następnie jedna z wąskich płaszczyzn jest wypełniana wzdłużnymi pociągnięciami. Jakość jego obróbki sprawdzana jest linijką pod kątem światła, rogi uformowane szeroką płaszczyzną - z kwadratem. Następnie pozostałe samoloty są składane. Wąskie płaszczyzny wzajemnej prostopadłości są sprawdzane za pomocą kwadratu.
Podczas piłowania części z cienkiej blachy najpierw obrabiane są szerokie płaszczyzny na szlifierkach do płaszczyzn, następnie elementy są łączone w wiązki, a ich krawędzie piłowane zwykłymi metodami.
Cięcie pod pachami o prostoliniowych kształtach zwykle rozpoczyna się od wyprodukowania wkładek, a dopiero potem przechodzą do pach. Najpierw odcina się zewnętrzne krawędzie pachy, następnie zaznacza się środek i kontury pachy, po zaznaczeniu wierci się okrągły otwór tak, aby krawędzie otworu znajdowały się co najmniej 1-2 mm od linii znakowania. Następnie wykonuje się wstępne wypełnienie otworu (pachy) i przycinanie pilnikiem w jego rogach

Postać: 52. Piłowanie powierzchni:
a - szerokie płaskie, b - cylindryczne
Następnie przechodzą do końcowej obróbki, najpierw wypełniając dwa równoległe do siebie boki rękawa, po czym za pomocą szablonu przecina się kolejną stronę, a następnie następną stronę przeciwną, równoległą do niej. Zaznacz pachę o kilka setnych milimetra mniejszą niż rozmiar wkładki. Kiedy rękaw jest gotowy, dopasowują się (dokładne dopasowanie części do siebie) wzdłuż podszewki.
Po założeniu podpinka musi wejść do pach i nie może mieć przerw w miejscach z nią styku.
Identyczne części są wykonane przez opiłowanie na przewodzie kopiarki. Przyrząd do kopiowania to urządzenie, którego kontur powierzchni roboczych odpowiada konturowi wyprodukowanej części.
W celu ostrzenia wzdłuż przewodu kopiarki przedmiot obrabiany jest mocowany razem z kopiarką w imadle (Rys. 53), a części przedmiotu obrabianego wystające poza obrys kopiarki są odcinane. Ta metoda obróbki zwiększa wydajność pracy przy piłowaniu części wykonanych z cienkich blach, które są mocowane w imadle na raz w kilku kawałkach.
Mechanizacja procesu zgłoszenia. W zakładach naprawczych ręczne wypełnianie jest zastępowane przez zmechanizowane, wykonywane na stacjach. maszyny na specjalnych urządzeniach, szlifierkach elektrycznych i pneumatycznych. Do lekkich maszyn przenośnych należy bardzo wygodna szlifierka elektryczna I-82 (rys. 54, a) oraz szlifierka pneumatyczna ShR-06 (rys. 54.6), na której wrzecionie znajduje się tarcza ścierna. Wrzeciono napędzane jest pneumatycznym silnikiem obrotowym.
Do piłowania powierzchni w trudno dostępnych miejscach stosuje się pilnik mechaniczny (rys. 54, c), napędzany napędem elektrycznym z elastycznym wałem obracającym końcówkę /. Obrót końcówki jest przenoszony przez rolkę i przekładnię ślimakową do mimośrodu 2. Mimośród, obracając się, przekazuje ruch posuwisto-zwrotny trzpieniowi 3 i przymocowanemu do niego pilnikowi.
Środki ostrożności podczas zgłoszenia. Obrabiany przedmiot musi być bezpiecznie zamocowany w imadle, aby podczas pracy nie mógł zmienić swojej pozycji ani wyskoczyć z imadła. Pilniki muszą koniecznie mieć drewniane uchwyty, na których osadzone są metalowe pierścienie. Uchwyty są mocno osadzone na trzonkach pilnika.
Wióry powstałe podczas piłowania usuwa się za pomocą szczotki do włosów. Zabrania się ślusarzowi usuwania wiórów gołymi rękami lub zdmuchiwania ich, ponieważ może to prowadzić do obrażeń rąk i oczu.

Postać: 53. Wypełnianie przez kopiującego:
1 - pasek kopiowania, 2 - warstwa wymienna

Postać: 54. Narzędzia do składania zmechanizowanego:
a - szlifierka elektryczna I-82, 6 - szlifierka pneumatyczna SHR-06, c - pilnik mechaniczny
Podczas pracy z przenośnymi elektronarzędziami należy najpierw sprawdzić, czy są one prawidłowo uziemione.
Skrobanie
Skrobanie to proces usuwania bardzo cienkiej warstwy metalu z niewystarczająco równej powierzchni za pomocą specjalnego narzędzia - skrobaka. Skrobanie to ostateczne (precyzyjne) wykończenie powierzchni współpracujących części obrabiarek, tulei łożysk ślizgowych, wałów, płytek kontrolno-znakujących itp. W celu zapewnienia szczelnego spasowania części złącza.
Skrobaki są wykonane z wysokowęglowej stali narzędziowej U12A lub U12. Często skrobaki wykonuje się ze starych pilników, usuwając z nich wycięcie za pomocą ściernicy. Część tnąca zgarniacza jest hartowana bez późniejszego odpuszczania w celu nadania jej dużej twardości.
Skrobak jest zaostrzony na ściernicy szmerglowej, tak aby uderzenia ostrzenia przebiegały w poprzek ostrza. Aby uniknąć silnego nagrzewania się ostrza podczas ostrzenia, skrobak jest okresowo chłodzony w wodzie. Ostrze skrobaka po naostrzeniu jest regulowane na osełkach lub tarczach ściernych, których powierzchnia pokryta jest olejem maszynowym.
Skrobaki mają jedną lub dwie końcówki tnące, pierwsza nazywa się jednostronną, druga - dwustronna. W zależności od kształtu końca tnącego skrobaki są podzielone na płaskie (ryc. 55, a), trójkątne (ryc. 55, b) i ukształtowane.
Płaskie jednostronne skrobaki są dostępne z prostym lub zagiętym końcem, używane do skrobania płaskich powierzchni rowków i rowków. Do skrobania zakrzywionych powierzchni (przy obróbce tulei, łożysk itp.) Stosuje się skrobaki trójkątne.
Skrobaki kształtowe przeznaczone są do skrobania powierzchni kształtowych, rowków, rowków, rowków o skomplikowanych profilach itp. Skrobaki kształtowe to zestaw stalowych płyt, których kształt odpowiada kształtowi obrabianej powierzchni. Płytki są zamontowane na metalowym uchwycie. skrobak i przymocowany do niego nakrętką.
Jakość obróbki powierzchni poprzez skrobanie jest sprawdzana na płycie powierzchniowej.
W zależności od długości i szerokości płaskiej powierzchni poddawanej obróbce, naddatek na skrobanie powinien wynosić od 0,1 do 0,4 mm.
Powierzchnia części lub przedmiotu obrabianego przed skrobaniem jest obrabiana na maszynach do cięcia metalu lub piłowaniu.
Po obróbce wstępnej rozpoczyna się skrobanie. Powierzchnia powierzchni podłoża pokryta jest cienką warstwą farby (minia ołowiana, niebieska lub sadza rozcieńczona w oleju). Obrabianą powierzchnię dokładnie przeciera się szmatką, ostrożnie umieszcza na płycie powierzchniowej i powoli przesuwa po niej okrężnym ruchem, a następnie ostrożnie usuwa.
W wyniku takiej operacji wszystkie wystające na powierzchni obszary są zabarwione i wyraźnie wyróżniają się plamami. Pomalowane obszary (plamy) wraz z metalem usuwa się skrobakiem. Następnie obrabiana powierzchnia i płyta powierzchniowa są czyszczone, a płyta jest ponownie pokrywana warstwą farby, a obrabiany przedmiot lub część jest ponownie nakładany na nią.

