การศึกษาและจำแนกต้นทุนเวลาทำงาน การปันส่วนแรงงาน: การบัญชีสำหรับชั่วโมงการทำงานของคนงานหลักในการผลิต
เวลางาน- ระยะเวลาของวันทำงาน (สัปดาห์ทำงาน) ตามกฎหมายกำหนด ซึ่งในระหว่างที่พนักงานปฏิบัติงานที่ได้รับมอบหมาย จุดประสงค์ของการศึกษาต้นทุนของเวลาทำงานคือการระบุเงินสำรองสำหรับการปรับปรุงการใช้เวลาทำงานและการเพิ่มผลิตภาพแรงงาน ทั้งสำหรับนักแสดงแต่ละคนและสำหรับทีมองค์กรโดยรวม
การตรวจสอบความสามารถในการผลิตของสถานที่ทำงานแต่ละแห่ง ศึกษาประสบการณ์และวิธีการแรงงานขั้นสูงสุด ระบุความสูญเสียระหว่างกะและการจัดหาวัสดุที่จำเป็นสำหรับการพัฒนามาตรฐานและบรรทัดฐานต้องมีการศึกษากระบวนการแรงงานอย่างเป็นระบบและการวิเคราะห์ต้นทุนการทำงาน เวลาในการผลิต
การจำแนกการใช้จ่ายด้านเวลาทำขึ้นโดยสัมพันธ์กับองค์ประกอบสามประการ กระบวนการผลิต- วัตถุประสงค์ของแรงงาน อุปกรณ์ และพนักงาน
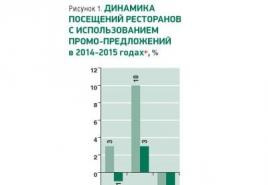
ในทางปฏิบัติ เมื่อศึกษาต้นทุนของเวลาทำงาน เราจะใช้การจำแนกเวลาทำงานที่แยกตามแต่ละหมวดหมู่ การมีอยู่ของการจำแนกประเภทดังกล่าวมีส่วนทำให้เกิดความสามัคคีในการแก้ปัญหาขององค์กรและการปันส่วนแรงงานและทำหน้าที่เป็นพื้นฐานสำหรับการศึกษาต้นทุนที่แท้จริงของเวลาทำงาน วิเคราะห์และเปรียบเทียบกับต้นทุนเวลามาตรฐานสำหรับองค์ประกอบของกระบวนการแรงงาน ตลอดจนการระบุต้นทุนที่ไม่ลงตัวและการสูญเสียเวลาทำงานและสาเหตุ การกำหนดมาตรฐานในองค์กรอุตสาหกรรมต่างๆ เศรษฐกิจของประเทศ(ภาพที่ 1).
รูปที่ 1 - โครงสร้างต้นทุนเวลาทำงาน
การจำแนกประเภทช่วยให้:
เพื่อศึกษาสภาพขององค์การแรงงานและการใช้เวลาทำงานโดยส่วนใหญ่ระบุถึงการสูญเสียเวลาทำงานและสาเหตุ
กำหนดระดับความจำเป็นและความได้เปรียบของการใช้จ่ายเวลาของแต่ละบุคคลในการปฏิบัติงานที่กำหนด
การศึกษาและวิเคราะห์เวลาการใช้อุปกรณ์ที่ครบถ้วนที่สุดเกี่ยวกับเวลาการทำงานของนักแสดง
กำหนดต้นทุนแรงงานสำหรับการปฏิบัติงานที่กำหนดและองค์ประกอบที่เป็นส่วนประกอบ
กฎระเบียบด้านแรงงานควรควบคู่ไปกับการปรับปรุงการจัดองค์กรแรงงานและ กระบวนการทางเทคโนโลยีสถานที่ทำงานผสมผสานกับการใช้อุปกรณ์ที่ครบครันและประหยัดที่สุด ดังนั้นจึงมีการพัฒนาการจำแนกประเภทการใช้เวลาทำงานที่สัมพันธ์กับนักแสดงและอุปกรณ์
พื้นฐานของการจำแนกประเภทที่พัฒนาขึ้นในปัจจุบันคือการจัดสรรสององค์ประกอบ: เวลาทำงาน (การทำงาน) และเวลาพัก
ชั่วโมงการทำงานของนักแสดง -นี่คือเวลาที่ใช้ไปกับงานตรง และเวลาพักเมื่อกระบวนการแรงงานไม่ได้ดำเนินการ
ต้นทุนเวลาทำงานหลักและสำคัญที่สุดคือ ชั่วโมงทำงาน รวมถึงจำนวนเงินที่พนักงานใช้ในการเตรียมตัวสำหรับการปฏิบัติงานในการปฏิบัติงานโดยตรงและความสมบูรณ์ของงาน
ในทางกลับกัน เวลาที่ใช้ในการดำเนินการงานโดยตรงจะแบ่งออกเป็นเวลาสำหรับการปฏิบัติงานด้านการผลิตและเวลาที่ไม่ได้กำหนดไว้ งานผลิต.
1. ชั่วโมงการทำงานสำหรับงานผลิตใช้ในการเตรียมการและการปฏิบัติงานโดยตรง
ลองพิจารณาในรายละเอียดเพิ่มเติม
1 . Preparatory-final time (PT) - การเตรียมการสำหรับการเริ่มงานและการเสร็จสิ้น ส่วนใหญ่มักรวมถึงเวลาที่ใช้ในการรับงานเมื่อเริ่มกะ การรับวัสดุ การรับ การติดตั้งและการถอดเครื่องมือในอุปกรณ์ การส่งมอบ ผลิตภัณฑ์สำเร็จรูป, เครื่องมือ, เอกสารประกอบเมื่อสิ้นสุดกะ ฯลฯ สิ่งสำคัญคือต้องรู้ว่าเวลาเตรียมการและเวลาสุดท้ายถูกใช้ไปกับทั้งกะและขึ้นอยู่กับปริมาณของผลิตภัณฑ์ที่ผลิตต่อกะและปริมาณงาน
2. เวลาปฏิบัติการ (OP) คือเวลาที่พนักงานทำงานที่เสร็จสมบูรณ์โดยตรงโดยดำเนินการด้านเทคโนโลยี แบ่งได้ดังนี้
หลัก (O) ซึ่งเป็นเวลาที่ใช้ในการเปลี่ยนแปลงวัตถุของแรงงานในการเปลี่ยนรูปร่างขนาดโครงสร้างคุณสมบัติคุณสมบัติ ฯลฯ
ตัวช่วย (B) ที่พนักงานใช้ในการดำเนินการดังกล่าวเพื่อให้มั่นใจถึงประสิทธิภาพของงานหลัก
หากไม่มีเวลาเสริมก็แทบจะเป็นไปไม่ได้เลยที่จะดำเนินการเปลี่ยนวัตถุของแรงงานเช่น งานหลัก. ค่าใช้จ่ายด้านเวลาเสริมรวมถึงเวลาที่ใช้ในการโหลดอุปกรณ์ การจัดเรียงและการเคลื่อนย้ายวัสดุ ช่องว่าง ชิ้นส่วน ผลิตภัณฑ์สำเร็จรูปภายในสถานที่ทำงาน การจัดการและควบคุมการทำงานของอุปกรณ์ ฯลฯ ระยะเวลาของเวลาเสริมขึ้นอยู่กับระดับของการใช้เครื่องจักรและระบบอัตโนมัติของสถานที่ทำงาน
3. เวลาบำรุงรักษาสถานที่ทำงาน (OSL) ใช้สำหรับดูแลสถานที่ทำงานและบำรุงรักษาอุปกรณ์ในการทำงานให้อยู่ในสภาพดี แบ่งได้ดังนี้
เวลาของการบำรุงรักษาองค์กรของสถานที่ทำงาน, ค่าใช้จ่ายในการบำรุงรักษาสถานที่ทำงานให้อยู่ในสภาพการทำงาน (การทำความสะอาดของเสียอุตสาหกรรม, การเคลื่อนย้ายภาชนะที่มีช่องว่างและผลิตภัณฑ์สำเร็จรูปภายในสถานที่ทำงาน ฯลฯ );
· เวลา การซ่อมบำรุงสถานที่ทำงานที่เกี่ยวข้องกับการดูแลอุปกรณ์ เครื่องมือ เนื่องจากงานการผลิตเฉพาะ (การเปลี่ยนเครื่องมือที่สึกหรอ การปรับและการหล่อลื่นอุปกรณ์ ฯลฯ)
ครั้งที่สอง เวลาทำงานไม่ได้กำหนดโดยงานการผลิต(NC) รวมถึงค่าใช้จ่ายของเวลาทำงานที่จะดำเนินการ:
1) งานชั่วคราว (CP) - ที่นี่ค่าใช้จ่ายด้านเวลาเกิดจากความจำเป็นในการผลิต (เช่น การเดินในชุดตา, การทำงานเสริมและงานซ่อมแซมที่ไม่ได้จัดเตรียมไว้ให้โดยงาน ฯลฯ );
2) งานที่ไม่ก่อผล (NR) - เวลาที่ใช้ไปเกี่ยวข้องกับงานที่ไม่ให้การผลิตเพิ่มขึ้นหรือปรับปรุงคุณภาพ รวมถึงเวลาในการแก้ไขการแต่งงาน เวลาสำหรับระยะทางของยานพาหนะที่มากเกินไป เป็นต้น
เมื่อพิจารณาถึงเวลาทำงาน จำเป็นต้องคำนึงถึงการจำแนกประเภทของเวลานี้โดยขึ้นอยู่กับลักษณะของการมีส่วนร่วมของพนักงานในการปฏิบัติงานด้านการผลิต:
· เวลา ทำด้วยมือ, เช่น. โดยไม่ต้องใช้เครื่องจักรหรือกลไก
เวลาของการทำงานด้วยตนเองของเครื่องจักรที่ดำเนินการโดยเครื่องจักรโดยมีส่วนร่วมโดยตรงของผู้ปฏิบัติงานหรือโดยคนงานที่ใช้กลไกแบบแมนนวล
เวลาในการตรวจสอบการทำงานของอุปกรณ์ระหว่างงานอัตโนมัติหรืองานเครื่องมือ
เวลาของการเปลี่ยนภาพ (จากเครื่องหนึ่งไปยังอีกเครื่องหนึ่งโดยมีการบำรุงรักษาหลายเครื่อง)
คุณลักษณะของการผลิตแบบอัตโนมัติและแบบใช้เครื่องมือคือสัดส่วนที่มากของเวลาในการตรวจสอบการทำงานของอุปกรณ์ ความคืบหน้าของกระบวนการผลิต เวลาในการสังเกตสามารถเป็นแบบแอ็คทีฟหรือแบบพาสซีฟ
