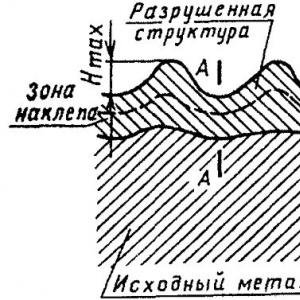
Azotowanie jonowe w próżni. azotowanie jonowe
Strona główna > DokumentMożliwości technologiczne azotowania jonowego we wzmacnianiu wyrobów ze stali konstrukcyjnych i narzędziowych
M. N. Bosyakov, S. V. Bondarenko, D. V. Zhuk, P. A. Matusevich
JV "Avicenna International", Republika Białoruś, Mińsk,
ul. Surganova, 2a, 220012, tel. +375 17 2355002
Azotowanie jonowo-plazmowe (IPA) to metoda obróbki chemiczno-termicznej wyrobów stalowych i żeliwnych o dużych możliwościach technologicznych, pozwalająca na uzyskanie warstw dyfuzyjnych o pożądanym składzie przy zastosowaniu różnych mediów gazowych, tj. proces nasycenia dyfuzyjnego jest kontrolowany i może być optymalizowany w zależności od specyficznych wymagań dotyczących głębokości warstwy i twardości powierzchni. Zakres temperatur azotowania jonowego jest szerszy niż azotowania gazowego i mieści się w zakresie 400-600 0 С. znacznie podwyższają ich właściwości użytkowe przy zachowaniu twardości rdzenia na poziomie 55-60 HRC. Obróbce hartowniczej metodą IPA poddawane są części i narzędzia niemal wszystkich gałęzi przemysłu (rys. 1).
Ryż. jeden. Zastosowanie azotowania jonowo-plazmowego do utwardzania różnych produktów
W wyniku IPA można poprawić następujące właściwości produktów: odporność na zużycie, wytrzymałość zmęczeniową, odporność na ekstremalne ciśnienie, odporność na ciepło i korozję. W porównaniu z szeroko stosowanymi metodami hartowania obróbki chemiczno-termicznej elementów stalowych, takimi jak nawęglanie, węgloazotowanie, cyjanizacja i azotowanie gazowe w piecach, metoda IPA ma następujące główne zalety:
- wyższa twardość powierzchni części azotowanych; brak deformacji części po obróbce i wysokie wykończenie powierzchni; zwiększenie granicy wytrzymałości i zwiększenie odporności na zużycie obrabianych części; niższa temperatura obróbki, dzięki której w stali nie dochodzi do przekształceń strukturalnych; możliwość przetwarzania głuchych i przelotowych; zachowanie twardości warstwy azotowanej po podgrzaniu do 600-650 С; możliwość uzyskania warstw o danej kompozycji; możliwość przetwarzania produktów o nieograniczonych rozmiarach i kształtach; brak zanieczyszczenia środowiska; poprawa kultury produkcji; kilkukrotne obniżenie kosztów przetwarzania.
- skrócenie czasu przetwarzania od 2 do 5 razy, zarówno poprzez skrócenie czasu nagrzewania i chłodzenia wsadu, jak i skrócenie czasu przetrzymywania izotermy; zmniejszenie kruchości utwardzonej warstwy; zmniejszenie zużycia gazów roboczych o 20-100 razy; zmniejszenie zużycia energii elektrycznej o 1,5-3 razy; wyłączenie operacji depasywacji; redukcja odkształceń tak, aby wykluczyć szlifowanie wykańczające; prostota i niezawodność ochrony ekranu przed azotowaniem powierzchni nieutwardzonych; poprawa warunków sanitarno-higienicznych produkcji; pełna zgodność technologii ze wszystkimi współczesnymi wymogami ochrony środowiska.
- wykluczyć deformacje; wydłużyć żywotność azotowanej powierzchni o 2-5 razy.
|
|

Ryż. 2. Rozkład mikrotwardości na głębokości warstwy azotowanej dla trzech próbek zlokalizowanych w różnych miejscach klatki.
a, c - przekładnia o wadze 10,1 kg, 51 sztuk, st - 40X, moduł 4,5, ekspozycja 16 godzin, T = 530 0 С;
b, d - przekładnia o wadze 45 kg, 11 szt., st - 38KhN3MFA, moduł 3,25 (pierścień zewnętrzny)
i 7 mm (korona wewnętrzna), ekspozycja 16 godz., Т=555 0 С.
azotowanie jonowe– skuteczna metoda obróbki hartowniczej elementów wykonanych z stale konstrukcyjne stopowe koła zębate, koła zębate, wały zębate, wały, koła zębate czołowe, stożkowe i walcowe, sprzęgła, wały zębate o złożonej konfiguracji geometrycznej itp. wały itp.) o niskiej i średniej dokładności, które nie wymagają późniejszego szlifowania. Te rodzaje obróbki cieplnej nie są ekonomicznie wykonalne w produkcji średnio i nisko obciążonych części o wysokiej precyzji, ponieważ przy tej obróbce obserwuje się znaczne wypaczenie i wymagane jest późniejsze szlifowanie. W związku z tym podczas szlifowania konieczne jest usunięcie znacznej grubości utwardzonej warstwy. IPA może znacznie zmniejszyć wypaczenie i deformację części przy zachowaniu chropowatości powierzchni w zakresie Ra = 0,63 ... 1,2 µm, co pozwala w zdecydowanej większości przypadków stosować IPA jako obróbkę wykańczającą. Stosowane w przemyśle obrabiarkowym azotowanie jonowe kół zębatych znacząco obniża charakterystykę hałasu obrabiarek, zwiększając tym samym ich konkurencyjność na rynku. IPA jest najbardziej efektywny podczas obróbki podobnych części wielkogabarytowych: kół zębatych, wałów, osi, wałów zębatych, kół zębatych wałowych itp. Przekładnie azotowane plazmowo mają lepszą stabilność wymiarową w porównaniu do kół zębatych nawęglanych i mogą być stosowane bez dodatkowej obróbki. Jednocześnie nośność powierzchni bocznej i wytrzymałość podstawy zęba, uzyskana za pomocą azotowania plazmowego, odpowiadają przekładniom nawęglanym (tab. 1).
Tabela 1
Charakterystyki wytrzymałości zmęczeniowej stali w zależności od metod hartowania kół zębatych
| Rodzaj stali | Rodzaj przetwarzania | Granica wytrzymałości na zginanie, MPa | Graniczna wytrzymałość powierzchniowa kontaktu, MPa | Twardość powierzchni bocznej zęba, HV |
| stopowy | hartowanie | |||
| Ulepszone (40X, 40XH, 40XFA, 40XH2MA, 40XMFA, 38XM, 38XH3MFA, 38X2H2MFA, 30X2NM itp.) | Azotowanie | |||
| Znormalizowane | Hartowanie plazmowe lub indukcyjne | |||
| Specjalnie azotowany (38HMYUA, 38H2MYUA, 35HYUA, 38HVFYUA, 30H3MF itd.) | Azotowanie | |||
| stopowy | Nawęglanie i Azotonawęglanie |
|
|
|


Ryż. 3. Rozkład mikrotwardości na głębokość warstwy azotowanej dla różnych stali
Optymalizacja właściwości warstwy utwardzonej jest zdeterminowana połączeniem właściwości materiału bazowego (twardość rdzenia) oraz parametrów warstwy azotowanej. Charakter obciążenia determinuje głębokość warstwy dyfuzyjnej, rodzaj i grubość warstwy azotku:
- zużycie - g'- lub e-warstwa; obciążenie dynamiczne - ograniczona grubość warstwy azotkowej lub jej brak; korozja - e-warstwa.
|
|

Ryż. 4. Rozkład mikrotwardości na głębokość azotowanej warstwy stali 40Kh
1, 3, 5 - proces jednoetapowy;
2.4 - dwuetapowy proces według treścin 2 w mieszaninie roboczej
1,2 – T=530 0 C, T=16 godzin; 3-T=560 0 C, T=16 godzin;
4 – T=555 0 C, T\u003d 15 godzin, 5 - T \u003d 460 0 C, t = 16 godzin
|
|
|