Postać: 55. Skrobaki ręczne:
a - proste płaskie jednostronne i płaskie jednostronne z wygiętym końcem, b - trójkątne
Nowo utworzone plamy na powierzchni są ponownie usuwane skrobakiem. Plamy podczas powtarzanych operacji będą zmniejszane, a ich liczba wzrośnie. Zeskrobać, aż plamy zostaną równomiernie rozmieszczone na całej powierzchni, która ma być poddana obróbce, a ich liczba będzie zgodna ze specyfikacją.
Podczas skrobania zakrzywionych powierzchni (na przykład panewki łożyska) zamiast płytki powierzchniowej stosuje się czop wału, który musi być połączony z powierzchnią obrabianej panewki. W tym przypadku panewkę łożyska umieszcza się na czopie wału, przykrywa cienką warstwą farby, ostrożnie obraca wokół niej, następnie usuwa, zaciska w imadle i zeskrobuje plamy.
Podczas skrobania skrobak ustawia się względem obrabianej powierzchni pod kątem 25-30 ° i jest trzymany za uchwyt prawą ręką, dociskając łokieć do ciała, a skrobak dociskany jest lewą ręką. Skrobanie wykonuje się krótkimi ruchami skrobaka, a jeśli skrobak jest płaski i wyprostowany, to jego ruch należy skierować do przodu (od siebie), skrobakiem płaskim z końcówką odchyloną do dołu ruch wykonuje się do tyłu (do siebie), a skrobakiem trójkątnym - w bok.
Pod koniec każdego skoku (ruchu) skrobaka jest on odrywany od obrabianej powierzchni, aby nie wypadły zadziory i występy. Aby uzyskać gładką i precyzyjną powierzchnię roboczą, każdorazowo po sprawdzeniu lakieru zmienia się kierunek skrobania tak, aby pociągnięcia się przecinały.
Dokładność skrobania jest określana przez liczbę równomiernie rozmieszczonych punktów na obszarze 25X25 mm2 obrabianej powierzchni poprzez nałożenie na nią ramki kontrolnej. Średnią liczbę plam określa się, sprawdzając kilka obszarów obrabianej powierzchni.
Ręczne skrobanie jest bardzo pracochłonne, dlatego w dużych przedsiębiorstwach zastępuje się je szlifowaniem, toczeniem lub wykonuje się za pomocą zmechanizowanych skrobaków, których użycie ułatwia pracę i dramatycznie zwiększa jej wydajność.