เวลาเฝ้าระวังที่ใช้งานอยู่เบื้องหลังการทำงานของอุปกรณ์อยู่ในความจริงที่ว่าคนงานไม่ได้ดำเนินการ งานทางกายภาพอย่างไรก็ตาม การแสดงตนในที่ทำงานเป็นข้อบังคับ เนื่องจากเขาต้องติดตามความคืบหน้าและตั้งค่าพารามิเตอร์ของกระบวนการทางเทคโนโลยี กล่าวคือ ใช้การควบคุมโดยตรงและหากจำเป็น ให้ทำการปรับเปลี่ยนตามความเหมาะสม
เวลาของการสังเกตแบบพาสซีฟการทำงานของอุปกรณ์นั้นโดดเด่นด้วยความจริงที่ว่าพนักงานไม่จำเป็นต้องตรวจสอบกระบวนการทางเทคโนโลยีอย่างต่อเนื่อง ดังนั้นพนักงานในช่วงเวลานี้จึงอาจยุ่งกับงานประเภทอื่นและดูอุปกรณ์เป็นระยะๆ
สำคัญมากมีการแบ่งเวลาทำงานแบบคาบเกี่ยวกันและไม่คาบเกี่ยวกัน สาระสำคัญของพวกเขามีดังนี้
เวลาที่ทับซ้อนกันคือเมื่อผู้ปฏิบัติงานทำ ฟังก์ชั่นแรงงานระหว่างการทำงานอัตโนมัติของอุปกรณ์ ตัวอย่างเช่น ด้วยการกำกับดูแลแบบพาสซีฟ ผู้ปฏิบัติงานสามารถทำงานเสริมได้หลายอย่าง
เวลาไม่ทับซ้อนกัน- เป็นการทำงานโดยที่อุปกรณ์หยุดทำงาน (เช่น การโหลดวัตถุดิบเข้าเครื่องจักรหรือเครื่องจักรกึ่งอัตโนมัติ)
อีกกลุ่มที่สำคัญในการศึกษาต้นทุนเวลาทำงานคือ เวลาพัก - ช่วงเวลาที่พนักงานอยู่ในที่ทำงานไม่ทำงาน มันถูกแบ่งออกเป็นช่วงพักตามกำหนดการและช่วงพักที่ไม่ได้กำหนดไว้
กำหนดเวลาพักเหล่านั้น. สำหรับการพักผ่อนและความต้องการส่วนบุคคล ยิมนาสติกอุตสาหกรรม สำหรับช่วงพักที่เกี่ยวข้องกับเทคโนโลยีและองค์กรการผลิต โดยมีวัตถุประสงค์เพื่อป้องกันความเหนื่อยล้าของผู้ปฏิบัติงาน และรักษาประสิทธิภาพการทำงานตามปกติตลอดทั้งวันทำงาน ในทางกลับกันจะแบ่งออกเป็นดังนี้:
1) เวลาพักเพื่อการพักผ่อนและความต้องการส่วนตัว ซึ่งจัดไว้ให้กับพนักงานเพื่อฟื้นฟูศักยภาพการทำงานในระหว่างวันทำงาน
2) เวลาของการหยุดพักที่ไม่สามารถกู้คืนได้ซึ่งกำหนดโดยเทคโนโลยีและองค์กรของกระบวนการผลิตเนื่องจากลักษณะเฉพาะของกระบวนการทางเทคโนโลยีและการจัดระเบียบของแรงงาน (การทำให้แห้งของพื้นผิวที่ทาสี) การหยุดชะงักดังกล่าวแทบจะเป็นไปไม่ได้เลยที่จะกำจัด เนื่องจากการกีดกันหรือการลดลงอาจทำให้คุณภาพของผลิตภัณฑ์หรืองานลดลงได้
เวลาพักที่ไม่ได้กำหนดไว้สามารถกำจัดหรืออย่างน้อยก็ลดลงเนื่องจากการมีอยู่ของมันเกี่ยวข้องกับการละเมิดขั้นตอนปกติของกระบวนการผลิตหรือกับการละเมิดวินัยแรงงาน
การหยุดชะงักที่เกิดจากการละเมิดการไหลปกติของกระบวนการผลิตอาจเกิดขึ้นได้จากเหตุผลขององค์กรและทางเทคนิคเนื่องจากการจัดระเบียบแรงงานและการผลิตที่ไม่ดีตลอดจนเนื่องจากการละเมิดเทคโนโลยีซึ่งนำไปสู่อุบัติเหตุหรือการหยุดทำงานโดยไม่คาดคิดของอุปกรณ์
การหยุดพักที่เกี่ยวข้องกับการละเมิด วินัยแรงงานมักเกี่ยวข้องกับการมาทำงานสาย ขาดงานโดยไม่ได้รับอนุญาต การเลิกจ้างก่อนเวลาอันควร ขาดงาน และเนื่องมาจากการไม่มีคนงานคนอื่น โดยที่คนงานหลักไม่สามารถปฏิบัติงานได้
ตามที่ระบุไว้การจำแนกเวลาทำงานจะดำเนินการในทิศทางเช่นทัศนคติต่ออุปกรณ์ซึ่งเป็นผลมาจากการที่ เวลาการใช้อุปกรณ์ (วีไอโอ). โครงสร้างต้นทุนคล้ายกับโครงสร้างเวลาทำงานของผู้รับเหมา เป็นเรื่องที่เข้าใจได้ค่อนข้างมาก เนื่องจากเขายุ่งอยู่กับอุปกรณ์และค่าใช้จ่ายของเวลาทำงานขึ้นอยู่กับคุณสมบัติของอุปกรณ์และเทคโนโลยีการผลิต
เวลาใช้งานของอุปกรณ์แบ่งได้ดังนี้
ฉัน. เวลาใช้งานอุปกรณ์(BP) รวมถึงส่วนประกอบดังต่อไปนี้
1. เวลาการทำงานของอุปกรณ์เพื่อเติมเต็มงานการผลิต (OP) ซึ่งเรียกว่าเวลาปฏิบัติการและแบ่งออกเป็นส่วนหลัก (O) และส่วนเสริม (B)
เวลาหลักที่ใช้ในการประมวลผลวัตถุของแรงงานและป้อนโดยอัตโนมัติสำหรับการประมวลผล สามารถ:
คู่มือเครื่องจักร - เมื่ออุปกรณ์ทำงานโดยมีส่วนร่วมโดยตรงของผู้ปฏิบัติงาน
เครื่องจักร - เมื่อผู้ปฏิบัติงานสังเกตและควบคุมการทำงานของอุปกรณ์เท่านั้น (เรียกอีกอย่างว่าเวลาอัตโนมัติของเครื่องจักร และการมีอยู่ของมันทำให้สามารถแนะนำการบำรุงรักษาแบบหลายเครื่องได้)
เวลาเสริมจะพิจารณาเฉพาะการกระทำที่จำเป็นสำหรับการดำเนินงานหลักเท่านั้น ไม่ทับซ้อนกับเวลาของเครื่องจักร (หากจำเป็นต้องหยุดการทำงานของอุปกรณ์เพื่อให้แน่ใจว่างานหลัก เช่น ติดตั้งหรือถอดชิ้นส่วน)
ในการทำงานของอุปกรณ์ เวลาในการทำงานสามารถแบ่งออกเป็นเวลาว่างของเครื่องจักร (ฮาร์ดแวร์) (ระหว่างการทำงานของอุปกรณ์ เมื่อไม่จำเป็นต้องมีส่วนร่วมโดยตรงของผู้ปฏิบัติงาน) และเวลาในการทำงานของอุปกรณ์โดยการมีส่วนร่วมของผู้ปฏิบัติงาน (นี่คือ การจ้างคนงานที่ให้บริการอุปกรณ์ระหว่างการบำรุงรักษาเครื่องจักรหลายเครื่องหรือเวลาปฏิบัติงานลบด้วยเวลาว่างของเครื่อง (ฮาร์ดแวร์))
นอกจากนี้. สำหรับอุปกรณ์บางประเภท การแบ่งเวลาการทำงานของอุปกรณ์เป็นเวลาจังหวะการทำงานเป็นสิ่งสำคัญ เมื่ออุปกรณ์กำลังทำงานและงานหลักกำลังดำเนินการอยู่ และเวลาว่างเมื่ออุปกรณ์กำลังทำงาน แต่งานหลักยังไม่ได้ทำ แต่มีการเตรียมการสำหรับจังหวะการทำงาน
2 . เวลาในการทำงานของอุปกรณ์ที่ไม่ได้ระบุโดยงานการผลิตคือผลรวมของเวลาของงานที่ไม่ทำงานและเวลาของงานสุ่ม งานที่ไม่ก่อผลของอุปกรณ์นั้นคล้ายคลึงกับงานที่ไม่ก่อผลของผู้ปฏิบัติงานและรวมถึงเวลาที่ทำให้เกิดข้อบกพร่องในขณะที่การทำงานแบบสุ่มของอุปกรณ์นั้นสัมพันธ์กับการผลิตสินค้าที่ไม่ได้เกิดจากงานที่เกิดจากการผลิต ความจำเป็น
ครั้งที่สอง เวลาพักอุปกรณ์(ป). อุปกรณ์จะแบ่งออกเป็นช่วงเวลาพักตามกำหนดเวลาและช่วงพักที่ไม่ได้กำหนดไว้
1. เวลาพักที่มีการควบคุมซึ่งกำหนดโดยเทคโนโลยี องค์กรของกระบวนการผลิต รวมถึงความจำเป็นในการพักผ่อนของพนักงาน แบ่งออกเป็นดังนี้:
หยุดพักระหว่างการบำรุงรักษาอุปกรณ์ซึ่งเกี่ยวข้องกับการเตรียมการใช้งานและการบำรุงรักษาสถานที่ทำงาน
การหยุดชะงักในการทำงานของอุปกรณ์ที่เกี่ยวข้องกับการรอรับบริการเนื่องจากเทคโนโลยีและองค์กรของกระบวนการผลิต (การหยุดชะงักของเทคโนโลยีที่ไม่สามารถกู้คืนได้ การซ่อมแซมอุปกรณ์ตามกำหนดเวลา) รวมถึงการพักของพนักงานเพื่อการพักผ่อนและความต้องการส่วนบุคคล
2. เวลาของการหยุดพักที่ไม่ได้กำหนดในการทำงานของอุปกรณ์นั้นเกิดจากสาเหตุเดียวกับการหยุดพักที่ไม่ได้กำหนดในการทำงานของคนงาน กล่าวคือ การละเมิดกระบวนการผลิต (PNT) และการละเมิดวินัยแรงงาน (PND)