Ryż. 5. Rozprzestrzenianie się mikrotwardości na głębokości warstwy azotowanej
dla stali 40Kh (a) i 38KhNZMFA (b) dla procesów seryjnych.
Azotowanie jonowe jest powszechnie znane jako jedna ze skutecznych metod zwiększania odporności na zużycie narzędzi skrawających wykonanych z stale szybkotnące gatunki R6M5, R18, R6M5K5, R12F4K5 itp. Azotowanie zwiększa odporność narzędzia na zużycie i jego odporność na ciepło. Azotowana powierzchnia narzędzia, charakteryzująca się obniżonym współczynnikiem tarcia i poprawionymi właściwościami przeciwciernymi, zapewnia łatwiejsze odprowadzanie wiórów, a także zapobiega ich przywieraniu do krawędzi skrawających i tworzeniu się otworów ścieralnych, co umożliwia zwiększenie prędkość posuwu i cięcia. Optymalną strukturą azotowanej stali szybkotnącej jest martenzyt wysokoazotowy, który nie zawiera nadmiaru azotków. Strukturę tę zapewnia nasycenie powierzchni narzędzia azotem w temperaturze 480-520 0 C podczas krótkotrwałego azotowania (do 1 godziny). W tym przypadku powstaje utwardzona warstwa o głębokości 20-40 μm o mikrotwardości powierzchni 1000-1200 HV0,5 przy twardości rdzenia 800-900 HV (rys. 6) i trwałości narzędzia po azotowaniu jonowym wzrasta 2–8 razy w zależności od rodzaju i rodzaju przetwarzanego materiału.
|
|
|