Postać: 56. Zmechanizowana skrobak
Skrobak z napędem napędzany jest silnikiem elektrycznym (Rys. 56) poprzez elastyczny wałek połączony z jednej strony ze skrzynią biegów, az drugiej z korbą. Gdy silnik elektryczny jest włączony, korba zaczyna się obracać, przekazując ruch posuwisto-zwrotny do korbowodu i przymocowanego do niego skrobaka. Oprócz skrobaka elektrycznego stosowane są skrobaki pneumatyczne.
Docieranie
Docieranie to jedna z najdokładniejszych metod wykańczania powierzchni przedmiotu obrabianego, zapewniająca wysoką dokładność obróbki - do 0,001-0,002 mm. Proces szlifowania polega na usuwaniu najcieńszych warstw metalu za pomocą proszków ściernych, specjalnych past. Do docierania stosuje się proszki ścierne z korundu, elektrokorundu, węglika krzemu, węglika boru itp. Proszki docierające dzieli się na proszki szlifierskie i mikroproszki według wielkości ziarna. Te pierwsze są używane do docierania zgrubnego, drugie do docierania wstępnego i końcowego.
Do szlifowania powierzchni współpracujących części, na przykład zaworów do gniazd w silnikach, wtyków do gniazd zaworów itp., Stosuje się głównie pasty GOI (Państwowy Instytut Optyczny). Pasty GOI przecierają wszelkie metale, zarówno twarde, jak i miękkie. Pasty te są dostępne w trzech rodzajach: gruboziarnistym, średnim i drobnym.
Gruba pasta GOI jest ciemnozielona (prawie czarna), środkowa jest ciemnozielona, \u200b\u200ba cienka jasnozielona. Narzędzia - zakładki wykonane są z szarego drobnoziarnistego żeliwa, miedzi, brązu, mosiądzu, ołowiu. Kształt zakładki musi pasować do kształtu szlifowanej powierzchni.
Docieranie można wykonać na dwa sposoby: z docieraniem i bez. Obróbka niepasujących powierzchni, na przykład kalibrów, szablonów, kwadratów, płytek itp. Odbywa się za pomocą okrążenia. Powierzchnie współpracujące są zwykle docierane razem bez docierania.
Okrążenia to ruchome obrotowe tarcze, pierścienie, pręty lub stacjonarne płyty.
Proces docierania płaszczyzn niepasujących jest następujący. Na powierzchnię płaskiej zakładki wylewa się cienką warstwę proszku ściernego lub nakłada się warstwę pasty, którą następnie wciska się w powierzchnię za pomocą stalowego pręta lub walca rolkowego.
Przygotowując docieranie cylindryczne, proszek ścierny wysypuje się równomierną cienką warstwą na hartowanej płycie stalowej, po czym docieranie jest nawijane po pręcie, aż proszek ścierny zostanie wciśnięty w jego powierzchnię. Przygotowane okrążenie jest wkładane do obrabianego przedmiotu i przy lekkim nacisku przesuwa się po jego powierzchni lub odwrotnie, obrabiany przedmiot jest przesuwany po powierzchni zakładki. Ziarna proszku ściernego, wciśnięte w zakładkę, wycinają metalową warstwę o grubości 0,001-0,002 mm z docieranej powierzchni części.
Obrabiany przedmiot musi mieć naddatek na szlifowanie nie większy niż 0,01-0,02 mm. Aby poprawić jakość docierania, stosuje się smary: olej maszynowy, benzynę, nafty itp.
Części współpracujące są docierane bez docierania. Cienką warstwę odpowiedniej pasty nakłada się na powierzchnie części przygotowanych do docierania, po czym części zaczynają przesuwać się jedna nad drugą ruchem okrężnym, a następnie w jednym lub drugim kierunku.
Ręczny proces docierania jest często zastępowany mechanicznym.
W warsztatach samochodowych do szlifowania zaworów do gniazd używa się wirników, wiertarek elektrycznych i maszyn pneumatycznych.
Zawór jest docierany do gniazda w następujący sposób. Zawór montuje się w tulei prowadzącej bloku cylindrów, po założeniu słabej sprężyny i filcowego pierścienia na trzpień zaworu, co zabezpiecza tuleję prowadzącą przed wsiąkaniem w nią pasty. Następnie fazę roboczą zaworu smaruje się pastą GOI, a zawór zaczyna się obracać za pomocą wiertarki ręcznej lub elektrycznej, wykonując jedną trzecią obrotu w lewo, a następnie dwa lub trzy obroty w prawo. Przy zmianie kierunku obrotów należy poluzować nacisk na wiertło tak, aby zawór pod działaniem sprężyny założonej na drążek unosił się nad gniazdem.
Zawór zwykle wciera się najpierw gruboziarnistą pastą, a następnie średnią i cienką. Kiedy matowy szary pas w postaci pierścienia bez plam tworzy się na roboczym skosie zaworu i gniazda, docieranie uważa się za zakończone. Po docieraniu zawór i gniazdo są dokładnie przepłukiwane, aby usunąć wszelkie pozostałości docierającej pasty.
Wiercenie służy do wykonywania okrągłych otworów w przedmiotach lub częściach. Wiercenie odbywa się na wiertarkach lub wiertarkach mechanicznych (ręcznych), elektrycznych lub pneumatycznych. Narzędziem tnącym jest wiertło. Zgodnie z projektem wiertła są podzielone na wiertła piórkowe, spiralne, środkowe, do głębokich otworów i łączone. W hydraulice stosuje się głównie wiertła kręte. Wiertła wykonywane są ze stali narzędziowych węglowych U10A, U12A, a także stopowych stali chromowych 9XC, 9X oraz szybkoobrotowych P9 i P18.
Wiertło kręte (Rys. 57) ma kształt cylindrycznego pręta ze stożkowym końcem roboczym, który ma po bokach dwa spiralne rowki o nachyleniu 25-30 ° w stosunku do osi podłużnej wiertła. Te rowki prowadzą wióry na zewnątrz. Ogon wiertła jest cylindryczny lub stożkowy. Kąt ostrzenia na końcu wiertła może być różny i zależy od obrabianego materiału. Na przykład do obróbki miękkich materiałów powinien wynosić od 80 do 90 °, dla stali i żeliwa 116-118 °, dla bardzo twardych metali 130-140 °.
Wiertarki. W warsztatach najczęściej stosuje się wiertarki pionowe jednowrzecionowe (Rys. 58). Obrabiany przedmiot lub obrabiany przedmiot jest umieszczany na stole, który można podnosić i opuszczać za pomocą śruby. Za pomocą uchwytu stół mocuje się do łóżka na wymaganej wysokości. Wiertło jest zainstalowane i zabezpieczone we wrzecionie. Wrzeciono napędzane jest silnikiem elektrycznym poprzez przekładnię, automatyczny posuw odbywa się za pomocą podajnika. Pionowy ruch wrzeciona jest wykonywany ręcznie za pomocą pokrętła.
Wiertarka ręczna (rys. 59) składa się z wrzeciona, na którym znajduje się uchwyt wiertarski, przekładni stożkowej (składającej się z dużej i małej zębatki), stałego uchwytu, ruchomej rączki oraz śliniaka. Wiertło jest wkładane do uchwytu i zabezpieczone. Podczas wiercenia ślusarz lewą ręką trzyma wiertło za nieruchomą rączkę, a prawą ręką obraca ruchomą rączkę, opierając klatkę piersiową na śliniaku.

Postać: 57. Wiertło kręte:
1 - część robocza wiertła, 2 - szyjka, 3 - chwyt, 4 - stopka, l - wpust, 6 - pióro, 7 - skos prowadzący (taśma), 8 - tylna powierzchnia ostrząca, 9 - krawędzie tnące, 10 - zworka, 11 - część tnąca

Postać: 58. Jednowrzecionowa wiertarka pionowa 2135
Wiertarka pneumatyczna (rys. 60, a) pracuje pod wpływem sprężonego powietrza. Jest łatwy w użyciu, ponieważ ma niewielkie wymiary i wagę.
Wiertarka elektryczna (ryc. 60, b) składa się z silnika elektrycznego, przekładni i wrzeciona. Na końcu wrzeciona przykręca się uchwyt wiertarski, w którym zamocowane jest wiertło. Na obudowie znajdują się uchwyty, w górnej części pokrowca znajduje się śliniaczek do podtrzymywania podczas pracy.
Wiercenie odbywa się zgodnie z oznaczeniem lub wzdłuż przewodu. Podczas wiercenia zgodnie z oznaczeniem otwór jest najpierw oznaczany, a następnie wykrawany na obwodzie i pośrodku. Następnie obrabiany przedmiot jest mocowany w imadle lub innym urządzeniu i rozpoczyna się wiercenie. Wiercenie wzdłuż oznakowania jest zwykle wykonywane w dwóch etapach. Najpierw wierci się otwór na głębokość jednej czwartej średnicy. Jeśli wynikowy otwór (ślepy) pokrywa się z zaznaczonym, kontynuuj wiercenie, w przeciwnym razie popraw montaż wiertła i dopiero wtedy kontynuuj wiercenie. Ta metoda ma największe zastosowanie.