เพื่อความสมบูรณ์ลองพิจารณาการจำแนกเวลาที่ใช้ในเรื่องแรงงานเช่น การจำแนกประเภท เวลาในการผลิต(WFP). เมื่อวิเคราะห์โครงสร้างเวลาของกระบวนการผลิต จำเป็นต้องรู้ว่าระยะเวลาของกระบวนการผลิตไม่ตรงกับระยะเวลาของกะเสมอไป
เวลาในการผลิตแบ่งออกเป็นดังนี้:
1) เวลาของกระบวนการทางเทคโนโลยีคือ เวลาทางเทคโนโลยีหลักในระหว่างที่วัตถุของแรงงานเปลี่ยนไป
2) เวลาของการดำเนินการขนส่ง ในระหว่างที่วัตถุของแรงงานถูกย้ายจากการดำเนินงานไปยังการดำเนินงาน วัตถุของแรงงานถูกส่งไปยังสถานที่ของการแปรรูปและการประกอบตลอดจนเวลาของการควบคุมและการทดสอบผลิตภัณฑ์สำเร็จรูปและการควบคุมระหว่างการปฏิบัติงาน ;
3) เวลาหยุดชะงักระหว่างกระบวนการผลิต
ขึ้นอยู่กับระดับของการใช้เครื่องจักรและระบบอัตโนมัติของกระบวนการผลิต ส่วนประกอบทั้งหมดของเวลา ยกเว้นการหยุดพัก แบ่งออกเป็นดังนี้:
เวลาทำงานด้วยตนเอง
เวลาที่ใช้เครื่อง
เครื่อง (ฮาร์ดแวร์) เวลา
เมื่อกำหนดมาตรฐานด้านเวลา พึงระลึกไว้เสมอว่าองค์ประกอบที่พิจารณาแล้วของเวลาทำงานทั้งหมดนั้นไม่ได้รับการปันส่วน จึงมีต้นทุนเวลาทำงานที่ได้มาตรฐานและไม่ได้มาตรฐาน
ต้นทุนปกติผู้ที่ได้รับการยอมรับตามความจำเป็นจะถูกเรียกรวมอยู่ในบรรทัดฐานของเวลาและอยู่ภายใต้การปันส่วน
ใช้เวลาไม่สม่ำเสมอ- นี่เป็นการสูญเสียเวลาทำงานจริง ๆ (เช่น การหยุดพักที่ไม่ได้กำหนดไว้) การลดลงและการยกเว้นเป็นหนึ่งในเงินสำรองสำหรับการเติบโตของผลิตภาพแรงงาน
การทำงานเพื่อลดการหยุดพักที่ไม่ได้กำหนดไว้ควรดำเนินการในสองทิศทาง:
1) ปรับปรุงองค์กรแรงงาน การผลิต และการจัดการ
2) การปรับปรุงวินัยแรงงานในสถานประกอบการ
1.3 การจำแนกต้นทุนของเวลาทำงานและเวลา
การใช้อุปกรณ์
โครงสร้างต้นทุนเวลาทำงาน การจำแนกต้นทุนพนักงาน
เวลานักแสดง
เนื้อหาของเวลาทำงานมีความโดดเด่นด้วยองค์ประกอบที่หลากหลาย สำหรับการเปิดเผยของพวกเขาจะใช้การจำแนกประเภทของค่าใช้จ่ายของเวลาทำงานของผู้รับเหมาและการจำแนกประเภทของค่าใช้จ่ายของชั่วโมงการทำงานของการใช้อุปกรณ์
การจำแนกประเภทของต้นทุนเวลาสามารถทำได้โดยสัมพันธ์กับองค์ประกอบสามประการของกระบวนการผลิต: วัตถุประสงค์ของแรงงาน คนทำงาน และอุปกรณ์
รูปที่ 34 แสดงการจำแนกเวลาทำงานที่สัมพันธ์กับวัตถุประสงค์ของแรงงาน
รูปที่ 34แบบแผนการจัดประเภทต้นทุนชั่วโมงทำงานที่สัมพันธ์กับ
สู่เป้าหมายของแรงงาน
ในการทำงานใดๆ เวลางานนักแสดงแบ่งออกเป็นเวลาทำงานและเวลาพัก
ชั่วโมงทำงาน- นี่คือช่วงเวลาที่พนักงานเตรียมพร้อมสำหรับการทำงาน การนำไปใช้งานโดยตรงและการทำให้เสร็จสมบูรณ์ ประกอบด้วยเวลาในการทำงานเพื่อให้งานการผลิตสำเร็จและเวลาที่งานการผลิตไม่ได้กำหนดไว้
ชั่วโมงการทำงานสำหรับงานผลิต- เป็นเวลาที่ใช้ในการเตรียมการและการปฏิบัติงานโดยตรง ประกอบด้วย เวลาเตรียมการและเวลาสุดท้าย เวลาปฏิบัติงาน และเวลาในการให้บริการสถานที่ทำงาน
เวลาเตรียมการและปิด- เป็นเวลาที่พนักงานใช้ในการเตรียมตัวสำหรับการปฏิบัติงานและดำเนินการให้เสร็จสิ้น
เวลาทำการ- นี่คือช่วงเวลาที่พนักงานหรือกลุ่มพนักงานดำเนินการผลิตโดยตรง มันแบ่งออกเป็นหลักและเสริม
หลักเรียกว่าเวลาที่วัตถุของแรงงานผ่านการเปลี่ยนแปลงเชิงปริมาณและคุณภาพตลอดจนการเปลี่ยนแปลงตำแหน่งในอวกาศ
เวลาเสริมนักแสดงใช้จ่ายในกิจกรรมที่รับประกันประสิทธิภาพของงานหลัก
เวลาให้บริการในสถานที่ทำงาน- ช่วงนี้เป็นช่วงที่ต้องดูแลสถานที่ทำงานและดูแลรักษาอุปกรณ์ให้ใช้งานได้ตามปกติ โดยแบ่งออกเป็นเวลาบำรุงรักษาและเวลาบำรุงรักษาองค์กร
ขึ้นอยู่กับลักษณะของการมีส่วนร่วมของพนักงานในการปฏิบัติงานด้านการผลิต เวลาทำงานแบ่งออกเป็นเวลาทำงานด้วยตนเอง เวลาทำงานด้วยเครื่องจักร และเวลาการทำงานของอุปกรณ์
เวลาทำมือเรียกว่างานโดยไม่ต้องใช้เครื่องจักรหรือกลไกเมื่อใช้เครื่องมือที่ไม่ใช่กลไกแบบแมนนวลเท่านั้น
เวลาทำงานเครื่อง-คู่มือ- นี่คือช่วงเวลาที่เครื่องจักรทำงานโดยมีส่วนร่วมโดยตรงของผู้ปฏิบัติงานหรือโดยผู้ปฏิบัติงานโดยใช้เครื่องมือไฟฟ้าแบบมือถือ
เวลาพัก- นี่คือช่วงเวลาที่พนักงานไม่ทำงาน แบ่งออกเป็นช่วงพักตามกำหนดเวลาและไม่ได้กำหนดไว้
เวลาพักที่กำหนดรวมถึงเวลาพักผ่อน ความต้องการส่วนบุคคล ยิมนาสติกอุตสาหกรรม เวลาพักที่กำหนดโดยเทคโนโลยีและการจัดกระบวนการผลิต
มีการหยุดพักเพื่อการพักผ่อนและความต้องการส่วนบุคคลให้กับพนักงานเพื่อฟื้นฟูความสามารถในการทำงานระหว่างกะการทำงาน เพื่อดำเนินการยิมนาสติกอุตสาหกรรม ตลอดจนเพื่อสุขอนามัยส่วนบุคคลและความต้องการตามธรรมชาติ
การจำแนกต้นทุนเวลาทำงานโดยใช้อุปกรณ์
เวลาใช้งานของอุปกรณ์แบ่งเป็นเวลาทำงานและเวลาพัก
เวลาใช้งานอุปกรณ์ประกอบด้วยเวลาของการทำงานของอุปกรณ์เพื่อให้งานการผลิตสำเร็จ และเวลาของการทำงานของอุปกรณ์ที่ไม่ได้กำหนดไว้โดยประสิทธิภาพของงานการผลิต
เวลาใช้งานของอุปกรณ์เพื่อตอบสนองงานการผลิตเรียกว่าเวลาดำเนินการและแบ่งออกเป็นหลักและเสริม
เวลาหลักแบ่งออกเป็นเวลาที่ใช้เครื่องจักรและเวลาของเครื่องจักร
คู่มือเครื่องเรียกเวลาที่อุปกรณ์ทำงานโดยมีส่วนร่วมโดยตรงของพนักงาน
เครื่องจักรเรียกว่าเวลาของการทำงานอัตโนมัติของอุปกรณ์เมื่อหน้าที่ของผู้ปฏิบัติงานถูก จำกัด เฉพาะการสังเกตและการปรับเท่านั้น
เวลาเสริมคือเวลาที่เครื่องไม่ทับซ้อนกันเมื่ออุปกรณ์หยุดทำงานที่จำเป็น เช่น เวลาที่จะติดตั้งหรือถอดชิ้นส่วนออกจากเครื่อง
เวลาพักอุปกรณ์แบ่งเป็นช่วงพักตามกำหนดเวลาและไม่ได้กำหนดเวลา
เวลาพักตามกำหนดแบ่งย่อยเป็นเวลาพักที่เกี่ยวข้องกับการเตรียมอุปกรณ์สำหรับการทำงานและการบำรุงรักษาองค์กรและทางเทคนิค ในช่วงพักโดยเทคโนโลยีและองค์กรของกระบวนการผลิต ในช่วงพักเพื่อการพักผ่อนและความต้องการส่วนตัวของผู้ปฏิบัติงาน
เวลาพักที่ไม่ได้กำหนดไว้อาจเกิดขึ้นเนื่องจากการละเมิดกระบวนการผลิตรวมทั้งจากการละเมิดวินัยแรงงานโดยคนงาน
วิธีศึกษาต้นทุนเวลาทำงาน
วิธีหลักในการศึกษาต้นทุนเวลาทำงาน ได้แก่ การถ่ายภาพเวลาทำงาน (บุคคลและกลุ่ม การถ่ายภาพตนเอง วิธีการสังเกตชั่วขณะ) การถ่ายภาพเวลาที่ใช้อุปกรณ์ การถ่ายภาพกระบวนการผลิต เวลาและจังหวะการถ่ายภาพ .