Ryż. 6. Struktura azotowanej warstwy stali R6M5 (a) i rozkład mikrotwardości na głębokości warstwy (b).
Główną zaletą azotowania jonowego narzędzia jest możliwość uzyskania jedynie warstwy utwardzanej dyfuzyjnie lub warstwy z jednofazowym azotkiem Fe 4 N (faza ') na powierzchni, w przeciwieństwie do klasycznego azotowania gazowego w amoniaku, gdzie warstwa azotku składa się z dwóch faz - '+ , która jest źródłem naprężeń wewnętrznych na granicy faz i powoduje kruchość i złuszczanie utwardzonej warstwy podczas eksploatacji. Azotowanie jonowe jest również jedną z głównych metod zwiększania trwałości. narzędzia do tłoczenia i sprzęt do formowania wtryskowego, ze stali 5KhNM, 4Kh5MFS, 3Kh2V8, 4Kh5V2FS, 4Kh4VMFS, 38Kh2MYUA, Kh12, Kh12M, Kh12F1. W wyniku azotowania jonowego można poprawić następujące właściwości produktów:
- Matryce kuźnicze do tłoczenia na gorąco oraz formy do odlewania metali i stopów - zwiększona odporność na zużycie, zmniejszone przywieranie metalu. Formy do odlewania ciśnieniowego aluminium - azotowana warstwa zapobiega przywieraniu metalu w obszarze strumienia cieczy, a proces napełniania formy jest mniej turbulentny, co wydłuża żywotność form, a odlew jest wyższej jakości.
Tabela 2.
Charakterystyka stali stopowych po azotowaniu jonowo-plazmowym.
| gatunek stali | Twardość sercamiwina | Temperatura procesu 0 Z | Charakterystyka warstwy | Rodzaj zalecanej warstwy łączącej |
||
| Głębokość, mm | telewizja, HV 1 | Grubość warstwy złożonej, |
||||
| Stale do obróbki na gorąco |
||||||
| Stale do obróbki na zimno |
||||||
Polityka prywatności
Data wejścia w życie: 22 października 2018 r.
Ionitech Sp. („nas”, „my” lub „nasz”) obsługuje https://www..
Ta strona informuje Cię o naszych zasadach dotyczących gromadzenia, wykorzystywania i ujawniania danych osobowych podczas korzystania z naszej Usługi oraz o dokonanych przez Ciebie wyborach związanych z tymi danymi.
Wykorzystujemy Twoje dane w celu świadczenia i ulepszania Usługi. Korzystając z Usługi, zgadzasz się na zbieranie i wykorzystywanie informacji zgodnie z niniejszą polityką. O ile w niniejszej Polityce Prywatności nie określono inaczej, terminy użyte w niniejszej Polityce Prywatności mają takie samo znaczenie jak w naszym Regulaminie, dostępnym pod adresem https://www.website/
Gromadzenie i wykorzystywanie informacji
Zbieramy kilka różnych rodzajów informacji w różnych celach, aby świadczyć i ulepszać naszą Usługę.
Rodzaje gromadzonych danych
dane osobiste
Podczas korzystania z naszej Usługi możemy poprosić Cię o podanie nam pewnych danych osobowych, które mogą posłużyć do skontaktowania się z Tobą lub zidentyfikowania Ciebie („Dane Osobowe”). Informacje umożliwiające identyfikację osoby mogą obejmować między innymi:
- Pliki cookie i dane dotyczące użytkowania
Dane użytkowania
Możemy również zbierać informacje o sposobie uzyskiwania dostępu do Usługi i korzystania z niej („Dane o użytkowaniu”). Te dane dotyczące użytkowania mogą zawierać takie informacje, jak adres protokołu internetowego komputera (np. adres IP), typ przeglądarki, wersja przeglądarki, strony naszego Serwisu, które odwiedzasz, godzina i data wizyty, czas spędzony na tych stronach , niepowtarzalne identyfikatory urządzeń i inne dane diagnostyczne.
Śledzenie i dane plików cookie
Używamy plików cookie i podobnych technologii śledzenia, aby śledzić aktywność w naszym Serwisie i przechowywać określone informacje.
Pliki cookie to pliki z niewielką ilością danych, które mogą zawierać anonimowy unikalny identyfikator. Pliki cookie są wysyłane do Twojej przeglądarki ze strony internetowej i przechowywane na Twoim urządzeniu. Stosowane technologie śledzenia to również sygnały nawigacyjne, znaczniki i skrypty do zbierania i śledzenia informacji oraz do ulepszania i analizowania naszej Usługi.
Możesz poinstruować swoją przeglądarkę, aby odrzucała wszystkie pliki cookie lub wskazywała, kiedy plik cookie jest wysyłany. Jeśli jednak nie zaakceptujesz plików cookie, możesz nie być w stanie korzystać z niektórych części naszej Usługi.
Przykłady plików cookie, których używamy:
- sesyjne pliki cookie. Używamy plików cookie sesji do obsługi naszego Serwisu.
- Pliki cookie preferencji. Używamy plików cookie preferencji, aby zapamiętać Twoje preferencje i różne ustawienia.
- pliki cookie bezpieczeństwa. Używamy plików cookie bezpieczeństwa do celów bezpieczeństwa.
Wykorzystanie danych
Ionitech Sp. wykorzystuje zebrane dane do różnych celów:
- W celu świadczenia i utrzymania Usługi
- Aby powiadomić Cię o zmianach w naszej Usłudze
- Aby umożliwić Ci udział w interaktywnych funkcjach naszej Usługi, jeśli zdecydujesz się to zrobić
- Aby zapewnić obsługę klienta i wsparcie
- Dostarczanie analiz lub cennych informacji, abyśmy mogli ulepszyć Usługę
- Aby monitorować korzystanie z Usługi
- Wykrywanie, zapobieganie i rozwiązywanie problemów technicznych
Transfer danych
Twoje informacje, w tym dane osobowe, mogą być przekazywane i przechowywane na komputerach znajdujących się poza Twoim stanem, prowincją, krajem lub inną jurysdykcją rządową, gdzie przepisy dotyczące ochrony danych mogą różnić się od tych obowiązujących w Twojej jurysdykcji.
Jeśli znajdujesz się poza Bułgarią i zdecydujesz się przekazać nam informacje, pamiętaj, że przekazujemy dane, w tym dane osobowe, do Bułgarii i tam je przetwarzamy.
Twoja zgoda na niniejszą Politykę prywatności, a następnie przesłanie takich informacji oznacza zgodę na to przeniesienie.
Ionitech Sp. podejmie wszelkie uzasadnione kroki, aby zapewnić, że Twoje dane są traktowane w sposób bezpieczny i zgodnie z niniejszą Polityką prywatności, a żadne przekazywanie Twoich danych osobowych nie będzie miało miejsca do organizacji lub kraju, chyba że zostaną wprowadzone odpowiednie kontrole, w tym bezpieczeństwo Twoich danych i inne dane osobowe.
Ujawnianie danych
Wymogi prawne
Ionitech Sp. może ujawnić Twoje Dane Osobowe w dobrej wierze, że takie działanie jest niezbędne do:
- Aby spełnić obowiązek prawny
- Ochrona i obrona praw lub własności Ionitech Ltd.
- Aby zapobiec lub zbadać ewentualne nadużycia w związku z Usługą
- W celu ochrony bezpieczeństwa osobistego użytkowników Serwisu lub społeczeństwa
- Aby chronić się przed odpowiedzialnością prawną
Bezpieczeństwo danych
Bezpieczeństwo Twoich danych jest dla nas ważne, ale pamiętaj, że żadna metoda transmisji przez Internet, ani metoda elektronicznego przechowywania nie jest w 100% bezpieczna. Chociaż staramy się wykorzystywać komercyjnie akceptowalne środki ochrony Twoich danych osobowych, nie możemy zagwarantować ich absolutnego bezpieczeństwa.
Usługodawcy
Możemy firmom zewnętrznym i osobom fizycznym ułatwiać naszą Usługę („Usługodawcy”), świadczyć Usługę w naszym imieniu, świadczyć usługi związane z Usługą lub pomagać nam w analizie sposobu korzystania z naszej Usługi.
Te osoby trzecie mają dostęp do Twoich danych osobowych wyłącznie w celu wykonywania tych zadań w naszym imieniu i są zobowiązane do nieujawniania ich ani nie wykorzystywania w żadnym innym celu.
Analityka
Możemy korzystać z usług zewnętrznych dostawców usług w celu monitorowania i analizowania korzystania z naszej Usługi.
Google Analytics
Google Analytics to usługa analityki internetowej oferowana przez Google, która śledzi i raportuje ruch w witrynie. Google wykorzystuje zebrane dane do śledzenia i monitorowania korzystania z naszej Usługi. Te dane są udostępniane innym usługom Google. Google może wykorzystywać zebrane dane do kontekstualizowania i personalizowania reklam własnej sieci reklamowej.
Możesz zrezygnować z udostępniania swojej aktywności w Usłudze Google Analytics, instalując dodatek do przeglądarki blokujący Google Analytics. Dodatek uniemożliwia Google Analytics JavaScript (ga.js, analytics.js i dc.js) udostępnianie Google Analytics informacji o aktywności odwiedzin.
Aby uzyskać więcej informacji na temat praktyk Google dotyczących prywatności, odwiedź stronę internetową Google Prywatność i warunki: https://policies.google.com/privacy?hl=en
Linki do innych stron
Nasz Serwis może zawierać linki do innych stron, które nie są przez nas obsługiwane. Jeśli klikniesz na link strony trzeciej, zostaniesz przekierowany do strony tej strony.Zdecydowanie zalecamy zapoznanie się z Polityką prywatności każdej odwiedzanej strony.
Nie mamy kontroli nad treścią, polityką prywatności ani praktykami witryn lub usług stron trzecich i nie ponosimy za nie odpowiedzialności.
Prywatność dzieci
Nasza Usługa nie jest skierowana do osób poniżej 18 roku życia („Dzieci”).
Nie gromadzimy świadomie danych osobowych od osób poniżej 18 roku życia. Jeśli jesteś rodzicem lub opiekunem i zdajesz sobie sprawę, że Twoje Dzieci przekazały nam Dane Osobowe, skontaktuj się z nami. Jeśli dowiemy się, że zebraliśmy Dane Osobowe od dzieci bez weryfikacji zgody rodziców, podejmujemy kroki w celu usunięcia tych informacji z naszych serwerów.
Zmiany w niniejszej Polityce prywatności
Od czasu do czasu możemy aktualizować naszą Politykę prywatności. Powiadomimy Cię o wszelkich zmianach, publikując nową Politykę prywatności na tej stronie.
Powiadomimy Cię za pośrednictwem poczty e-mail i/lub widocznego powiadomienia w naszej Usłudze, zanim zmiana wejdzie w życie i zaktualizujemy „datę wejścia w życie” u góry niniejszej Polityki prywatności.
Zaleca się okresowe przeglądanie niniejszej Polityki prywatności pod kątem wszelkich zmian. Zmiany w niniejszej Polityce prywatności wchodzą w życie z chwilą ich opublikowania na tej stronie.
Skontaktuj się z nami
W przypadku jakichkolwiek pytań dotyczących niniejszej Polityki prywatności prosimy o kontakt:
- E-mailem:
Azotowanie jonowo-plazmowe (IPA) to nowoczesna hartownicza metoda obróbki chemiczno-termicznej wyrobów wykonanych z żeliwa, stali węglowych, stopowych i narzędziowych, stopów tytanu, cermetali, materiałów proszkowych. Wysoką wydajność technologii uzyskuje się poprzez zastosowanie różnych mediów gazowych, które wpływają na tworzenie warstwy dyfuzyjnej o różnym składzie, w zależności od specyficznych wymagań dotyczących jej głębokości i twardości powierzchni.
Azotowanie metodą jonowo-plazmową ma zastosowanie do obróbki części obciążonych pracujących w agresywnych środowiskach, które podlegają tarciu i korozji chemicznej, dlatego znajduje szerokie zastosowanie w przemyśle maszynowym, w tym budowy maszyn, przemyśle samochodowym, lotniczym, a także w sektory naftowy i gazowy, paliwowo-energetyczny i wydobywczy, produkcja narzędziowa i wysokoprecyzyjna.
W procesie obróbki powierzchni poprzez azotowanie jonowe polepszane są właściwości powierzchni metali oraz niezawodność eksploatacyjna krytycznych części maszyn, silników, obrabiarek, hydrauliki, mechaniki precyzyjnej i innych wyrobów: wytrzymałość zmęczeniowa i kontaktowa, twardość powierzchni oraz odporność na wzrost pękania, odporność na zużycie i rozdarcie, odporność na ciepło i korozję.
Zalety azotowania jonowo-plazmowego
Technologia IPA ma szereg niezaprzeczalnych zalet, z których główną jest stabilna jakość przetwarzania przy minimalnym rozkładzie właściwości. Kontrolowany proces dyfuzyjnego nasycania gazu i nagrzewania zapewnia jednorodną powłokę o wysokiej jakości, o określonym składzie fazowym i strukturze.
- Wysoka twardość powierzchni części azotowanych.
- Brak deformacji części po obróbce i wysokie wykończenie powierzchni.
- Skrócenie czasu obróbki stali o 3-5 razy, stopów tytanu o 5-10 razy.
- Zwiększenie eksploatacji powierzchni azotowanej 2-5-krotnie.
- Możliwość obróbki otworów ślepych i przelotowych.
Reżim niskotemperaturowy wyklucza przekształcenia strukturalne stali, zmniejsza prawdopodobieństwo uszkodzeń zmęczeniowych i uszkodzeń oraz pozwala na dowolne chłodzenie bez ryzyka martenzytu. Obróbka w temperaturach poniżej 500 °C jest szczególnie skuteczna w przypadku hartowania produktów wykonanych ze stali narzędziowych, szybkotnących i maraging: ich właściwości użytkowe wzrastają bez zmiany twardości rdzenia (55-60 HRC).
Przyjazna środowisku metoda azotowania jonowo-plazmowego zapobiega odkształceniom i deformacjom detali przy zachowaniu początkowej chropowatości powierzchni w granicach Ra = 0,63...1,2 mikrona - dlatego technologia IPA jest skuteczna jako obróbka wykańczająca.
Proces technologii
Instalacje do IPA pracują w rozrzedzonej atmosferze pod ciśnieniem 0,5-10 mbar. Zjonizowana mieszanina gazów jest podawana do komory, która działa na zasadzie układu katoda-anoda. Pomiędzy obrabianym przedmiotem a ściankami komory próżniowej powstaje impulsowe wyładowanie jarzeniowe. Powstający pod jego wpływem ośrodek aktywny, składający się z naładowanych jonów, atomów i cząsteczek, tworzy na powierzchni produktu warstwę azotowaną.
Skład czynnika nasycającego, temperatura i czas trwania procesu wpływają na głębokość penetracji azotków, powodując znaczny wzrost twardości warstwy wierzchniej wyrobów.