Postać: 59. Wiertarka ręczna

Postać: 60. Wiertarki pneumatyczne (a) i elektryczne (b):
1 - wirnik, 2 - stojan, 3 - uchwyt, 4 - wrzeciono, 5 - przekładnia, 6 - spust
Wiercenie dużej ilości identycznych części z dużą precyzją odbywa się za pomocą szablonu (szablon z precyzyjnie wykonanymi otworami). Przyrząd jest umieszczany na obrabianym przedmiocie lub części do obróbki, a wiercenie jest wykonywane przez otwory w przyrządzie. Przyrząd nie pozwala na odchylenie wiertła, więc otwory są dokładne i rozmieszczone. Podczas wiercenia otworu pod gwint należy skorzystać z podręczników referencyjnych, aby dobrać rozmiar średnicy wiertła zgodnie z rodzajem gwintu, a także uwzględnić właściwości mechaniczne obrabianego materiału.
Przyczyny złamania wiertła. Głównymi przyczynami awarii wiertła podczas wiercenia są: odchylenie wiertła na bok, obecność wgłębień w obrabianym przedmiocie lub przedmiocie obrabianym, zablokowanie rowków wiertła przez wióry, niewłaściwe ostrzenie wiertła, słaba obróbka cieplna wiertła, tępe wiertło.
Ostrzenie wierteł. Ostrzenie wiertła ma duży wpływ na wydajność pracy i jakość wiercenia. Wiertła są ostrzone na specjalnych maszynach. W małych warsztatach wiertła są ostrzone ręcznie na ostrzałkach szmerglowych. Kontrola ostrzenia wierteł odbywa się za pomocą specjalnego szablonu o trzech powierzchniach a, b, c (Rys. 61).
Pogłębiacz otworu - późniejsza (po nawierceniu) obróbka otworu, polegająca na usunięciu zadziorów, fazowaniu i uzyskaniu stożkowego lub cylindrycznego wgłębienia na wejściu do otworu. Pogłębianie odbywa się za pomocą specjalnych narzędzi skrawających - pogłębiaczy. Kształtem części tnącej pogłębienia są podzielone na cylindryczne i stożkowe (ryc. 62, a, b). Stożkowe pogłębiacze stożkowe służą do uzyskania stożkowych wgłębień w otworach pod łby nitów, wkręty i śruby z łbem stożkowym. Stożkowe pogłębiacze stożkowe są dostępne z kątem wierzchołkowym 30 °, 60 ° i 120 °.
Pogłębiacze cylindryczne przetwarzają płaszczyzny występów, wgłębienia na łby śrub, śruby, śruby, podkładki. Pogłębiacz cylindryczny ma kołek prowadzący, który pasuje do obrabianego otworu, aby zapewnić prawidłowy kierunek pogłębienia stożkowego. Pogłębiacze są wykonane ze stali węglowych narzędziowych U10, U11, U12.
Pogłębianie to późniejsza obróbka otworów przed rozwiercaniem specjalnym narzędziem - pogłębiaczem, którego część tnąca ma więcej krawędzi tnących niż wiertło.
W zależności od kształtu części tnącej pogłębienia stożkowe są spiralne i proste, zgodnie z ich konstrukcją podzielone są na noże pełne, nasadzane i z wsuwanymi (rys. 63, a, b, c). Pod względem liczby krawędzi skrawających pogłębienia stożkowe są trzy- i cztero-rowkowe. Pełne pogłębiacze mają trzy lub cztery ostrza, a pogłębiacze płytek mają cztery ostrza. Pogłębianie odbywa się na wiertarkach oraz wiertarkach pneumatycznych i elektrycznych. Pogłębiacze są mocowane w taki sam sposób jak wiertła.
Rozwiercanie to wykańczanie otworu specjalnym narzędziem tnącym zwanym rozwiertakiem.
Podczas wiercenia otworu pozostaw naddatek na średnicę dla zgrubnego rozwiercania nie większego niż 0,2-0,3 mm, a dla wykańczającego - 0,05-0,1 mm. Po wdrożeniu dokładność rozmiaru otworu zwiększa się do stopnia 2-3.

Postać: 61. Szablon do sprawdzania ostrzenia wierteł

Postać: 62. Pogłębiacze:
a - cylindryczny, b - stożkowy
Rozwiertaki sposobem uruchamiania dzielone są na maszynowe i ręczne, w zależności od kształtu obrabianego otworu - na cylindryczne i stożkowe, w zależności od urządzenia - na pełne i prefabrykowane. Rozwiertaki są wykonane ze stali narzędziowej.
Pełne rozwiertaki cylindryczne są dostępne z zębami prostymi lub spiralnymi (spiralnymi), a zatem z tymi samymi rowkami. Rozwiertaki cylindryczne z zębami spiralnymi mogą mieć rowki prawe lub lewe (rys. 64, a, b). Rozwiertak składa się z części roboczej, szyjki i trzpienia (Rys. 64, c).

Postać: 63. Pogłębiacze:
a - pełne, b - ścinane, i - z nożami wtykowymi

Postać: 64. Walcowe przeciągnięcia:
a - z prawym spiralnym rowkiem, b - z lewym spiralnym rowkiem, c - główne części przeciągnięcia
Część tnąca lub wlotowa jest stożkowa, wykonuje główną pracę tnącą w celu usunięcia naddatku. Każda krawędź tnąca tworzy główny kąt z osią rozwiertaka F (rys. 64, c), który dla rozwiertaków ręcznych wynosi zwykle 0,5-1,5 °, a dla rozwiertaków maszynowych 3-5 ° - do obróbki metali twardych i 12- 15 ° - do obróbki miękkich i twardych metali. ...
Krawędzie tnące części wlotowej tworzą kąt na górze 2 cf z osią śruby. Końcówka noża jest fazowana pod kątem 45 °. Jest to konieczne, aby chronić wierzchołki krawędzi tnących przed wyszczerbieniami i odpryskami podczas pracy.
Kalibracyjna część rozwiertaka prawie się nie tnie, składa się z dwóch sekcji: cylindrycznej, która służy do kalibracji otworu, kierunku rozwiertaka oraz sekcji ze stożkiem odwrotnym, zaprojektowanej w celu zmniejszenia tarcia rozwiertaka o powierzchnię otworu i uniemożliwienia wykonania otworu.
Szyja to odcinek podcięcia między częścią roboczą a trzonkiem. Średnica szyjki jest o 0,5-1 mm mniejsza niż średnica części kalibracyjnej. Rozwiertaki maszynowe mają stożkowe trzpienie, rozwiertaki ręczne mają kwadratowe. Rozwiertaki mają jednolitą i nierównomierną podziałkę zębów. Rozwiertaki maszynowe mocowane są we wrzecionie maszyny za pomocą stożkowych tulei i nabojów, rozwiertaki ręczne - w kluczu, którym następuje rozwiercanie.
Stożkowe rozwiertaki służą do rozmieszczania otworów stożkowych dla stożka Morse'a, dla stożka metrycznego, dla kołków o zbieżności 1:50. Rozwiertaki stożkowe wykonywane są w zestawach po dwie lub trzy sztuki. Zestaw trzech rozwiertaków składa się z części zgrubnej, pośredniej i wykańczającej (rys. 65, a, b, c). W zestawie dwóch rozwiertaków jeden jest przejściowy, a drugi ostateczny. Rozwiertaki stożkowe są wykonane z częścią tnącą na całej długości zęba, która jest jednocześnie częścią kalibracyjną do rozwiertaków wykańczających.
Wdrażanie ręcznie i na komputerach. Ręczne uruchomienie odbywa się za pomocą klucza, w którym skan jest naprawiony. Przy ręcznym rozmieszczaniu małe elementy lub części są mocowane w imadle, a duże są obrabiane bez mocowania.
Po zamocowaniu przedmiotu obrabianego lub części, część tnąca rozwiertaka jest wprowadzana do otworu, tak aby rozwiertak i osie otworu pokrywały się. Następnie powoli obróć skan zgodnie z ruchem wskazówek zegara; nie można obracać przeciągnięcia w przeciwnym kierunku, ponieważ może to spowodować rysowanie. W przypadku rozmieszczenia maszyn na obrabiarkach procedura jest taka sama, jak w przypadku wiercenia.