ภาพถ่ายเวลาทำงานแต่ละภาพ (FW) เป็นการสังเกตประเภทหนึ่งซึ่งมีการวัดต้นทุนเวลาของนักแสดงในช่วงเวลาหนึ่ง ๆ ของการทำงานโดยไม่มีข้อยกเว้น มีสองวิธีในการดำเนินการ PDF: การวัดเวลาโดยตรงและการสังเกตทันที ในกรณีแรก ระยะเวลาขององค์ประกอบที่สังเกตได้ของต้นทุนด้านเวลาจะถูกบันทึก ในครั้งที่สอง บันทึกสถานะของงาน และโครงสร้างของต้นทุนด้านเวลาจะกำหนดโดยจำนวนช่วงเวลาที่ระบุสถานะที่เกี่ยวข้อง
ขั้นตอนหลักของการถ่ายภาพเวลาทำงาน ได้แก่ การเตรียมการ การดำเนินการ การประมวลผลผลการสังเกต การวิเคราะห์และการพัฒนามาตรการเพื่อปรับปรุงการใช้เวลาทำงาน
ในระหว่างการเตรียมการสังเกตการณ์ จำเป็นต้องศึกษากระบวนการทางเทคโนโลยี การจัดสถานที่ทำงาน ขั้นตอนการบำรุงรักษา การกระจายและความร่วมมือด้านแรงงานระหว่างกลุ่มคนงาน
ภาพถ่ายเพื่อศึกษาการสูญเสียเวลาทำงานเพื่อศึกษาการจัดองค์กรของแรงงานที่คำนวณมาตรฐาน
เมื่อประมวลผลข้อมูลเชิงสังเกตในเอกสารการสังเกต ดัชนีจะเทียบกับบันทึกของต้นทุนด้านเวลา และโดยการลบเวลาก่อนหน้าออกจากครั้งถัดไป มูลค่าของต้นทุนเหล่านี้จะถูกกำหนด จากข้อมูลเหล่านี้ จะมีการสรุปเวลาที่ใช้โดยคนงาน
ต่อไปจะวิเคราะห์ผลการสังเกต ในขณะเดียวกันก็มีการกำหนดต้นทุนที่ไม่ลงตัวและการสูญเสียเวลาทำงาน สาเหตุของพวกเขาได้รับการจัดตั้งขึ้น ในกระบวนการวิเคราะห์ ต้นทุนจริงของเวลาเตรียมการและขั้นสุดท้าย เวลาขององค์กรและการบำรุงรักษาจะถูกเปรียบเทียบกับค่าใช้จ่ายเชิงบรรทัดฐาน ซึ่งพิจารณาจากการออกแบบที่มากที่สุด ระบบที่มีประสิทธิภาพบริการสถานที่ทำงาน เวลาที่จำเป็นสำหรับการพักผ่อนและความต้องการส่วนบุคคลนั้นกำหนดขึ้นบนพื้นฐานของมาตรฐานอุตสาหกรรมสำหรับสภาพการทำงานเหล่านี้ และการออกแบบรูปแบบการทำงานและการพักผ่อนที่มีเหตุผล
หลังจากนั้นจะมีการร่างยอดคงเหลือตามจริงและที่คาดการณ์ไว้ของต้นทุนเวลาทำงาน บนพื้นฐานของพวกเขา ส่วนแบ่งของเวลาปฏิบัติงาน เวลาสำหรับการบำรุงรักษา เวลาของการสูญเสียด้วยเหตุผลต่าง ๆ ฯลฯ ในกองทุนกะของเวลาสามารถกำหนดได้
ตัวอย่างเช่น, แรงดึงดูดเฉพาะเวลาทำงานหาได้จากสูตร (4):
ตำรวจ = สูงสุด / Tnable * 100, (4)
โดยที่ Top คือเวลาดำเนินการสำหรับช่วงเวลาการสังเกต Tobl
เมื่อเปรียบเทียบเครื่องชั่งมาตรฐาน ความสูญเสียและการสูญเสียเวลาในการทำงานทั้งหมดจะไม่รวมอยู่ในเวลาการทำงานที่เพิ่มขึ้น
การเปรียบเทียบยอดคงเหลือตามเวลาจริงและมาตรฐานช่วยให้คุณกำหนดความสามารถในการเพิ่มผลิตภาพแรงงานที่เป็นไปได้สำหรับข้อเสนอแต่ละข้อมุ่งเป้าไปที่การขจัดความสูญเสียและต้นทุนที่ไม่เกิดประสิทธิผลของเวลาทำงาน (5):
P \u003d ((Topn-Topf) / Topf) * 100, (5)
โดยที่ Topn, Topf - ที่คาดการณ์ไว้ (เชิงบรรทัดฐาน) และเวลาดำเนินการจริง นาที
ตามสูตร (5) สามารถคำนวณค่า P สำหรับแต่ละกิจกรรมเพื่อลดเวลาที่ใช้ไป
จากการเปรียบเทียบการจัดองค์กรแรงงานที่เกิดขึ้นจริงและที่คาดการณ์ไว้ แผนปฏิบัติการได้รับการพัฒนาเพื่อปรับปรุงการใช้เวลาทำงาน โดยระบุระยะเวลาของการดำเนินการ ผลกระทบที่คาดหวัง ต้นทุนที่จำเป็น แหล่งเงินทุน และผู้รับผิดชอบในการดำเนินการ
ถ่ายภาพกลุ่ม (ทีม) ของเวลาทำงานเพื่อสังเกตกลุ่มคนงานพร้อม ๆ กัน
ตัวอย่างภาพถ่ายเวลาทำงานของทีมแสดงในตารางที่ 10
ตารางที่ 10
ใบสังเกตการณ์ภาพถ่ายกองพลน้อยเวลาทำงาน
№
|
ชื่อ |
คนงาน |
ดัชนี |
|||
มาสาย |
||||||
ทำความสะอาดแม่พิมพ์ |
||||||
ใบเสร็จ |
||||||
การฝึกอบรม |
||||||
ปั้น |
||||||
การสนทนากับสมาชิกในทีม |
||||||
ปั้น |
||||||
ออกเดินทางจากที่ทำงานสำหรับแท่ง |
||||||
ปั้น |
||||||
ปั้น |
||||||
ขนถ่าย |
||||||
ปั้น |
||||||
ขนถ่าย |
||||||
ปั้น |
||||||
รอขวด |
||||||
ปั้น |
||||||
ปั้น |
12-00 |
12-00 |
||||
เริ่มสาย |
||||||
ขนถ่าย |
||||||
ออกจากที่ทำงาน |
||||||
ปั้น |
||||||
ปั้น |
||||||
ขนถ่าย |
||||||
ออกจากที่ทำงาน |
||||||
ปั้น |
||||||
ขนถ่าย |
||||||
เลิกงานเร็ว |
||||||
ภาพถ่ายจำนวนมากของเวลาทำงานของคนงานจำนวนมากดำเนินการโดยวิธีการสังเกตชั่วขณะ วิธีการประกอบด้วยความจริงที่ว่าเมื่อสังเกตไม่ใช่เวลาที่บันทึกไว้ แต่เป็นจำนวนซ้ำที่เกี่ยวข้องกับต้นทุนเวลาทำงานแต่ละประเภท
จำนวนช่วงเวลาที่จะแก้ไขถูกกำหนดโดยสูตร (6):
M \u003d (a2 * (1-K)) / (K * P2) * 1002, (6)
โดยที่ K คือส่วนแบ่งของค่าใช้จ่ายประเภทเวลาทำงานที่ศึกษาในผลรวมของค่าใช้จ่ายทั้งหมดในช่วงเวลาสังเกต a คือสัมประสิทธิ์ขึ้นอยู่กับความน่าจะเป็นที่กำหนด P คือค่าที่อนุญาตของข้อผิดพลาดการสังเกตแบบสัมพัทธ์
(3-10 %).