Azotowanie jonowe części
Azotowanie jonowe znajduje szerokie zastosowanie do hartowania części maszyn, narzędzi roboczych i urządzeń technologicznych o nieograniczonych rozmiarach i kształtach: wieńce zębate, wały korbowe i wałki rozrządu, koła zębate stożkowe i walcowe, wytłaczarki, sprzęgła o skomplikowanej konfiguracji geometrycznej, śruby, narzędzia skrawające i wiercące, trzpienie, matryce i stemple do tłoczenia, formy.
W przypadku wielu produktów (koła zębate o dużej średnicy do ciężkich pojazdów, koparek itp.) IPA jest jedynym sposobem na uzyskanie gotowych produktów z minimalnym odsetkiem odrzutów.
Właściwości produktów po utwardzeniu IPA
Hartowanie kół zębatych poprzez azotowanie jonowe zwiększa granicę wytrzymałości zębów podczas prób zmęczeniowych zginania do 930 MPa, znacznie obniża charakterystykę hałasu obrabiarek oraz zwiększa ich konkurencyjność na rynku.
Technologia azotowania jonowo-plazmowego jest szeroko stosowana do utwardzania warstwy powierzchniowej form stosowanych w formowaniu wtryskowym: warstwa azotowana zapobiega przywieraniu metalu w strefie zasilania strumieniem cieczy, a proces napełniania formy staje się mniej turbulentny, co wydłuża żywotność form i zapewnia wysoka jakość odlewy.
Azotowanie jonowo-plazmowe zwiększa 4-krotnie lub więcej odporność na zużycie narzędzi do tłoczenia i cięcia wykonanych ze stali R6M5, R18, R6M5K5, R12F4K5 i innych, przy jednoczesnym zwiększeniu warunków skrawania. Azotowana powierzchnia narzędzia, dzięki zmniejszonemu współczynnikowi tarcia, zapewnia łatwiejsze odprowadzanie wiórów, a także zapobiega ich przywieraniu do krawędzi skrawających, co pozwala na zwiększenie posuwu i prędkości skrawania.
Firma Ionmet świadczy usługi hartowania powierzchniowego materiałów konstrukcyjnych różnego rodzaju części i narzędzi metodą azotowania jonowo-plazmowego - odpowiednio dobrany tryb pozwoli na osiągnięcie wymaganych wskaźników technicznych twardości i głębokości warstwy azotowanej oraz zapewni wysokie właściwości konsumenckie produktów.
- Utwardzanie warstwy wierzchniej kół zębatych drobno i wielkomodułowych, wałów korbowych i wałków rozrządu, prowadnic, tulei, tulei, śrub, cylindrów, form, osi itp.
- Zwiększenie odporności na obciążenia cykliczne i pulsacyjne wałów korbowych i wałków rozrządu, popychaczy, zaworów, kół zębatych itp.
- Poprawa odporności na zużycie i korozję, redukcja przywierania metalu podczas odlewania form, matryc prasowych i młotkowych, stempli do głębokiego tłoczenia, matryc.
Proces azotowania odbywa się w nowoczesnych zautomatyzowanych instalacjach:
- stół Ø 500 mm, wysokość 480 mm;
- Stół Ø 1000 mm, wysokość 1400 mm.
W celu wyjaśnienia pełnej gamy produktów do obróbki hartowniczej, a także możliwości azotowania elementów wielkogabarytowych o złożonej geometrii prosimy o kontakt ze specjalistami Ionmet. Aby określić warunki techniczne azotowania i nawiązać współpracę prześlij nam rysunek, określ gatunek stali i orientacyjną technologię wykonania części.
Hartowanie jonowo-plazmowe Próżniowe metody jonowo-plazmowe utwardzania powierzchni części obejmują następujące procesy: generowanie (tworzenie) przepływu korpuskularnego materii; jego aktywacja, przyspieszenie i skupienie; ; kondensacja i wnikanie w powierzchnię części (podłoża). Wytwarzanie: korpuskularny przepływ materii jest możliwy dzięki jej odparowaniu (sublimacji) i rozpyleniu. Odparowanie: przejście fazy skondensowanej w parę odbywa się w wyniku dostarczenia energii cieplnej do odparowanej substancji. Ciała stałe zwykle topią się po podgrzaniu, a następnie zamieniają się w stan gazowy. Niektóre substancje przechodzą w stan gazowy z pominięciem fazy ciekłej. Ten proces nazywa się sublimacją. .
 Wykorzystując metody próżniowej technologii jonowo-plazmowej możliwe jest wykonanie: 1) modyfikacji warstw powierzchniowych: nasycania jonowo-dyfuzyjnego; (azotowanie jonowe, nawęglanie, borowanie itp.); trawienie jonowe (plazmowe) (czyszczenie); implantacja jonów (implementacja); wyżarzanie jarzeniowe; CTO w środowisku niesamodzielnego wyładowania; 2) powłoka: polimeryzacja z wyładowaniem jarzeniowym; osadzanie jonów (system napylania triodowego, system napylania diodowego, wykorzystujący wyładowanie w wydrążonej katodzie); odparowanie łuku elektrycznego; metoda klastrów jonowych; rozpylanie katodowe (prąd stały, wysoka częstotliwość); osadzanie chemiczne w plazmie wyładowania jarzeniowego.
Wykorzystując metody próżniowej technologii jonowo-plazmowej możliwe jest wykonanie: 1) modyfikacji warstw powierzchniowych: nasycania jonowo-dyfuzyjnego; (azotowanie jonowe, nawęglanie, borowanie itp.); trawienie jonowe (plazmowe) (czyszczenie); implantacja jonów (implementacja); wyżarzanie jarzeniowe; CTO w środowisku niesamodzielnego wyładowania; 2) powłoka: polimeryzacja z wyładowaniem jarzeniowym; osadzanie jonów (system napylania triodowego, system napylania diodowego, wykorzystujący wyładowanie w wydrążonej katodzie); odparowanie łuku elektrycznego; metoda klastrów jonowych; rozpylanie katodowe (prąd stały, wysoka częstotliwość); osadzanie chemiczne w plazmie wyładowania jarzeniowego.
 Zalety próżniowych metod utwardzania jonowo-plazmowego wysoka przyczepność powłoki do podłoża; równomierność grubości powłoki na dużej powierzchni; zmienność składu powłoki w szerokim zakresie, w ramach jednego cyklu technologicznego; uzyskanie wysokiej czystości powierzchni powłoki; czystość środowiskowa cyklu produkcyjnego.
Zalety próżniowych metod utwardzania jonowo-plazmowego wysoka przyczepność powłoki do podłoża; równomierność grubości powłoki na dużej powierzchni; zmienność składu powłoki w szerokim zakresie, w ramach jednego cyklu technologicznego; uzyskanie wysokiej czystości powierzchni powłoki; czystość środowiskowa cyklu produkcyjnego.
 Napylanie jonowe Napylanie jonowe dzieli się na dwie grupy: napylanie plazmoniczne, w którym celem jest plazma wyładowania gazowego wytworzona przez jarzenie, łuk i wyładowanie o wysokiej częstotliwości. Rozpylanie następuje w wyniku bombardowania celu jonami wyekstrahowanymi z plazmy; źródła autonomiczne bez ogniskowania iz ogniskowaniem wiązek jonów bombardujących cel.
Napylanie jonowe Napylanie jonowe dzieli się na dwie grupy: napylanie plazmoniczne, w którym celem jest plazma wyładowania gazowego wytworzona przez jarzenie, łuk i wyładowanie o wysokiej częstotliwości. Rozpylanie następuje w wyniku bombardowania celu jonami wyekstrahowanymi z plazmy; źródła autonomiczne bez ogniskowania iz ogniskowaniem wiązek jonów bombardujących cel.
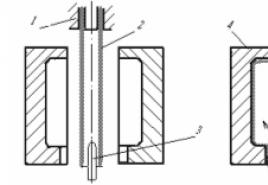
 Główny system natryskowy 1 - komorowy; 2 - uchwyt na podłoże; 3 - szczegóły (podłoża); 4 - cel; 5 - katoda; 6 - ekran; 7 - dostawa gazu roboczego; 8 - zasilanie; 9 - wypompowywanie.
Główny system natryskowy 1 - komorowy; 2 - uchwyt na podłoże; 3 - szczegóły (podłoża); 4 - cel; 5 - katoda; 6 - ekran; 7 - dostawa gazu roboczego; 8 - zasilanie; 9 - wypompowywanie.
 CTO w środowisku wyładowania jarzeniowego Instalacje dyfuzyjne z wyładowaniem jarzeniowym są wykorzystywane do azotowania, nawęglania, silikonowania i innych rodzajów CTO z fazy gazowej. Głębokość warstwy dyfuzyjnej sięga kilku milimetrów przy równomiernym nasyceniu całej powierzchni produktu. Proces odbywa się przy obniżonym ciśnieniu 10 -1 - 10 -3 Pa, co zapewnia istnienie wyładowania jarzeniowego. Zalety stosowania wyładowań jarzeniowych: wysoka wydajność energetyczna (zużycie tylko na jonizację gazu i nagrzewanie części); skrócenie czasu trwania procesu dzięki szybkiemu nagrzewaniu do temperatury nasycenia; wzrost aktywności ośrodka gazowego i warstwy powierzchniowej; możliwość otrzymywania powłok z metali ogniotrwałych, stopów i związków chemicznych. Wady procesu: niskie ciśnienie w komorze (10 -1 Pa), niska wydajność, praca wsadowa, niemożność obróbki długich produktów (np. rur), znaczny pobór mocy, wysoki koszt instalacji.
CTO w środowisku wyładowania jarzeniowego Instalacje dyfuzyjne z wyładowaniem jarzeniowym są wykorzystywane do azotowania, nawęglania, silikonowania i innych rodzajów CTO z fazy gazowej. Głębokość warstwy dyfuzyjnej sięga kilku milimetrów przy równomiernym nasyceniu całej powierzchni produktu. Proces odbywa się przy obniżonym ciśnieniu 10 -1 - 10 -3 Pa, co zapewnia istnienie wyładowania jarzeniowego. Zalety stosowania wyładowań jarzeniowych: wysoka wydajność energetyczna (zużycie tylko na jonizację gazu i nagrzewanie części); skrócenie czasu trwania procesu dzięki szybkiemu nagrzewaniu do temperatury nasycenia; wzrost aktywności ośrodka gazowego i warstwy powierzchniowej; możliwość otrzymywania powłok z metali ogniotrwałych, stopów i związków chemicznych. Wady procesu: niskie ciśnienie w komorze (10 -1 Pa), niska wydajność, praca wsadowa, niemożność obróbki długich produktów (np. rur), znaczny pobór mocy, wysoki koszt instalacji.
 Nasycenie dyfuzyjne jonów Przewaga nad konwencjonalnym azotowaniem gazowym: skrócenie czasu cyklu o 3-5 razy; zmniejszenie deformacji części o 3-5 razy; możliwość prowadzenia kontrolowanych procesów azotowania w celu uzyskania warstw o zadanym składzie i strukturze; możliwość obniżenia temperatury procesu azotowania do 350-400°C, co pozwala uniknąć zmiękczenia materiałów rdzenia wyrobów; zmniejszenie kruchości warstwy i zwiększenie jej właściwości użytkowych; łatwość ochrony poszczególnych sekcji części przed azotowaniem; eliminacja niebezpieczeństwa wybuchu pieca; zmniejszenie jednostkowego zużycia energii elektrycznej 1,5-2 razy i gazu roboczego 30-50 razy; poprawa warunków pracy pracowników termicznych. Wady: niemożność przyspieszenia procesu poprzez zwiększenie gęstości strumienia jonów, ponieważ w wyniku przegrzania części zmniejsza się twardość powierzchni; intensyfikacja procesu azotowania jonowego; zastosowanie pola magnetycznego w celu zwiększenia gęstości prądu i zmniejszenia ciśnienia gazu; poprzez wytworzenie powierzchni części o danej wadliwości (wstępne odkształcenie plastyczne, obróbka cieplna).
Nasycenie dyfuzyjne jonów Przewaga nad konwencjonalnym azotowaniem gazowym: skrócenie czasu cyklu o 3-5 razy; zmniejszenie deformacji części o 3-5 razy; możliwość prowadzenia kontrolowanych procesów azotowania w celu uzyskania warstw o zadanym składzie i strukturze; możliwość obniżenia temperatury procesu azotowania do 350-400°C, co pozwala uniknąć zmiękczenia materiałów rdzenia wyrobów; zmniejszenie kruchości warstwy i zwiększenie jej właściwości użytkowych; łatwość ochrony poszczególnych sekcji części przed azotowaniem; eliminacja niebezpieczeństwa wybuchu pieca; zmniejszenie jednostkowego zużycia energii elektrycznej 1,5-2 razy i gazu roboczego 30-50 razy; poprawa warunków pracy pracowników termicznych. Wady: niemożność przyspieszenia procesu poprzez zwiększenie gęstości strumienia jonów, ponieważ w wyniku przegrzania części zmniejsza się twardość powierzchni; intensyfikacja procesu azotowania jonowego; zastosowanie pola magnetycznego w celu zwiększenia gęstości prądu i zmniejszenia ciśnienia gazu; poprzez wytworzenie powierzchni części o danej wadliwości (wstępne odkształcenie plastyczne, obróbka cieplna).
 Jednostka nawęglania jonowego EVT
Jednostka nawęglania jonowego EVT
 Cementowanie jonowe Cementowanie jonowe tworzy wysoki gradient stężenia węgla w warstwie granicznej. Szybkość narastania nawęglonej warstwy materiału wynosi 0,4…0,6 mm/h, czyli jest 3…5 razy większa niż w przypadku innych metod nawęglania. Czas cementowania jonów w celu uzyskania warstwy o grubości 1 ... 1,2 mm zmniejsza się do 2 ... 3 godzin. Ze względu na niskie zużycie gazów, energii elektrycznej oraz krótki czas przetwarzania koszty produkcji zmniejszają się 4…5 razy. Do zalet technologicznych nawęglania jonowego należy wysoka równomierność nawęglania, brak utleniania zewnętrznego i wewnętrznego oraz zmniejszenie wypaczania się części. Objętość obróbki zmniejszona o 30%, liczba operacji technologicznych zmniejszona o 40%, czas trwania cyklu obróbki skrócony o 50%.
Cementowanie jonowe Cementowanie jonowe tworzy wysoki gradient stężenia węgla w warstwie granicznej. Szybkość narastania nawęglonej warstwy materiału wynosi 0,4…0,6 mm/h, czyli jest 3…5 razy większa niż w przypadku innych metod nawęglania. Czas cementowania jonów w celu uzyskania warstwy o grubości 1 ... 1,2 mm zmniejsza się do 2 ... 3 godzin. Ze względu na niskie zużycie gazów, energii elektrycznej oraz krótki czas przetwarzania koszty produkcji zmniejszają się 4…5 razy. Do zalet technologicznych nawęglania jonowego należy wysoka równomierność nawęglania, brak utleniania zewnętrznego i wewnętrznego oraz zmniejszenie wypaczania się części. Objętość obróbki zmniejszona o 30%, liczba operacji technologicznych zmniejszona o 40%, czas trwania cyklu obróbki skrócony o 50%.