Postać: 65. Rozwiertaki stożkowe:
a - szorstki, b - pośredni, c - wykończeniowy
Podczas rozwiercania otworów w stalowych kęsach lub częściach jako smar stosuje się oleje mineralne; w częściach miedzianych, aluminiowych, mosiężnych - emulsja mydlana. W półfabrykatach z żeliwa i brązu otwory są rozmieszczane na sucho.
Wybór średnicy rozwiertaka ma ogromne znaczenie dla uzyskania wymaganego rozmiaru otworu i czystości powierzchni. W tym przypadku brana jest pod uwagę grubość wiórów usuwanych przez narzędzie (tabela 2).
Korzystając z tej tabeli, „można wybrać średnicę rozwiertaka i pogłębiacza.
Przykład. Konieczne jest ręczne wywiercenie otworu o średnicy 50 mm. Aby to zrobić, wykonaj ostatni skan o średnicy 50 mm i zgrubny skan 50-0,07 \u003d 49,93 mm.
Przy wyborze rozwiertaka maszynowego należy wziąć pod uwagę stopień rozwinięcia, czyli zwiększenie średnicy otworu przy rozwiercaniu maszynowym.
Podczas obróbki otworów wiertłem, pogłębiaczem i rozwiertakiem należy przestrzegać następujących podstawowych zasad bezpieczeństwa:
wykonywać prace tylko na sprawnych maszynach z niezbędnymi ogrodzeniami;
przed rozpoczęciem pracy posprzątaj ubranie i czapki. Podczas pracy ubranie powinno przylegać do ciała bez trzepoczącej podłogi, rękawów, pasków, tasiemek itp., Powinno być ciasno zapięte.
Długie włosy powinny być dopasowane do nakrycia głowy:
- wiertło, pogłębiacz, rozwiertak lub urządzenie jest precyzyjnie zainstalowane we wrzecionie maszyny i solidnie zamocowane;
- surowo zabrania się usuwania wiórów z powstałego otworu palcami lub zdmuchiwania ich. Dozwolone jest usuwanie wiórów tylko hakiem lub szczotką po zatrzymaniu maszyny lub podczas cofania wiertła;
- obrabiany przedmiot lub część do obróbki musi być zamocowana na stole lub płycie maszyny w uchwycie; nie możesz trzymać go rękami podczas przetwarzania;
- nie ustawiaj narzędzia podczas obracania się wrzeciona ani nie sprawdzaj ostrości obracającego się wiertła ręcznie;
- podczas pracy z wiertarką elektryczną jej korpus musi być uziemiony, pracownik musi znajdować się na izolowanej podłodze.
Gwintowanie
Gwintowanie to proces wykonywania śrubowych rowków na powierzchniach cylindrycznych i stożkowych. Zestaw zwojów umieszczony wzdłuż linii śrubowej na produkcie nazywa się gwintem.
Gwint może być zewnętrzny i wewnętrzny. Głównymi elementami każdego gwintu są profil, skok, wysokość, średnica zewnętrzna, środkowa i wewnętrzna.

Postać: 66. Elementy gwintowane
Profil gwintu to kształt przekroju gwintu przechodzącego przez oś śruby lub nakrętki (Rys.66). Gwint (nitka) to część gwintu uformowana podczas jednego pełnego obrotu profilu.
Skok gwintu to odległość między dwoma punktami o tej samej nazwie sąsiednich zwojów, mierzona równolegle do osi gwintu, osi śruby lub nakrętki.
Wysokość nici jest definiowana jako odległość od górnej krawędzi nici do podstawy.
Wierzchołek gwintu to odcinek zarysu gwintu, który znajduje się w największej odległości od osi gwintu (osi śruby lub nakrętki).
Podstawą gwintu (nasady) jest odcinek profilu gwintu znajdujący się w najmniejszej odległości od osi gwintu.
Kąt profilu gwintu to kąt pomiędzy dwoma bokami profilu gwintu.
Zewnętrzna średnica nici to największa średnica mierzona na szczycie nici w płaszczyźnie prostopadłej do osi nici.

Postać: 67. Systemy gwintów:
a - metryczny; b - cal, c - rura
Średnia średnica gwintu to odległość między dwiema liniami równoległymi do osi śruby, każda w innej odległości od wierzchołka gwintu i spodu stopki. Szerokość gwintu zewnętrznego i wewnętrznego, mierzona na obwodzie o średniej średnicy, jest taka sama.
Średnica wewnętrzna gwintu to najmniejsza odległość między przeciwległymi podstawami gwintu, mierzona w kierunku prostopadłym do osi gwintu.
Profile i systemy gwintowe. W częściach maszyn stosowane są różne profile gwintów. Najczęściej spotykane są profile trójkątne, trapezowe i prostokątne. Celowo nici są podzielone na mocowanie i specjalne. Trójkątny gwint służy do łączenia części razem (nacinanie na śruby, kołki, nakrętki itp.), Często nazywa się to mocowaniem. Gwinty trapezowe i prostokątne są stosowane na częściach mechanizmów przenoszenia ruchu (śruby do tarcz ślusarskich, śruby pociągowe do tokarek śrubowych, popychacze, podnośniki itp.). R. Istnieją trzy systemy gwintów: metryczny, calowy i rurowy. Głównym jest gwint metryczny, który ma profil w postaci trójkąta równobocznego o kącie wierzchołkowym 60 ° (ryc. 67, a). Aby uniknąć zacierania podczas montażu, obcina się gwinty śrub i nakrętek. Wymiary gwintów metrycznych podano w milimetrach.
Gwinty rurowe są drobnymi gwintami calowymi. Ma taki sam profil jak cal, z kątem wierzchołkowym 55 ° (ryc. 67, c). Gwinty rurowe są używane głównie do rur gazowych, rur wodociągowych i złączek łączących te rury.
Narzędzia do gwintowania zewnętrznego. Do wycięcia gwintu zewnętrznego używa się matrycy, która jest funkcjonalnym lub rozciętym pierścieniem z gwintem na wewnętrznej powierzchni (ryc. 68, a, b). Rowki wiórowe matrycy służą do formowania krawędzi skrawających, a także do odprowadzania wiórów.
Z założenia matryce są podzielone na okrągłe (dźwignie), przesuwne i specjalne do cięcia rur. Okrągłe matryce są solidne i cięte. Solidne okrągłe matryce mają dużą sztywność i czyste gwinty. Matryce dzielone są używane do gwintowania o niskiej precyzji.
Przesuwne matryce składają się z dwóch połówek, które nazywane są półkostkami. Po zewnętrznych stronach półpłyt znajdują się szczeliny 120 ° do mocowania półpłyt w matrycy. Każda półpraska jest oznaczona średnicą gwintu i numerami 1 i 2, którymi kieruje się podczas montażu ich w matrycy. Matryce wykonane ze stali narzędziowej U £ 2 "
Ręczne gwintowanie za pomocą narzynek odbywa się za pomocą pokręteł i narzynek. Podczas pracy z okrągłymi matrycami stosuje się specjalne klucze (ryc. 68, c). Rama takiego wrzeciona ma kształt okrągłej płyty. Okrągła matryca jest instalowana w otworze ramy i mocowana trzema śrubami blokującymi o stożkowych końcach, które wchodzą w specjalne wgłębienia na matrycy. Rozmiar gwintu zewnętrznego jest ustawiany za pomocą czwartej śruby, wchodzącej w nacięcie matrycy nastawnej.