จำนวนช่วงเวลา (การวัด) ขึ้นอยู่กับสัมประสิทธิ์ปริมาณงานเฉลี่ยของผู้ปฏิบัติงาน (อุปกรณ์) ถูกกำหนดโดยสูตร (7):
M \u003d (2 * (1- K) * 1002) / K * O2, (7)
โดยที่ K คือปัจจัยภาระงานของผู้ปฏิบัติงาน O - ค่าของข้อผิดพลาดสัมพัทธ์ของผลการสังเกต
สำหรับการผลิตเป็นชุดและชุดเล็ก (8):
M \u003d (3 * (1- K) * 1002) / K * O2, (8)
การถ่ายภาพตัวเองในวันทำงานดำเนินการโดยคนงานเอง (ตารางที่ 4)
ตารางที่ 11
รูปถ่ายวันทำงาน
คนงาน: Ivanov I. I. เว็บไซต์ประกอบ |
||
ช่างประกอบ ประสบการณ์การทำงาน: 1 ปี ประเภทคนงาน: III |
||
สาเหตุของการเสียเวลาทำงาน |
สูญเสียเวลาทำงานขั้นต่ำ |
|
ไม่มีชิ้นส่วนประกอบ |
||
เครนรอรับเนื่องจากขัดข้อง |
||
รอเจ้านายควบคุมส่งมอบงาน |
||
ขาดทุนทั้งหมด |
||
ภาพถ่ายเวลาการใช้อุปกรณ์ใช้วิธีเดียวกับภาพถ่ายในวันทำการของผู้ปฏิบัติงาน
เวลาเป็นประเภทของการสังเกตองค์ประกอบการทำงานซ้ำแบบวนซ้ำของการปฏิบัติงานตลอดจนองค์ประกอบส่วนบุคคลของงานเตรียมการและขั้นสุดท้ายและการบำรุงรักษาสถานที่ทำงาน
วัตถุประสงค์หลักคือเพื่อกำหนดระยะเวลาขององค์ประกอบซ้ำๆ ของการดำเนินการผลิตเพื่อพัฒนามาตรฐานและมาตรฐานแรงงาน ระบุและศึกษาวิธีการและวิธีการทำงานที่มีเหตุผล ตรวจสอบมาตรฐานที่กำหนดไว้ และระบุสาเหตุของการไม่ปฏิบัติตามมาตรฐานโดยคนงานแต่ละคน
การเตรียมการสำหรับเวลามักจะรวมถึงการเลือกวัตถุที่สังเกต การแบ่งการดำเนินการออกเป็นองค์ประกอบ การจัดตั้งจุดยึด การกำหนดจำนวนการสังเกต และการจัดทำเอกสารให้สมบูรณ์
การเลือกวัตถุสังเกตการณ์นั้นพิจารณาจากจุดประสงค์ของเวลา หากเป้าหมายของการจับเวลาคือการกำหนดหรือชี้แจงบรรทัดฐานของเวลา โดยทั่วไปแล้วผู้ปฏิบัติงานหรือทีมมักจะได้รับการแนะนำเป็นวัตถุของการสังเกต ซึ่งผลของกิจกรรมที่อยู่ในระดับระหว่างผลผลิตเฉลี่ยที่ผู้ปฏิบัติงานทั้งหมดทำได้และผลิตภาพของผู้ปฏิบัติงานขั้นสูง . สิ่งสำคัญคือต้องจำไว้ว่าด้วยวิธีปกติของเวลา ระบบจะบันทึกความเร็วของการทำงานจริงในพื้นที่ที่กำหนด ซึ่งอาจไม่สอดคล้องกับความเข้มข้นปกติของงานสำหรับเงื่อนไขเหล่านี้
เมื่อดำเนินการกำหนดเวลาสำหรับการพัฒนามาตรฐานวัตถุของการสังเกตควรเป็นนักแสดงทั่วไปของงานนี้ซึ่งมีลักษณะทางจิตคุณสมบัติคุณสมบัติและดำเนินการตามที่ต้องการ
เมื่อพิจารณาถึงวัตถุประสงค์ของการสังเกตแล้ว พวกเขาก็ประกอบขึ้นเป็นคำอธิบายโดยละเอียดของการดำเนินการ ซึ่งถูกป้อนลงในเอกสารโครโนแมปพิเศษ ที่ด้านหน้าของโครโนการ์ด ข้อมูลทั้งหมดเกี่ยวกับการทำงาน อุปกรณ์ เครื่องมือ วัสดุ ผู้ปฏิบัติงาน จะถูกบันทึก สถานะขององค์กรและการบำรุงรักษาสถานที่ทำงาน
ในการเตรียมตัวสำหรับจังหวะเวลา การดำเนินการภายใต้การศึกษาจะแบ่งออกเป็นองค์ประกอบต่างๆ ได้แก่ ความซับซ้อนของเทคนิค เทคนิค การกระทำ การเคลื่อนไหว ระดับของการแบ่งงานขึ้นอยู่กับประเภทของการผลิตเป็นหลัก รายละเอียดที่สำคัญที่สุดขององค์ประกอบของกระบวนการแรงงานคือการผลิตผลิตภัณฑ์จำนวนมาก
หลังจากแบ่งการดำเนินการออกเป็นองค์ประกอบแล้วขอบเขตของพวกมันจะถูกกำหนดโดยจุดยึด
แก้ไขจุด- สิ่งเหล่านี้เป็นช่วงเวลาที่แสดงออกอย่างชัดเจนของจุดเริ่มต้นและจุดสิ้นสุดขององค์ประกอบของการดำเนินการ ตัวอย่างเช่น จุดยึดอาจเป็น: มือที่สัมผัสเครื่องมือหรือชิ้นงาน เสียงเฉพาะที่จุดเริ่มต้นของกระบวนการตัดโลหะ เป็นต้น
ด้วยการเลือกจังหวะเวลา สำหรับแต่ละองค์ประกอบของการทำงาน จุดยึดเริ่มต้นและจุดสุดท้ายจะถูกตั้งค่าไว้ หากกำหนดเวลาตามเวลาปัจจุบัน สำหรับองค์ประกอบแรกของการดำเนินการ จุดแก้ไขเริ่มต้นและจุดสิ้นสุดจะถูกตั้งค่าไว้ สำหรับองค์ประกอบที่เหลือ จะกำหนดเฉพาะจุดตรึงปลายเท่านั้น พวกมันจะเป็นองค์ประกอบเริ่มต้นสำหรับองค์ประกอบที่ตามมาด้วย
ในการเตรียมตัวสำหรับเวลา กำหนดจำนวนการสังเกตที่ต้องการ ในกรณีนี้ เรากำลังพูดถึงการประเมินเบื้องต้น นี่เป็นเพราะความจริงที่ว่าระยะเวลาขององค์ประกอบการดำเนินการเป็นตัวแปรสุ่ม
การประมาณที่ง่ายที่สุดคือค่าสัมประสิทธิ์ความเสถียร (Ku) ซึ่งกำหนดโดยอัตราส่วนของระยะเวลาสูงสุดขององค์ประกอบที่สังเกตได้ของการดำเนินการ tmax ต่อ tmin ขั้นต่ำ (9):
Ku = tmax / tmin, (9)
สถาบันวิจัยแรงงานแนะนำค่าโดยประมาณของค่าสัมประสิทธิ์ความเสถียรมาตรฐาน
เพื่อเพิ่มความถูกต้องของผลลัพธ์เวลา ขอแนะนำให้ใช้ค่าประมาณทางสถิติที่แม่นยำยิ่งขึ้น (ความแปรปรวน ค่าเบี่ยงเบนเชิงเส้นเฉลี่ย ฯลฯ)
เมื่อวัดระยะเวลาขององค์ประกอบการทำงาน ผู้สังเกตจะต้องกำหนดจุดตรึงและจุดที่เกี่ยวข้องในเวลา บันทึกรายการการสังเกตความเบี่ยงเบนทั้งหมดจากโหมดการทำงานปกติ เทคนิคสำหรับการสังเกตโครโนเมทริกนั้นขึ้นอยู่กับวิธีการทางเทคนิคที่ใช้เป็นหลัก
หลังจากได้รับการวัดตามจำนวนที่ต้องการแล้ว ข้อมูลการสังเกตจะได้รับการประมวลผล สำหรับแต่ละองค์ประกอบของการดำเนินการจะได้รับชุดค่าของระยะเวลานั่นคืออนุกรมเวลา ขั้นตอนแรกของการประมวลผลคือการยกเว้นการวัดที่มีข้อบกพร่อง ซึ่งระบุเป็นหลักบนพื้นฐานของรายการในเอกสารการสังเกตเกี่ยวกับการเบี่ยงเบนจากโหมดการทำงานปกติ
จากนั้นวิเคราะห์อนุกรมเวลา โดยปกติ ค่าสัมประสิทธิ์ความเสถียรจริงที่คำนวณโดยสูตร (9) จะใช้สำหรับสิ่งนี้ ค่านิยมของพวกเขาถูกเปรียบเทียบกับค่านิยมเชิงบรรทัดฐาน
หากค่าสัมประสิทธิ์ความเสถียรที่แท้จริงไม่มากกว่าค่าปกติ อนุกรมเวลาจะถือว่าเสถียร ไม่เช่นนั้น ขอแนะนำให้ยกเว้นค่าสูงสุดของระยะเวลาขององค์ประกอบการทำงาน แล้วคำนวณค่าสัมประสิทธิ์นี้ใหม่
หลังจากกำจัดการวัดที่บกพร่องแล้ว จะพบระยะเวลาเฉลี่ยของแต่ละองค์ประกอบของการดำเนินการ โดยปกติค่านี้จะถูกกำหนดเป็นค่าเฉลี่ยเลขคณิตของค่าของอนุกรมเวลาที่สอดคล้องกับสภาวะการทำงานปกติ
ขั้นตอนสุดท้ายเวลา - การวิเคราะห์ผลลัพธ์ ซึ่งรวมถึงการระบุการเคลื่อนไหวและการกระทำที่ไม่จำเป็น การประเมินความเป็นไปได้ของการรวมกันของสิ่งเหล่านี้ และลดระยะเวลา