 Azotowanie jonowo-plazmowe (IPA) IPA to rodzaj obróbki chemiczno-termicznej części maszyn, narzędzi, urządzeń do tłoczenia i odlewania, który zapewnia dyfuzyjne nasycenie warstwy wierzchniej stali (żeliwa) azotem lub azotem i węglem w azocie- plazma wodorowa w temperaturze 450 - 600°C oraz tytan lub stopy tytanu w temperaturze 800 - 950°C w plazmie azotowej. Istota azotowania jonowo-plazmowego polega na tym, że w zawierającym azot ośrodku gazowym wyładowanym do 200–1000 Pa pomiędzy katodą, na której znajdują się detale, a anodą, której rolę pełnią ścianki komory próżniowej , nienormalne wyładowanie jarzeniowe jest wzbudzane, tworząc ośrodek aktywny (jony, atomy, wzbudzone cząsteczki). Zapewnia to powstanie na powierzchni produktu warstwy azotowanej, składającej się z zewnętrznej strefy azotkowej ze strefą dyfuzyjną znajdującą się pod nią.
Azotowanie jonowo-plazmowe (IPA) IPA to rodzaj obróbki chemiczno-termicznej części maszyn, narzędzi, urządzeń do tłoczenia i odlewania, który zapewnia dyfuzyjne nasycenie warstwy wierzchniej stali (żeliwa) azotem lub azotem i węglem w azocie- plazma wodorowa w temperaturze 450 - 600°C oraz tytan lub stopy tytanu w temperaturze 800 - 950°C w plazmie azotowej. Istota azotowania jonowo-plazmowego polega na tym, że w zawierającym azot ośrodku gazowym wyładowanym do 200–1000 Pa pomiędzy katodą, na której znajdują się detale, a anodą, której rolę pełnią ścianki komory próżniowej , nienormalne wyładowanie jarzeniowe jest wzbudzane, tworząc ośrodek aktywny (jony, atomy, wzbudzone cząsteczki). Zapewnia to powstanie na powierzchni produktu warstwy azotowanej, składającej się z zewnętrznej strefy azotkowej ze strefą dyfuzyjną znajdującą się pod nią.
 Mikrostruktura warstwy azotowanej stali narzędziowej 4 X 5 MFS a b Mikrostruktury stali U 8 (a) i 20 X 13 (b) po azotowaniu jonowo-plazmowym
Mikrostruktura warstwy azotowanej stali narzędziowej 4 X 5 MFS a b Mikrostruktury stali U 8 (a) i 20 X 13 (b) po azotowaniu jonowo-plazmowym