Postać: 68. Narzędzia do wycinania gwintów zewnętrznych:
a - matryca dzielona, \u200b\u200bb - matryca przesuwna, c - korba, g- klupp z ukośną ramą
Matryce przesuwne są instalowane w matrycy z ukośną ramą (ryc. 68, d), która ma dwa uchwyty. Obie pół-płyty są zamontowane w ramie. Połówki matryc są łączone za pomocą śruby regulacyjnej i instalowane w celu uzyskania gwintu o pożądanym rozmiarze. Między skrajną półpłytkę a śrubę nastawczą umieszcza się cracker, zapewniający równomierne rozłożenie nacisku śruby na półpłytki.
Gwinty wycinane są ręcznie i na maszynach. W hydraulice często używa się narzędzi ręcznych. Obcinanie gwintów zewnętrznych za pomocą ślizgaczy jest następujące. Śruba lub inna część jest zaciśnięta w imadle i nasmarowana olejem. Następnie na koniec przedmiotu obrabianego nakładana jest matryca z matrycami i matryce są łączone śrubą regulacyjną tak, aby wcinały się w przedmiot obrabiany o 0,2-0,5 mm.
Następnie zaczynają obracać klupp, obracając go o 1-2 obroty w prawo, następnie o pół obrotu w lewo itd. Odbywa się to do momentu, gdy nić zostanie przycięta na wymaganą długość części.
Następnie matryca jest zwijana wzdłuż gwintu do jej pierwotnego położenia, matryce są przybliżane za pomocą śruby regulacyjnej i proces skrawania jest powtarzany do uzyskania pełnego zarysu gwintu. Po każdym przejściu należy nasmarować wyciętą część przedmiotu obrabianego. Solidne matryce są gwintowane w jednym przejściu.

Postać: 69. Zawory ślusarskie:
a - główne części kranu, b - zestaw gwintowników: 1 - szorstki, 2 - średni, 3 - wykończeniowy
Narzędzia do wycinania gwintów wewnętrznych. Gwint wewnętrzny jest cięty za pomocą gwintownika zarówno na maszynach, jak i ręcznie. W hydraulice używają głównie metody ręcznej.
Gwintownik (ryc. 69, a) to stalowa śruba z podłużnymi i spiralnymi rowkami, które tworzą krawędzie tnące. Kran składa się z części roboczej i trzpienia. Część robocza jest podzielona na część dolotową i kalibrującą.
Głowica kranu to przedni stożek, który wykonuje główną pracę tnącą. Część kalibracyjna służy do prowadzenia gwintownika w otworze podczas wycinania i kalibrowania gwintów. Zęby gwintowanej części kranu nazywane są ostrzami. Trzpień służy do mocowania kranu w uchwycie lub w kluczu. Trzon kończy się kwadratem. Po wcześniejszym umówieniu krany są podzielone na ślusarza, nakrętkę, maszynę itp.
Gwintowniki służą do ręcznego gwintowania, produkowane są w zestawach po dwie lub trzy sztuki. Zestaw gwintowników „” ”do nacinania gwintów metrycznych i calowych składa się z trzech części: zgrubnej, średniej i drobnej (Rys. 69, b). Część dolotowa gwintownika zgrubnego ma 6-8 zwojów, gwintownik środkowy ma 3-4 obroty, a końcówka 1,5-2 zwojów. Nacinanie wstępne odbywa się za pomocą gwintu zgrubnego, gwint jest dokładniejszy za pomocą gwintownika środkowego, a nacinanie końcowe odbywa się za pomocą gwintownika wykańczającego, a gwint jest kalibrowany.
Konstrukcja części tnącej sprawia, że \u200b\u200bgwintowniki są cylindryczne i stożkowe. Dzięki cylindrycznej konstrukcji wszystkie trzy krany w zestawie mają różne średnice. Tylko gwintownik wykańczający ma pełny profil gwintu, zewnętrzna średnica gwintownika środkowego jest mniejsza niż gwintownika wykończeniowego o 0,6 wysokości gwintu, a średnica gwintownika zgrubnego jest mniejsza od średnicy gwintownika wykańczającego o pełną wysokość gwintu. Gwintowniki cylindryczne są używane głównie do gwintowania otworów nieprzelotowych.
Dzięki konstrukcji stożkowej wszystkie trzy gwintowniki mają tę samą średnicę, pełny profil gwintu i różne długości gwintowników. Takie krany służą do gwintowania otworów. Kurki wykonane są ze stali narzędziowych węglowych U10, U12. Gwinty są cięte ręcznie za pomocą pokrętła z kwadratowym otworem.
Obrabiany przedmiot lub część jest zamocowana w imadle, a kran znajduje się w pokrętle. Proces gwintowania jest następujący. Chropowaty kran jest instalowany pionowo w przygotowanym otworze i za pomocą pokrętła zaczynają go obracać zgodnie z ruchem wskazówek zegara z lekkim naciskiem. Po uderzeniu kranu w metal ciśnienie zostaje zatrzymane, a obrót jest kontynuowany.
Okresowo należy sprawdzać położenie kranu za pomocą kwadratu w stosunku do górnej płaszczyzny przedmiotu obrabianego. Kran należy obrócić o 1-2 obroty zgodnie z ruchem wskazówek zegara, a następnie o pół obrotu w lewo. Należy to zrobić dla
tak, aby wióry otrzymane podczas cięcia były zgniatane, a tym samym ułatwiały pracę.
Po gwintowaniu zgrubnym cięcie wykonuje się średnio, a następnie precyzyjnie. Środek smarny służy do uzyskania czystych gwintów i schłodzenia kranu. Podczas gwintowania elementów stalowych jako ciecze smarujące i chłodzące stosuje się olej mineralny, olej schnący lub emulsję, w przypadku aluminium - nafty, w przypadku miedzi - terpentyny. W przedmiotach z żeliwa i brązu nici są cięte na sucho.
Podczas gwintowania elementów wykonanych z miękkich i ciągliwych metali (babbit, miedź, aluminium) gwintownik jest okresowo wykręcany z otworu, a rowki są czyszczone z wiórów.
Podczas pracy z gwintownikiem możliwe są różne wady, na przykład złamany gwintownik, postrzępione gwinty, zdzieranie gwintu itp. Przyczyny tych wad to: tępy gwintownik, zatykanie się rowków gwintownika wiórami, niewystarczające smarowanie, nieprawidłowy montaż gwintownika w otworze i dobór średnicy otworu, a także nieostrożna postawa pracownika ...
Nitowanie
Podczas naprawy maszyn i ich montażu ślusarz ma do czynienia z różnymi połączeniami części. W zależności od sposobu montażu połączenia mogą być rozłączne i jednoczęściowe. Jednym ze sposobów łączenia części w trwałe połączenie jest nitowanie.
Nitowanie odbywa się za pomocą nitów, ręcznie lub mechanicznie. Nitowanie może być gorące lub zimne.
Nit to cylindryczny pręt z łbem na końcu, zwany nitem. W procesie nitowania pręta powstaje druga głowica, zwana głowicą zamykającą.