จากผลการวิเคราะห์ กำหนดเวลาที่จำเป็นสำหรับการดำเนินการในที่สุด
โฟโตโครโนเมทรีเป็นวิธีสังเกตที่ไม่เพียงแต่ศึกษาระยะเวลาของการดำเนินการขององค์ประกอบแต่ละส่วนของเวลาปฏิบัติงานเท่านั้น แต่ยังศึกษาเวลาเตรียมการและเวลาสุดท้าย การบำรุงรักษาสถานที่ทำงาน การหยุดทำงาน
ศึกษาต้นทุนเวลาทำงาน
บทที่ 1 การจำแนกต้นทุนเวลาทำงานและความสำคัญของการศึกษา
1.1การแบ่งประเภทของชั่วโมงทำงาน
เนื่องจากค่าใช้จ่ายด้านเวลาทำงานมีหลากหลาย จึงจัดประเภทเพื่อการศึกษาและวิเคราะห์ การจำแนกประเภทเป็นพื้นฐานสำหรับการศึกษาต้นทุนที่แท้จริงของเวลาทำงาน เปรียบเทียบและวิเคราะห์ผลการสังเกตเพื่อระบุเงินสำรองสำหรับการเติบโตของผลิตภาพแรงงาน กำหนดต้นทุนเวลาที่จำเป็นสำหรับองค์ประกอบของกระบวนการแรงงาน และสร้างมาตรฐาน
เวลาทำงานเป็นที่เข้าใจกันว่าเป็นความยาวของวันทำงาน สัปดาห์ทำงาน ซึ่งกำหนดโดยกฎหมาย เช่นเดียวกับเวลาที่ผู้ปฏิบัติงานอยู่ในองค์กรที่เกี่ยวข้องกับงานที่เขาทำ
เวลาทำงานแบ่งเป็นเวลาทำงานและเวลาพักขึ้นอยู่กับวัตถุประสงค์
เวลาทำงานหมายถึงส่วนของวันทำงานในระหว่างที่ทำงาน
เวลาพักเป็นที่เข้าใจกันว่าเป็นส่วนหนึ่งของวันทำงานในระหว่างที่กระบวนการแรงงานไม่ได้ดำเนินการด้วยเหตุผลหลายประการ
ในทางกลับกัน เวลาทำงานจะแบ่งออกเป็นสองประเภทของต้นทุน: เวลาสำหรับการทำงานการผลิตให้เสร็จ (Tpz) และเวลาที่ใช้ในการดำเนินการที่ไม่ใช่ลักษณะเฉพาะของพนักงานรายนี้และสามารถตัดทิ้งได้ (Tn)
เวลาดำเนินการงานการผลิตรวมถึงเวลาการเตรียมการและขั้นสุดท้าย การปฏิบัติงาน และสถานที่ทำงาน
เวลาเตรียมการ-ขั้นสุดท้าย (Tpz) คือเวลาที่ใช้ในการเตรียมตัวและที่ทำงานของคุณสำหรับการปฏิบัติงานด้านการผลิต ตลอดจนการดำเนินการทั้งหมดเพื่อให้เสร็จสิ้น
เวลาปฏิบัติงาน (บนสุด) คือเวลาที่ผู้ปฏิบัติงานปฏิบัติงาน (เปลี่ยนคุณสมบัติของวัตถุของแรงงาน) มันแบ่งออกเป็นหลัก (เทคโนโลยี) และตัวช่วย
เวลาหลัก (Tos) หรือเทคโนโลยีคือเวลาที่ใช้โดยตรงในการเปลี่ยนวัตถุของแรงงาน
ในช่วงเวลาเสริม (ทีวี) การดำเนินการที่จำเป็นสำหรับการดำเนินงานหลักจะดำเนินการ
เวลาที่ใช้ในการดูแลสถานที่ทำงานและบำรุงรักษาอุปกรณ์ เครื่องมือ และอุปกรณ์ติดตั้งในสภาพการทำงานระหว่างกะเรียกว่าเวลาบำรุงรักษาสถานที่ทำงาน (Torm) ในเครื่องจักรและกระบวนการอัตโนมัติ จะรวมถึงเวลาของเทคนิค (Tto) และเวลาของการบำรุงรักษาสถานที่ทำงานขององค์กร (เกินไป)
เวลาบำรุงรักษาสถานที่ทำงานรวมถึงเวลาสำหรับการบำรุงรักษาสถานที่ทำงานที่เกี่ยวข้องกับการปฏิบัติงานที่กำหนดหรืองานเฉพาะ (การเปลี่ยนเครื่องมือที่ทื่อ ฯลฯ ) การบำรุงรักษาองค์กรรวมถึงการดูแลสถานที่ทำงานระหว่างกะและการทำความสะอาดสถานที่ทำงานเมื่อสิ้นสุดกะ
ในบางอุตสาหกรรม (ถ่านหิน โลหะ อาหาร ฯลฯ) เวลาที่ใช้ไปกับการบริการสถานที่ทำงานจะไม่ถูกจัดสรร แต่หมายถึงเวลาเตรียมการและครั้งสุดท้าย
เวลาพักแบ่งออกเป็น: การหยุดพักเพื่อการพักผ่อนและความต้องการส่วนตัว (Totl), การหยุดพักในลักษณะองค์กรและทางเทคนิค (Tpot), การหยุดพักเนื่องจากการละเมิดวินัยแรงงาน (Tntd)
การหยุดพักเพื่อการพักผ่อนและความต้องการส่วนตัวคือเวลาที่คนงานใช้เพื่อพักผ่อน เพื่อป้องกันความเมื่อยล้าและเพื่อสุขอนามัยส่วนบุคคล
การหยุดชะงักของลักษณะองค์กรและทางเทคนิคเป็นเวลาอันเนื่องมาจากเทคโนโลยีและองค์กรของการผลิต (Tpt) เช่นเดียวกับการละเมิดขั้นตอนของกระบวนการผลิต (Tpnt)
การหยุดพักที่เกี่ยวข้องกับการละเมิดวินัยแรงงาน ได้แก่ การมาสาย การลาออกจากงานโดยไม่ได้รับอนุญาต การออกจากงานก่อนเวลาอันควร เช่น การหยุดทำงานเนื่องจากความผิดของพนักงาน
1.2 ความสำคัญของการศึกษาต้นทุนเวลาทำงาน
การศึกษาต้นทุนเวลาทำงานมีความสำคัญอย่างยิ่งเนื่องจากจากข้อมูลที่ได้รับงานส่วนใหญ่ที่เกี่ยวข้องกับการจัดองค์กรด้านแรงงานและกฎระเบียบจะได้รับการแก้ไข
การวิจัยดำเนินการเพื่อกำหนดโครงสร้างการดำเนินงาน ต้นทุนของเวลาทำงาน หาเหตุผลเข้าข้างตนเอง วิธีการและวิธีการทำงาน ระบุสาเหตุของการไม่ปฏิบัติตามบรรทัดฐาน ต้นทุนที่ไม่ลงตัวและการสูญเสียเวลาทำงาน รับข้อมูลเกี่ยวกับปัจจัยที่มีผลกระทบต่อ เวลาในการดำเนินการองค์ประกอบของการดำเนินงาน พัฒนาเอกสารการกำกับดูแล ประเมินคุณภาพของบรรทัดฐานและข้อบังคับตลอดจนงานอื่น ๆ
การศึกษากระบวนการแรงงานเกี่ยวข้องกับการวิเคราะห์คุณลักษณะทั้งหมดที่ส่งผลต่อต้นทุนแรงงานและประสิทธิภาพของการใช้ทรัพยากรการผลิต มีการศึกษาพารามิเตอร์ทางเทคโนโลยีของอุปกรณ์การปฏิบัติตามข้อกำหนดด้านสรีรศาสตร์สภาพการทำงานเทคโนโลยีประยุกต์องค์กรและการบำรุงรักษาสถานที่ทำงานตลอดจนลักษณะทางอาชีวศึกษาจิตวิทยาสังคมของผู้ปฏิบัติงานและปัจจัยอื่น ๆ วิธีการรับและประมวลผลข้อมูลได้รับการคัดเลือกตามวัตถุประสงค์ของการศึกษา ที่เหมาะสมที่สุดคือต้นทุนรวมขั้นต่ำที่เกี่ยวข้องกับการได้รับข้อมูลที่จำเป็นและการใช้งานในภายหลัง
สิ่งที่สำคัญที่สุดคือการแก้ปัญหาสองประการที่เกี่ยวข้องกับการศึกษากระบวนการแรงงาน ประการแรกเกี่ยวข้องกับการกำหนดเวลาจริงที่ใช้ในการดำเนินการองค์ประกอบของการดำเนินงาน ประการที่สอง - ด้วยการจัดตั้งโครงสร้างเวลาที่ใช้ระหว่างกะงานหรือบางส่วน
การกำหนดระยะเวลาขององค์ประกอบของการดำเนินงานเป็นสิ่งจำเป็นสำหรับการพัฒนามาตรฐานเวลา การเลือกวิธีการทำงานที่มีเหตุผลที่สุด การวิเคราะห์บรรทัดฐานและมาตรฐาน โครงสร้างของต้นทุนเวลาทำงานใช้ในการพัฒนามาตรฐานสำหรับเวลาเตรียมการและเวลาสุดท้าย เวลาในการให้บริการสถานที่ทำงาน การประเมินประสิทธิภาพการใช้เวลาทำงาน และการวิเคราะห์องค์กรด้านแรงงานที่มีอยู่
บทที่ 2 วิธีศึกษาต้นทุนเวลาทำงาน
2.1รูปถ่ายเวลาทำงาน