 Instalacja UA-63 -950/3400 ze zmienną geometrią komory roboczej (wysokość 1,7 lub 3,4 m)
Instalacja UA-63 -950/3400 ze zmienną geometrią komory roboczej (wysokość 1,7 lub 3,4 m)

 Zastosowanie metody azotowania jonowo-plazmowego tą metodą przetwarza się następujące produkty: dysze do samochody, płyty nośne napędu automatycznego, matryce, stemple, matryce, formy (Daimler Chrysler); sprężyny do układu wtryskowego (Opel); wały korbowe (Audi); wały rozdzielcze (krzywkowe) (Volkswagen); wały korbowe do sprężarki (Atlas, USA i Wabco, Niemcy); koła zębate do BMW (Handl, Niemcy); przekładnie autobusowe (Voith); hartowanie narzędzi prasujących w produkcji wyrobów aluminiowych (Nughovens, Scandex, John Davis itp.). Pozytywne doświadczenia przemysłowego wykorzystania tej metody mają kraje WNP: Białoruś - MZKT, MAZ, Bel. AZ; Rosja - Auto. VAZ, Kam. AZ, MMPP Salut, Stowarzyszenie Budowy Silników Ufa (UMPO). Procesy metody IPA: koła zębate (MZKT); koła zębate i inne części (MAZ); koła zębate o dużej (ponad 800 mm) średnicy (Bel. AZ); zawory dolotowe i wydechowe (Avto. VAZ); wały korbowe (Kam. AZ).
Zastosowanie metody azotowania jonowo-plazmowego tą metodą przetwarza się następujące produkty: dysze do samochody, płyty nośne napędu automatycznego, matryce, stemple, matryce, formy (Daimler Chrysler); sprężyny do układu wtryskowego (Opel); wały korbowe (Audi); wały rozdzielcze (krzywkowe) (Volkswagen); wały korbowe do sprężarki (Atlas, USA i Wabco, Niemcy); koła zębate do BMW (Handl, Niemcy); przekładnie autobusowe (Voith); hartowanie narzędzi prasujących w produkcji wyrobów aluminiowych (Nughovens, Scandex, John Davis itp.). Pozytywne doświadczenia przemysłowego wykorzystania tej metody mają kraje WNP: Białoruś - MZKT, MAZ, Bel. AZ; Rosja - Auto. VAZ, Kam. AZ, MMPP Salut, Stowarzyszenie Budowy Silników Ufa (UMPO). Procesy metody IPA: koła zębate (MZKT); koła zębate i inne części (MAZ); koła zębate o dużej (ponad 800 mm) średnicy (Bel. AZ); zawory dolotowe i wydechowe (Avto. VAZ); wały korbowe (Kam. AZ).