Postać: 70. Główne rodzaje nitów i nitowanych szwów:
główki: a - półokrągłe, 6 - tajemne, w - półtajne, d - nity łączone; szwy; e - zakładka, f - kolba z jedną podkładką, g - kolba z dwoma podkładkami
W zależności od kształtu główki hipoteki nity mają łeb półkolisty, z łbem wpuszczanym, z łbem stożkowym (ryc. 70, a, b, c) itp.
Połączenie części wykonanych za pomocą nitów nazywa się nitowanym szwem.
W zależności od położenia nitów w szwie w jednym, dwóch lub więcej rzędach, szwy nitów dzielimy na jednorzędowe, dwurzędowe, wielorzędowe.
Odległość t między środkami nitów jednego rzędu nazywana jest krokiem połączenia nitowego (ryc. 70, d). Dla szwów jednorzędowych skok powinien być równy trzem średnicom nitu, odległość a od środka nitu do krawędzi nitowanych części powinna być równa 1,5 średnicy nitu z otworami wierconymi i 2,5 średnicy z otworami wybijanymi. W szwach dwurzędowych skok przyjmuje się równy czterem średnicom nitu, odległość od środka nitów do krawędzi nitowanych części wynosi 1,5 średnicy, a odległość między rzędami nitów powinna być równa dwóm średnicom nitu.
Połączenia nitowane wykonuje się na trzy główne sposoby: na zakładkę, od czoła do końca z jedną okładziną i od czoła do końca z dwiema okładzinami (ryc. 70, e, f, g). Z założenia szwy nitowe są podzielone na mocne, gęste i mocne.
Jakość szwu nitu zależy w dużej mierze od tego, czy wybrany zostanie odpowiedni nit.
Sprzęt i narzędzia używane do nitowania ręcznego i zmechanizowanego. Nitowanie ręczne wykonuje się za pomocą młotka kwadratowego, podpory, naciągu i zagniatania (Rys. 71). Młotki dostępne są w wadze od 150 do 1000 g. Masę młotka dobiera się w zależności od średnicy trzonka nitu,
Podpora służy jako podpora dla łba nitu jednostronnego podczas nitowania, napinania - dla ściślejszej zbieżności nitowanych części stosuje się zagniatanie nadające odpowiedni kształt główce zamykającej nit.
Nitowanie zmechanizowane odbywa się za pomocą konstrukcji pneumatycznych. Pneumatyczny młotek do nitowania (rys. 72) działa na sprężone powietrze i jest wyzwalany za pomocą spustu. Po naciśnięciu spustu otwiera się zawór 9, a sprężone powietrze przepływające przez kanały do \u200b\u200blewej strony komory cylindra uruchamia wybijak, który uderza w zacisk.

Postać: 71. Narzędzia pomocnicze używane do nitowania:
1 - zagniatanie, 2 - wsparcie, 3 - rozciąganie
Po uderzeniu szpula zamyka dopływ powietrza do kanału 3, łącząc go z atmosferą, a sprężone powietrze kierowane jest kanałem 4 na prawą stronę komory lufy, natomiast perkusista jest wyrzucany z kanału 4, zamyka akcję gold-in, itp. Praca pneumatyczna wykonywana jest przez dwie osoby jeden nituje młotkiem, a drugi jest pomocnikiem.

Postać: 72. Nitownica pneumatyczna P-72
Proces nitowania jest następujący. W otwór wkłada się nit i mocuje łbem hipotecznym na wsporniku zamocowanym w imadle. Następnie na pręcie nitowym ustawia się napięcie. W głowicę napinacza uderza się młotkiem, w wyniku czego nitowane części zbliżają się do siebie.
Następnie zaczynają nitować pręt za pomocą uderzeń młotkiem, naprzemiennie wykonując uderzenia proste i ukośne bezpośrednio na pręt. W wyniku nitowania uzyskuje się łeb zamykający nit. Aby nadać główce zamykającej prawidłowy kształt, nakłada się na nią zagniatanie i uderzaniem młotkiem w zacisk, główka jest wykańczana, nadając jej właściwy kształt.
W przypadku nitów z łbem stożkowym otwór jest wstępnie obrobiony z pogłębieniem stożkowym. Nitować łeb stożkowy prostymi uderzeniami młotka skierowanymi dokładnie wzdłuż osi nitu.
Najczęstsze wady nitowania to: zagięcie trzonu nitu w otworze wynikające z bardzo dużej średnicy otworu; ugięcie materiału ze względu na małą średnicę otworu; przemieszczenie łba wkładki (otwór nawiercono ukośnie), zagięcie łba zamykającego wynikające z tego, że trzon nitu był bardzo długi lub wspornik nie był zamontowany wzdłuż osi nitu; podcięcie części (arkusza) ze względu na to, że otwór na zacisk był większy niż łeb nitu, pęknięcia na łbach nitu, które pojawiają się, gdy materiał, z którego wykonany jest nit, nie jest wystarczająco plastyczny.
Inżynieria bezpieczeństwa. Podczas nitowania należy przestrzegać następujących zasad bezpieczeństwa: młotek musi być bezpiecznie przymocowany do rękojeści; młoteczki, zaciski nie powinny mieć dziur, pęknięć, ponieważ mogą pęknąć podczas procesu nitowania i zranić odłamkami zarówno pracownika nitującego, jak i pracowników znajdujących się w pobliżu; podczas pracy z młotkiem pneumatycznym należy go wyregulować. Podczas regulacji nie próbuj przytrzymywać młotka rękoma za zacisk, ponieważ może to doprowadzić do poważnych obrażeń dłoni.
Wciskanie i wyciąganie
Podczas montażu i demontażu zespołów składających się z części stacjonarnych stosuje się operacje wciskania i prasowania wykonywane za pomocą pras i specjalnych ściągaczy.
Wyciskanie często odbywa się za pomocą ściągaczy śrubowych. Ściągacz do wyciskania tulei pokazano na rys. 73. Posiada zaczep, który jest obrotowo połączony z końcem śruby. Aby zamocować w nim wyciśniętą tuleję, uchwyt jest przechylany i wkładany do tulei.