การถ่ายภาพเวลาทำงานเป็นการสังเกตประเภทหนึ่ง โดยช่วยให้พวกเขาศึกษาและวิเคราะห์เวลาที่ใช้โดยคนงานหรือกลุ่มหนึ่งที่เกี่ยวข้องกับการดำเนินการตามกระบวนการใดกระบวนการหนึ่งตลอดทั้งวัน (กะ) หรือบางส่วนโดยไม่คำนึงถึง สิ่งที่ใช้เวลานี้ PDF ไม่ได้เปิดเผยเทคโนโลยีและวิธีการของกระบวนการ แต่จะแก้ไขเฉพาะขั้นตอนเท่านั้น
จุดประสงค์ของ PDF คือการระบุปริมาณสำรองเพื่อเพิ่มผลผลิต ปรับปรุงการใช้อุปกรณ์ ซึ่งทำได้โดยการระบุความเหมาะสม ลำดับของต้นทุนเวลาที่แน่นอน การวัดค่า การกำหนดระดับการบดอัดที่เป็นไปได้ของวันทำงานของนักแสดง ขจัดการสูญเสียเวลาทำงานและการหยุดทำงานของอุปกรณ์
วัตถุประสงค์ของการถ่ายภาพเวลาทำงานคือการระบุข้อบกพร่องในองค์กรของแรงงานและการผลิต ทำให้เกิดการสูญเสียหรือใช้เวลาทำงานอย่างไม่ลงตัว การออกแบบการกระจายเวลาทำงานอย่างมีเหตุผลมากขึ้นตามประเภทการใช้เวลา กำหนดการผลิตจริงของผลิตภัณฑ์ อัตรา ของการปล่อยตัวและความสม่ำเสมอของงานระหว่างกะ
ด้วยการใช้ FRV อย่างเชี่ยวชาญ กว้าง และเป็นระบบ หัวหน้าองค์กรจะมีแนวคิดที่ชัดเจนเกี่ยวกับงานและเวลาว่างงานของผู้ปฏิบัติงานและอุปกรณ์เสมอ เกี่ยวกับสาเหตุของการสูญเสียเวลาทำงาน
ตามจำนวนวัตถุที่สังเกต รูปแบบขององค์กรแรงงาน ฯลฯ PDF แบ่งออกเป็นบุคคล กลุ่ม กองพล มวล เส้นทาง เครื่องจักรหลาย เป้าหมาย รูปถ่ายกระบวนการผลิตและรูปถ่ายของการใช้อุปกรณ์ ( ดูแผนภาพ 2). ความแตกต่างระหว่างการถ่ายภาพขนานนามและรั้วของวันทำงาน
ภาพถ่ายวันทำงานที่ซ้ำกันจะถูกถ่ายโดยคนงานสองคนพร้อมกัน วิธีนี้ใช้เมื่อการมองเห็นของวัตถุที่สังเกตถูกจำกัด ผู้สังเกตการณ์ทำงานแยกจากกัน และเมื่อสิ้นสุดการทำงาน พวกเขาจะเปรียบเทียบผลลัพธ์เพื่อให้ได้ภาพรวม
ภาพถ่ายริมรั้วของวันทำงานดำเนินการโดยผู้สังเกตการณ์หลายคนซึ่งอยู่ที่จุดใดจุดหนึ่งและบันทึกช่วงเวลาที่วัตถุที่สังเกตได้ผ่านจุดนี้ วิธีนี้ใช้บ่อยที่สุดในการศึกษาการทำงานของการขนส่ง เนื่องจากตามกฎความปลอดภัย ผู้สังเกตไม่สามารถเคลื่อนที่ไปพร้อมกับการขนส่งตลอดเวลาได้ ในระหว่าง PDF แต่ละรายการ ผู้สังเกตการณ์จะตรวจสอบเวลาที่ใช้โดยนักแสดงคนหนึ่งที่ทำงานในที่ทำงานแห่งเดียว หรือเวลาที่ใช้อุปกรณ์ระหว่างกะงานหรือบางส่วน
2.2. การสังเกตทันที
เนื่องจากวิธีการวัดโดยตรงต้องใช้ค่าใช้จ่ายจำนวนมากในการดำเนินการ ในกรณีที่ควรจะครอบคลุมวัตถุจำนวนมาก การสังเกตชั่วขณะจึงเหมาะสม
ลักษณะเฉพาะของวิธีการสังเกตชั่วขณะคือผู้สังเกตการณ์ไม่ได้อยู่ที่สถานที่ทำงานอย่างต่อเนื่อง แต่มาเยี่ยมพวกเขาเป็นระยะๆ เป็นระยะสุ่ม ด้วยการสังเกตชั่วขณะ จึงสามารถวิเคราะห์โครงสร้างเวลาทำงานของวัตถุเกือบจำนวนเท่าใดก็ได้
การสังเกตการณ์จะดำเนินการโดยการข้ามสถานที่ทำงานที่เลือกเป็นลำดับ และทำเครื่องหมายประเภทของกิจกรรมที่จุดยึดด้วยสัญลักษณ์ทั่วไปในเอกสารการสังเกตการณ์ หากมีตัวนับช่วงเวลาพิเศษ จะไม่มีการใช้ใบสังเกตการณ์
จากผลการสังเกตชั่วขณะ คุณสามารถ:
กำหนดระดับการใช้เวลาทำงานโดยนักแสดงจำนวนมากและระดับการใช้อุปกรณ์จำนวนมากในเวลา
เพื่อศึกษาโครงสร้างและกำหนดน้ำหนักเฉพาะและค่าสัมบูรณ์ขององค์ประกอบแต่ละอย่างของต้นทุนเวลาการทำงานของผู้รับเหมา
กำหนดสาเหตุและกำหนดสัดส่วนและค่าสัมบูรณ์ของการหยุดทำงานของพนักงานและอุปกรณ์ และพัฒนามาตรการเพื่อขจัดสิ่งเหล่านี้
วิเคราะห์สภาพองค์การแรงงานและพัฒนามาตรการเพื่อพัฒนาให้ดีขึ้น
รับข้อมูลเบื้องต้นที่จำเป็นสำหรับการพัฒนามาตรฐานสำหรับการเตรียมการและขั้นตอนสุดท้าย เวลาในการให้บริการสถานที่ทำงาน ตลอดจนมาตรฐานการบริการ
เพื่อให้แน่ใจว่าผลลัพธ์ที่ได้จะเชื่อถือได้ซึ่งควรสะท้อนการใช้เวลาทำงานจริงต้องปฏิบัติตามเงื่อนไขต่อไปนี้: การสังเกตค่าใช้จ่ายบางอย่างของเวลาทำงานจะต้องสุ่มและเป็นไปได้เท่าเทียมกัน จำนวนการสังเกตควรมีมากพอที่จะระบุลักษณะของปรากฏการณ์ที่สังเกตโดยรวมได้อย่างน่าเชื่อถือ
ปริมาณการสังเกตถูกกำหนดโดยใช้กฎของสถิติสำหรับการสำรวจตัวอย่าง หาได้จากสูตร โดยที่ M คือขนาดกลุ่มตัวอย่างหรือจำนวนการสังเกตชั่วขณะ
K คือส่วนแบ่งโดยประมาณของเวลาทำงานที่ใช้ไปกับการทำงานของงานที่อยู่ระหว่างการศึกษาหรือส่วนแบ่งโดยประมาณของเวลาการทำงานของอุปกรณ์ในเสี้ยววินาที (ค่าที่ได้นำมาจากผลการสังเกตครั้งก่อนหรือประมาณตามเกณฑ์การรายงาน ข้อมูล),
(1-K) - สัดส่วนของการหยุดพักหรือการหยุดทำงาน กล่าวคือ ความน่าจะเป็นที่จะพบผู้ปฏิบัติงานหรือเครื่องจักรที่ไม่ได้ใช้งาน
P - ความแม่นยำที่กำหนดไว้ล่วงหน้าของผลการสังเกตคือค่าที่อนุญาตของข้อผิดพลาดสัมพัทธ์ของผลการสังเกต (ในการฝึกศึกษาเวลาทำงานจะอยู่ในช่วง 0.03 - 0.1)
a คือสัมประสิทธิ์ที่เกี่ยวข้องกับความน่าจะเป็นของความเชื่อมั่นว่าข้อผิดพลาด P ไม่เกินขีดจำกัดที่กำหนดไว้
ระยะเวลาของหนึ่งรอบสามารถกำหนดได้โดยวิธีการกำหนดเวลาหรือกำหนดโดยสูตร Tobx \u003d + t1N
โดยที่ ล. - ความยาวเส้นทาง m;
v - ความเร็วเฉลี่ยของการเคลื่อนที่จากจุดยึดหนึ่งไปยังอีกจุดหนึ่ง m/min;
t1 - เวลาเฉลี่ยที่ใช้ในการแก้ไขการกระทำของพนักงานคนหนึ่งนาที;
N คือจำนวนงาน
จำนวนโมเมนต์ M1 คงที่ในหนึ่งกะ ถูกกำหนดโดยสูตร โดยที่ K คือสัมประสิทธิ์ที่คำนึงถึงความไม่ตรงกันในช่วงเวลาไปกลับ (ถ่ายภายใน 0.5 -)
Tobh - ระยะเวลาของหนึ่งรอบ
เพื่อให้ได้ผลลัพธ์ที่เป็นรูปธรรมและแม่นยำ คุณต้องปฏิบัติตามกฎต่อไปนี้:
ทางเบี่ยงแต่ละครั้งจะต้องดำเนินการตามเส้นทางที่ตั้งใจไว้ ในขั้นที่สม่ำเสมอ โดยไม่เร่งหรือชะลอการเดิน และเริ่มอย่างเคร่งครัดในเวลาที่กำหนด
ผู้สังเกตการณ์สามารถลงทะเบียนสิ่งที่เกิดขึ้นในที่ทำงานได้เฉพาะในจุดซ่อมเท่านั้น แม้ผู้สังเกต ณ จุดหนึ่งจะเห็นว่าอีกจุดหนึ่งผู้ปฏิบัติงานอยู่นิ่ง ก็ไม่มีสิทธิทำเครื่องหมายจนกว่าจะมาถึงจุดนั้น