 Metalizacja wyrobów według typu 1 prowadzona jest w celach dekoracyjnych, w celu zwiększenia twardości i odporności na ścieranie, w celu ochrony przed korozją. Ze względu na słabą przyczepność powłoki do podłoża, ten rodzaj metalizacji nie jest zalecany w przypadku części pracujących w wysokich obciążeniach i temperaturach. Technologia metalizacji typu 1 i 2a przewiduje nanoszenie warstwy substancji na powierzchnię produktu zimnego lub ogrzanego do stosunkowo niskich temperatur. Te rodzaje metalizacji obejmują: elektrolityczne (galwanizacja); chemiczny; procesy otrzymywania powłok w płomieniu gazowym (napylanie); powlekanie przez okładziny (mechaniczno-termiczne); dyfuzja, zanurzenie w stopionych metalach. Technologia metalizacji typu 2b zapewnia nasycenie dyfuzyjne powierzchni elementów nagrzanych do wysokich temperatur metalami, w wyniku czego w strefie dyfuzyjnej elementu powstaje stop (metalizacja dyfuzyjna). W tym przypadku geometria i wymiary metalizowanej części praktycznie się nie zmieniają.
Metalizacja wyrobów według typu 1 prowadzona jest w celach dekoracyjnych, w celu zwiększenia twardości i odporności na ścieranie, w celu ochrony przed korozją. Ze względu na słabą przyczepność powłoki do podłoża, ten rodzaj metalizacji nie jest zalecany w przypadku części pracujących w wysokich obciążeniach i temperaturach. Technologia metalizacji typu 1 i 2a przewiduje nanoszenie warstwy substancji na powierzchnię produktu zimnego lub ogrzanego do stosunkowo niskich temperatur. Te rodzaje metalizacji obejmują: elektrolityczne (galwanizacja); chemiczny; procesy otrzymywania powłok w płomieniu gazowym (napylanie); powlekanie przez okładziny (mechaniczno-termiczne); dyfuzja, zanurzenie w stopionych metalach. Technologia metalizacji typu 2b zapewnia nasycenie dyfuzyjne powierzchni elementów nagrzanych do wysokich temperatur metalami, w wyniku czego w strefie dyfuzyjnej elementu powstaje stop (metalizacja dyfuzyjna). W tym przypadku geometria i wymiary metalizowanej części praktycznie się nie zmieniają.
 Metalizacja plazmą jonową Metalizacja plazmą jonową ma szereg istotnych zalet w porównaniu z innymi rodzajami metalizacji. Wysoka temperatura plazmy i obojętne środowisko umożliwiają uzyskanie powłok o większej jednorodności strukturalnej, mniejszej utlenialności, wyższych właściwościach kohezyjnych i adhezyjnych, odporności na zużycie itp. w porównaniu z tymi właściwościami innych rodzajów metalizacji. Za pomocą tej metody metalizacji możliwe jest natryskiwanie różnych materiałów ogniotrwałych: wolframu, molibdenu, tytanu itp., stopów twardych, a także tlenków aluminium, chromu, magnezu itp. Powlekanie można przeprowadzić metodą natryskiwania zarówno drutu, jak i proszek. Właściwa metalizacja składa się z trzech procesów: topienia stałego metalu drutu lub proszku (podczas metalizacji plazmą jonową), natryskiwania stopionego metalu i tworzenia powłoki. Materiałami do natryskiwania mogą być dowolne metale ogniotrwałe w postaci drutu lub proszku, ale można również stosować druty średniowęglowe lub stopowe, takie jak Np-40, Np-ZOHGSA, Np-ZKh 13 itp. W warunkach zakładów naprawy samochodów, stop typu VZK (stellit) lub sormit, który ma wysoką odporność na zużycie i korozję.
Metalizacja plazmą jonową Metalizacja plazmą jonową ma szereg istotnych zalet w porównaniu z innymi rodzajami metalizacji. Wysoka temperatura plazmy i obojętne środowisko umożliwiają uzyskanie powłok o większej jednorodności strukturalnej, mniejszej utlenialności, wyższych właściwościach kohezyjnych i adhezyjnych, odporności na zużycie itp. w porównaniu z tymi właściwościami innych rodzajów metalizacji. Za pomocą tej metody metalizacji możliwe jest natryskiwanie różnych materiałów ogniotrwałych: wolframu, molibdenu, tytanu itp., stopów twardych, a także tlenków aluminium, chromu, magnezu itp. Powlekanie można przeprowadzić metodą natryskiwania zarówno drutu, jak i proszek. Właściwa metalizacja składa się z trzech procesów: topienia stałego metalu drutu lub proszku (podczas metalizacji plazmą jonową), natryskiwania stopionego metalu i tworzenia powłoki. Materiałami do natryskiwania mogą być dowolne metale ogniotrwałe w postaci drutu lub proszku, ale można również stosować druty średniowęglowe lub stopowe, takie jak Np-40, Np-ZOHGSA, Np-ZKh 13 itp. W warunkach zakładów naprawy samochodów, stop typu VZK (stellit) lub sormit, który ma wysoką odporność na zużycie i korozję.
Azotowanie, podczas którego warstwa wierzchnia wyrobu stalowego jest nasycana azotem, jest stosowane na skalę przemysłową stosunkowo niedawno. Taka metoda przetwarzania, zaproponowana przez akademika N.P. Chizhevsky, pozwala poprawić wiele właściwości produktów wykonanych ze stopów stali.
Esencja technologii
Azotowanie stali w porównaniu z tak popularną metodą obróbki tego metalu jak nawęglanie ma szereg istotnych zalet. Dlatego ta technologia zaczął być stosowany jako główny sposób na poprawę cech jakościowych stali.
Podczas azotowania wyrób stalowy nie jest poddawany znaczącym efektom termicznym, natomiast twardość jego warstwy wierzchniej znacznie wzrasta. Ważne jest, aby wymiary azotowanych części nie uległy zmianie. Umożliwia to zastosowanie tej metody obróbki do wyrobów stalowych, które zostały już zahartowane wysokim odpuszczaniem i zeszlifowane do wymaganych parametrów geometrycznych. Po azotowaniu lub azotowaniu, jak często nazywa się ten proces, stal może być natychmiast poddana polerowaniu lub innym metodom wykańczania.

Azotowanie stali polega na tym, że metal poddawany jest nagrzewaniu w środowisku charakteryzującym się dużą zawartością amoniaku. W wyniku takiej obróbki następują następujące zmiany w warstwie powierzchniowej metalu nasyconej azotem.
- Ze względu na wzrost twardości warstwy wierzchniej stali poprawia się odporność na zużycie części.
- Wzrasta wytrzymałość zmęczeniowa produktu.
- Powierzchnia produktu staje się odporna na korozję. Taka stabilność jest utrzymywana, gdy stal styka się z wodą, wilgotnym powietrzem i medium para-powietrze.

Wykonanie azotowania umożliwia uzyskanie bardziej stabilnych wskaźników twardości stali niż przy nawęglaniu. Tym samym warstwa wierzchnia produktu poddanego azotowaniu zachowuje swoją twardość nawet po podgrzaniu do temperatury 550–600°C, natomiast po zacementowaniu twardość warstwy wierzchniej może zacząć spadać nawet po podgrzaniu produktu powyżej 225°C. Charakterystyki wytrzymałościowe warstwy wierzchniej stali po azotowaniu są 1,5–2 razy wyższe niż po hartowaniu lub nawęglaniu.
Jak przebiega proces azotowania?
Części metalowe są umieszczane w hermetycznie zamkniętej mufli, która jest następnie instalowana w piecu do azotowania. W piecu mufla wraz z częścią jest podgrzewana do temperatury, która zwykle mieści się w zakresie 500–600°C, a następnie utrzymywana przez pewien czas w tym reżimie temperaturowym.

W celu wytworzenia wewnątrz mufy czynnika roboczego niezbędnego do przebiegu azotowania, doprowadza się do niego pod ciśnieniem amoniak. Po podgrzaniu amoniak zaczyna się rozkładać na elementy składowe, proces ten opisuje następujący wzór chemiczny:
2NH3 → 6H + 2N.
Uwalniany podczas takiej reakcji azot atomowy zaczyna dyfundować do metalu, z którego wykonany jest przedmiot, co prowadzi do powstawania na jego powierzchni azotków, które charakteryzują się dużą twardością. Aby naprawić wynik i zapobiec utlenianiu powierzchni części, mufę wraz z produktem i pozostającym w niej amoniakiem powoli schładza się wraz z piecem do azotowania.
Warstwa azotku utworzona na powierzchni metalu podczas azotowania może mieć grubość w zakresie 0,3-0,6 mm. To wystarczy, aby nadać produktowi wymagane właściwości wytrzymałościowe. Stal obrabiana tą technologią nie może być poddawana żadnym dodatkowym metodom obróbki.

Procesy zachodzące w warstwie wierzchniej produktu stalowego podczas jego azotowania są dość złożone, ale zostały już dobrze zbadane przez specjalistów z branży metalurgicznej. W wyniku takich procesów w strukturze obrabianego metalu powstają następujące fazy:
- roztwór stały Fe 3 N, charakteryzujący się zawartością azotu w zakresie 8–11,2%;
- stały roztwór Fe 4 N, który zawiera 5,7-6,1% azotu;
- roztwór azotu utworzony w żelazie α.
Dodatkowa faza α w strukturze metalu powstaje, gdy temperatura azotowania zaczyna przekraczać 591°. W momencie, gdy stopień nasycenia danej fazy azotem osiąga maksimum, w strukturze metalu tworzy się nowa faza. Rozkład eutektoidalny w strukturze metalu następuje, gdy stopień jego nasycenia azotem osiąga poziom 2,35%.

Zawory zaawansowanych technologicznie silników spalinowych muszą zostać poddane procesowi azotowania
Czynniki wpływające na azotowanie
Główne czynniki wpływające na azotowanie to:
- temperatura, w której wykonywana jest taka operacja technologiczna;
- ciśnienie gazu dostarczane do mufy;
- czas ekspozycji części w piecu.
Na efektywność takiego procesu wpływa również stopień dysocjacji amoniaku, który z reguły zawiera się w przedziale 15–45%. Wraz ze wzrostem temperatury azotowania twardość powstałej warstwy maleje, ale przyspiesza proces dyfuzji azotu do struktury metalu. Spadek twardości warstwy wierzchniej metalu podczas jego azotowania następuje na skutek koagulacji azotków pierwiastków stopowych wchodzących w jego skład.