Postać: 73. Ściągacz do tłoczenia tulei
Istnieją specjalne i uniwersalne ściągacze. Uniwersalne ściągacze mogą być używane do wyciskania części o różnych kształtach.
W warsztatach samochodowych do demontażu i montażu samochodów do wyciskania i wyciskania stosuje się prasy o różnych konstrukcjach: hydrauliczne (ryc. 74), regał stołowy, śruba ławki (ryc. 75, a, b). Stojak i śruba stołowa służą do wyciskania tulei, sworzni i innych małych części. Wyciskanie i wciskanie dużych elementów odbywa się za pomocą pras hydraulicznych.
Podczas wciskania i wyciskania za pomocą prasy hydraulicznej należy postępować w następujący sposób. Przede wszystkim, obracając uchwyt (patrz Rys. 74), montuje się stół podnoszący tak, aby dociskana lub prasowana część przechodziła swobodnie pod prętem i jest zabezpieczona kołkami.
Obracając kołem zamachowym, opuść trzpień do oporu wraz z częścią. Następnie za pomocą dźwigni uruchamiana jest pompa, która pompuje olej ze zbiornika do cylindra prasy. Pod ciśnieniem oleju tłok i połączony z nim drążek są opuszczane. Poruszając się, trzpień wciska (lub wypycha) część. Po zakończeniu pracy zawór jest otwierany i tłok unosi się wraz ze sprężyną wraz z tłoczyskiem. Olej z cylindra jest zawracany do zbiornika.

Postać: 74. Prasa hydrauliczna:
1 - stół podnoszący, 2 - uchwyt do podnoszenia stołu, 3 - rolki do nawijania linki, 4 - sprężyna podnosząca, 5 - manometr, 6 - siłownik, 7 - zawór spustowy, 8 - dźwignia pompy, 9 - zbiornik oleju, 10 - pręt , 11 - koło zamachowe, 12 - część wciskana, 13 - łoże

Postać: 75. Prasy mechaniczne:
a - stojak warsztatowy, 6 - śruba
We wszystkich przypadkach wciskania w celu ochrony powierzchni części przed uszkodzeniem i zacieraniem są one wstępnie oczyszczane z rdzy, zgorzeliny i smarowane olejem. Części przygotowane do prasowania muszą być wolne od wyszczerbień, rys i zadziorów.
Lutowanie
Lutowanie to metoda łączenia ze sobą części metalowych za pomocą specjalnych stopów zwanych lutami. Proces lutowania polega na tym, że elementy przeznaczone do lutowania nakłada się na siebie, podgrzewa do temperatury nieco wyższej od temperatury topnienia lutu, a pomiędzy nimi wprowadza się ciekły stopiony lut.
Aby uzyskać wysokiej jakości połączenie lutowane, powierzchnie części są oczyszczane z tlenków, smaru i brudu bezpośrednio przed lutowaniem, ponieważ stopiony lut nie zwilża zanieczyszczonych obszarów i nie rozlewa się po nich. Czyszczenie odbywa się metodami mechanicznymi i chemicznymi.
Powierzchnie przeznaczone do lutowania są najpierw oczyszczane mechanicznie z brudu, rdzy za pomocą pilnika lub skrobaka, a następnie odtłuszczane poprzez umycie w 10% roztworze sody kaustycznej lub w acetonie, benzynie, denaturacie.
Po odtłuszczeniu części myje się w kąpieli pod bieżącą wodą, a następnie wytrawia. Części mosiężne wytrawia się w kąpieli zawierającej 10% kwasu siarkowego i 5% kwasu chromowego; do trawienia elementów stalowych stosuje się 5-7% roztwór kwasu solnego. W temperaturze roztworu nie wyższej niż 40 ° C części g przetrzymuje się w nim przez 20 do 60 minut. ~~ Pod koniec wytrawiania części są dokładnie myte, najpierw w zimnej, a następnie w gorącej wodzie.
Przed przystąpieniem do lutowania część roboczą lutownicy oczyszcza się pilnikiem, a następnie cynuje (przykrywa warstwą cyny).
Podczas lutowania najczęściej stosuje się cynowo-ołowiowe, miedziano-cynkowe. Luty miedziane, srebrne i miedziano-fosforowe.
Aby wyeliminować szkodliwe działanie tlenków, stosuje się topniki, które topią i usuwają tlenki z lutowanych powierzchni oraz chronią je przed utlenianiem podczas procesu lutowania. Topnik dobierany jest zgodnie z właściwościami lutowanych metali i zastosowanych lutów.
Luty dzielimy na miękkie, twarde. Stal i stopy miedzi są lutowane miękkimi lutami. Części stalowe są cynowane przed miękkim lutowaniem. Tylko pod tym warunkiem zapewnione jest niezawodne połączenie lutowane.
Najczęściej spotykanymi lutami miękkimi są stopy cynowo-ołowiowe w gatunkach: POS-EO, POS-40, POS-ZO, POS-18. Luty są dostępne w postaci prętów, drutów, taśm i rur. Jako topniki przy lutowaniu miękkim, chlorek cynku, chlorek amonu (amoniak), kalafonia (przy lutowaniu miedzi i jej stopów), 10% wodny roztwór kwasu solnego (przy lutowaniu cynku i wyrobów ocynkowanych), stearyna (przy lutowaniu niskotopliwych stopów) prowadzić).
Do lutowania elementów krytycznych z żeliwa, stali, stopów miedzi, aluminium i jego stopów stosuje się stopy lutownicze, głównie miedź-cynk i srebro marek: PMTs-36, PMTs-48, PMTs-54, PSr12, PSr25, PSr45 (temperatura topnienia twardych stopów wynosi od 720 do 880 ° C).
Na przykład do lutowania aluminium i jego stopów stosuje się lut o następującym składzie: 17% cyny, 23%, cynku i 60% aluminium. Jako topniki stosuje się boraks, kwas borowy i ich mieszaniny. Podczas lutowania aluminium stosuje się topnik składający się z 30% roztworu mieszaniny alkoholi, która zawiera 90% chlorku cynku, 2% fluorku sodu, 8% chlorku glinu.
Podczas lutowania lutami stałymi części są mocowane w specjalnych urządzeniach w taki sposób, aby szczelina między częściami nie przekraczała 0,3 mm. Następnie na miejsce lutowania nakłada się topnik i lut, część jest podgrzewana do temperatury nieco wyższej niż temperatura topnienia lutowia. Roztopiony lut wypełnia lukę i tworzy mocne połączenie po schłodzeniu.
Utrzymanie samochodu