Aby przyspieszyć proces azotowania i zwiększyć jego wydajność, stosuje się dwustopniowy schemat jego realizacji. Pierwszy etap azotowania przy zastosowaniu takiego schematu odbywa się w temperaturze nieprzekraczającej 525 °. Umożliwia to nadanie wysokiej twardości warstwie powierzchniowej produktu stalowego. Aby wykonać drugi etap zabiegu, detal jest podgrzewany do temperatury 600–620°C, podczas gdy głębokość warstwy azotowanej osiąga wymagane wartości, a sam proces jest prawie podwojony. Twardość warstwy wierzchniej produktu stalowego przetwarzanego tą technologią jest nie mniejsza niż podobny parametr produktów przetwarzanych metodą jednoetapową.
Rodzaje stali azotowanych
Zarówno węglopochodne, jak i te charakteryzujące się zawartością węgla w zakresie 0,3–0,5% mogą być przetwarzane w technologii azotowania. Maksymalny efekt przy zastosowaniu takiej operacji technologicznej można osiągnąć, poddając jej stal, której skład chemiczny obejmuje pierwiastki stopowe, które tworzą stałe i żaroodporne azotki. Do takich pierwiastków należą w szczególności molibden, aluminium, chrom i inne metale o podobnych właściwościach. Stale zawierające molibden nie podlegają tak negatywnemu zjawisku jak kruchość odpuszczania, która pojawia się, gdy wyrób stalowy powoli stygnie. Stale różnych gatunków po azotowaniu uzyskują następującą twardość:

Pierwiastki stopowe w składzie chemicznym stali zwiększają twardość warstwy azotowanej, ale jednocześnie zmniejszają jej grubość. Najaktywniejszy wpływ na grubość warstwy azotowanej mają takie pierwiastki chemiczne jak wolfram, molibden, chrom i nikiel.
W zależności od zakresu produktu poddawanego procesowi azotowania, a także od warunków jego eksploatacji, do takiej operacji technologicznej zaleca się stosowanie określonych gatunków stali. Tak więc, zgodnie z problemem technologicznym, który należy rozwiązać, eksperci zalecają stosowanie do azotowania produktów z następujących gatunków stali.38X2MYUA
Jest to stal, która po azotowaniu posiada dużą twardość powierzchni zewnętrznej. Aluminium zawarte w składzie chemicznym takiej stali zmniejsza odporność produktu na odkształcenia, ale jednocześnie przyczynia się do wzrostu twardości i odporności na zużycie jego powierzchni zewnętrznej. Wyłączenie aluminium ze składu chemicznego stali umożliwia tworzenie z niego produktów o bardziej złożonej konfiguracji.
40X, 40HFATe stale stopowe są wykorzystywane do produkcji części stosowanych w przemyśle obrabiarkowym.
30H3M, 38HGM, 38HNMFA, 38HN3MAStale te wykorzystywane są do produkcji wyrobów, które w trakcie eksploatacji poddawane są częstym cyklicznym obciążeniom zginającym.
30X3MF1Produkty wykonane są z tego stopu stali, którego dokładność parametrów geometrycznych jest obciążona wysokimi wymaganiami. Aby nadać częściom wykonanym z tej stali wyższą twardość (są to głównie części osprzętu paliwowego), do jej składu chemicznego można dodać krzem.

Schemat technologiczny azotowania
W celu przeprowadzenia konwencjonalnego azotowania gazowego, innowacyjnego azotowania plazmowego lub azotowania jonowego, obrabiany przedmiot poddawany jest serii etapów procesowych.
Obróbka cieplna przygotowawczaTaka obróbka polega na utwardzeniu produktu i jego wysokim odpuszczaniu. Hartowanie w ramach tej procedury odbywa się w temperaturze około 940 °, natomiast chłodzenie przedmiotu odbywa się w oleju lub wodzie. Późniejsze odpuszczanie po hartowaniu, które odbywa się w temperaturze 600-700 °, pozwala nadać obrabianemu metalowi twardość, przy której można go łatwo ciąć.

Operacja ta kończy się jej szlifowaniem, które pozwala na doprowadzenie parametrów geometrycznych części do wymaganych wartości.
Ochrona części produktu niewymagających azotowaniaTakie zabezpieczenie wykonuje się poprzez nałożenie cienkiej warstwy (nie więcej niż 0,015 mm) cyny lub płynnego szkła. W tym celu stosuje się technologię elektrolizy. Utworzona na powierzchni produktu warstwa tych materiałów nie pozwala na wnikanie azotu w jego wewnętrzną strukturę.
Samo wykonanie azotowaniaPrzygotowany produkt poddawany jest obróbce w środowisku gazowym.

Ten etap jest niezbędny w celu doprowadzenia cech geometrycznych i mechanicznych produktu do wymaganych wartości.
Stopień zmiany parametrów geometrycznych części podczas azotowania, jak wspomniano powyżej, jest bardzo mały i zależy od takich czynników jak grubość warstwy powierzchniowej nasyconej azotem; reżim temperaturowy procedury. Aby zagwarantować prawie całkowity brak odkształceń przedmiotu obrabianego umożliwia bardziej zaawansowaną technologię - azotowanie jonowe. Podczas azotowania jonowo-plazmowego wyroby stalowe poddawane są mniejszemu oddziaływaniu termicznemu, dzięki czemu minimalizowane jest ich odkształcanie.
W przeciwieństwie do innowacyjnego azotowania jonowo-plazmowego, tradycyjne azotowanie można przeprowadzić w temperaturach do 700°C. W tym celu można zastosować wymienną mufę lub mufę wbudowaną w piec grzewczy. Zastosowanie wymiennej mufy, w której detale są ładowane z wyprzedzeniem, przed zainstalowaniem w piecu, może znacznie przyspieszyć proces azotowania, ale nie zawsze jest ekonomicznie opłacalną opcją (szczególnie w przypadku obróbki produktów wielkogabarytowych ).
Rodzaje środowiska pracy
Do azotowania można stosować różne rodzaje mediów. Najczęstszym z nich jest medium gazowe składające się z 50% amoniaku i 50% propanu lub amoniaku i endogazu, pobierane w tych samych proporcjach. Proces azotowania w takim środowisku prowadzony jest w temperaturze 570°. W takim przypadku produkt jest wystawiony na działanie środowiska gazowego przez 3 godziny. Warstwa azotowana wytworzona przy użyciu takiego czynnika roboczego ma niewielką grubość, ale dużą wytrzymałość i odporność na zużycie.
Powszechne w Ostatnio otrzymuje metodę azotowania jonowo-plazmowego, prowadzoną w wyładowanym medium zawierającym azot.

Azotowanie jonowo-plazmowe – spojrzenie „od środka”
Charakterystyczną cechą azotowania jonowo-plazmowego, które jest również nazywane obróbką wyładowania jarzeniowego, jest to, że obrabiany przedmiot i mufa są podłączone do źródła prądu elektrycznego, podczas gdy obrabiany przedmiot działa jako elektroda naładowana ujemnie, a mufa działa jako naładowana dodatnio jeden. W rezultacie między częścią a mufą powstaje przepływ jonów - rodzaj plazmy składającej się z N 2 lub NH 3, dzięki czemu obrabiana powierzchnia jest zarówno podgrzewana, jak i nasycana niezbędną ilością azotu.
Oprócz azotowania tradycyjnego i jonowo-plazmowego, proces nasycania powierzchni stali azotem może być realizowany w środowisku płynnym. Jako czynnik roboczy, który ma temperaturę ogrzewania około 570 °, w takich przypadkach stosuje się stop soli cyjankowych. Czas azotowania prowadzonego w ciekłym medium roboczym może wynosić od 30 do 180 minut.