หากในขณะที่ผู้สังเกตเข้าใกล้วัตถุของการสังเกต สถานะของกิจกรรมหนึ่งสิ้นสุดและอีกสถานะหนึ่งเริ่มต้นขึ้น สถานะแรกควรถูกบันทึกไว้ในแผนที่การสังเกตเสมอ
ผลจากการสังเกตชั่วขณะเป็นพื้นฐานสำหรับการพัฒนามาตรการเพื่อขจัดการสูญเสียเวลาทำงาน สำหรับการนำไปปฏิบัตินั้นได้มีการจัดทำแผนซึ่งระบุระยะเวลาของการดำเนินการและผู้รับผิดชอบในการดำเนินกิจกรรม ผลของการวิเคราะห์และกิจกรรมที่พัฒนาบนพื้นฐานของมันถูกกล่าวถึงในการประชุมการผลิต
ดังนั้นวิธีการสังเกตแบบทันทีทันใดจึงให้วัสดุที่เชื่อถือได้มากโดยใช้แรงงานที่ต่ำกว่ามาก
กระบวนการผลิตถือได้ว่าเป็นกระบวนการในการเพิ่มเวลาในการผลิตสินค้า
การดำเนินการผลิตเป็นที่เข้าใจกันว่าเป็นส่วนหนึ่งของกระบวนการแรงงานที่ดำเนินการเพื่อเปลี่ยนวัตถุของแรงงานให้เป็นผลิตภัณฑ์สำเร็จรูปในสถานที่ทำงานเดียวกัน
ในทางกลับกัน การดำเนินการผลิตจะแบ่งออกเป็น:
องค์ประกอบ;
กิจกรรมด้านแรงงาน
การเคลื่อนไหวของแรงงาน
นอกจากนี้ เมื่อวิเคราะห์การดำเนินการ กระบวนการแรงงานถือว่าไม่เฉพาะใน แรงงานสัมพันธ์แต่ยังเป็นเทคโนโลยี และเมื่อปันส่วนต้นทุนเวลาทำงาน ต้นทุนแรงงานทั้งหมดจะถูกนำมาพิจารณาทั้งในด้านแรงงานและในแง่เทคโนโลยี
จากมุมมองของเทคโนโลยี งานถูกกำหนดไว้: เพื่อศึกษาว่าการดัดแปลงใดเกิดขึ้นกับวัตถุประสงค์ของแรงงานในกระบวนการปฏิบัติการทางเทคโนโลยีและสิ่งที่คนงานทำ
เวลาทำงานคือระยะเวลาของวันทำงานหรือสัปดาห์ทำงานที่กฎหมายกำหนด ในขณะนี้ก็เท่ากับ 40 ชั่วโมงในการทำงานปกติ นอกจากนี้ยังมีโหมด 36 ชั่วโมงสำหรับสัปดาห์การทำงาน
ส่วนเกินของมาตรฐานนี้จะถือว่าดำเนินการตามกำหนดการ เว้นแต่กฎหมายจะกำหนดไว้เป็นอย่างอื่น (ชั่วโมงการทำงานที่ไม่ปกติ)
เวลาทำงานในกรณีล่วงเวลาถือเป็นระยะเวลาทั้งหมดที่พนักงานอยู่ในระหว่างการผลิตที่เกี่ยวข้องกับงานที่ทำโดยเขา
เพราะ กระบวนการผลิตเชื่อมโยงเวลาของพนักงาน เวลาที่ใช้อุปกรณ์ และเวลาที่สัมผัสกับวัตถุของแรงงาน จากนั้นการจำแนกต้นทุนของเวลาทำงานควรดำเนินการใน 3 ทิศทาง:
1. รายการแรงงาน
2. คนงาน;
3. อุปกรณ์.
พื้นฐานของการจำแนกประเภทเหล่านี้คือคำจำกัดความของสององค์ประกอบ: เวลาของกระบวนการผลิตและเวลาพัก
เวลาทำงาน - เวลาที่ใช้โดยพนักงานในการปฏิบัติงาน (ปฏิบัติการ) ที่กำหนดไว้ในการมอบหมายงานการผลิต และเวลาสำหรับการปฏิบัติงานที่ไม่ได้ระบุไว้ในการมอบหมายงานการผลิต แต่เกิดจากความต้องการในการผลิต
เวลาพักในการทำงาน - เวลาพักที่มีการควบคุม เช่น กำหนดโดยกฎหมายหรือขั้นตอนขององค์กรและเวลาหยุดพักที่ไม่ได้กำหนดไว้เช่น เกิดขึ้นจากความคิดริเริ่มหรือโดยความผิดของพนักงาน
เมื่อคำนวณมาตรฐานแรงงานจะมีการกำหนดต้นทุนเวลาทำงาน:
1. การเตรียมการและขั้นสุดท้าย
2. ปฏิบัติการ;
3. การบำรุงรักษาสถานที่ทำงาน
4. เวลาพักเพื่อการพักผ่อนและความต้องการส่วนตัว
5. แบ่ง (ปกติ) ที่มีการควบคุม
Preparatory-final - เวลาที่ใช้ในการเตรียมการ งานที่มอบหมายและการกระทำที่เกี่ยวข้องกับการสิ้นสุด:
รับเครื่องมือติดตั้ง
ทำความคุ้นเคยกับงาน
・คำแนะนำในการทำงาน
การถอดอุปกรณ์และเครื่องมือหลังเลิกงาน
จัดส่งอุปกรณ์ เครื่องมือ เอกสาร
เวลาในการทำงานคือเวลาที่ใช้ในการเปลี่ยนรูปร่าง ขนาด คุณสมบัติของวัตถุที่ใช้แรงงาน ตลอดจนการดำเนินการเสริมที่จำเป็นในการดำเนินการเปลี่ยนแปลงเหล่านี้
ต้นทุนเวลาดำเนินการคิดจากหน่วยการผลิตแต่ละหน่วยหรือจำนวนงานที่กำหนด มันแบ่งออกเป็นหลักและเสริม
เวลาหลัก (เทคโนโลยี) ถูกใช้ไปกับการเปลี่ยนแปลงโดยเจตนาในวัตถุของแรงงาน (ขนาด รูปร่าง คุณสมบัติ สถานะและตำแหน่ง)
ในช่วงเวลาเสริม:
・การนำผลิตภัณฑ์สำเร็จรูปออก
การจัดการอุปกรณ์
การเปลี่ยนโหมดการทำงานของอุปกรณ์
ติดตามความคืบหน้าของกระบวนการทางเทคนิคและคุณภาพของผลิตภัณฑ์
ดังนั้นเวลาเสริมคือเวลาที่ใช้ในการดำเนินการที่ทำให้สามารถดำเนินการหลักได้
เวลาบำรุงรักษาสถานที่ทำงาน - เวลาบำรุงรักษาที่คนงานใช้ในการดูแลอุปกรณ์และบำรุงรักษาสถานที่ทำงานให้อยู่ในสภาพดี โดยคำนึงถึงมาตรฐานด้านสุขอนามัย สุขอนามัย กฎระเบียบด้านความปลอดภัย เช่น ไม่เกี่ยวข้องกับการปฏิบัติงานใดๆ โดยแบ่งออกเป็นเวลาทางเทคนิคและเวลาขององค์กร
เวลาบำรุงรักษาสถานที่ทำงานใช้เพื่อดูแลอุปกรณ์เมื่อทำงานเฉพาะ (เปลี่ยนเครื่องมือที่สึกหรอ ปรับแต่งอุปกรณ์ ทำความสะอาดเศษ ฯลฯ)
เวลาในการดูแลรักษาสถานที่ทำงานขององค์กรนั้นใช้เพื่อดูแลสถานที่ทำงานที่เกี่ยวข้องกับการปฏิบัติงานตลอดกะ หมวดหมู่นี้รวมถึงเวลาที่ใช้ในการจัดวางในตอนเริ่มต้นและการทำความสะอาดเมื่อสิ้นสุดกะการทำงานของเครื่องมือ การทำความสะอาดและอุปกรณ์หล่อลื่น
เวลาสำหรับการพักผ่อนและความต้องการส่วนบุคคลถูกกำหนดไว้เพื่อรักษาความสามารถในการทำงานตามปกติและสุขอนามัยส่วนบุคคล ระยะเวลาพักดังกล่าวขึ้นอยู่กับสภาพการทำงาน มาตรฐานนี้กำหนดโดยบริษัท
เวลาพักที่มีการควบคุมจะพิจารณาถึงการหยุดทำงานของอุปกรณ์และพนักงานที่เกิดจากการละเมิดที่กำหนดโดยเทคโนโลยีและองค์กรการผลิต การพักเหล่านี้ไม่รวมอยู่ในเวลาที่กำหนด
เมื่อวิเคราะห์เวลาที่ใช้โดยพนักงาน อย่างแรกเลย เวลาในการจ้างงาน เวลาในการดำเนินงานด้านการผลิต และเวลาของการจ้างงานร่วมกับงานอื่นๆ (การแก้ไขข้อบกพร่อง การค้นหาวัสดุและเครื่องมือ) จะถูกแยกออก
เวลาที่ยุ่งสามารถแบ่งออกเป็นเวลาของการทำงานโดยตรง การเปลี่ยนแปลง (จากเครื่องหนึ่งไปยังอีกเครื่องหนึ่ง) และการตรวจสอบความคืบหน้าของกระบวนการทางเทคโนโลยีอย่างแข็งขัน ซึ่งจำเป็นเพื่อให้แน่ใจว่าเป็นไปตามปกติ
เมื่อวิเคราะห์ต้นทุนของเวลาทำงาน จะมีการจัดสรรช่วงพักที่มีการควบคุมสำหรับเหตุผลขององค์กรและด้านเทคนิค และจากความผิดพลาดของพนักงาน
เวลาพัก ในแง่ของการหยุดพักตามกำหนดเวลา คือเวลาที่พนักงานไม่ทำกิจกรรมการทำงานด้วยเหตุผลข้อใดข้อหนึ่งต่อไปนี้:
เนื่องจากลักษณะเฉพาะของกระบวนการทางเทคโนโลยี
ด้วยเหตุผลขององค์กรที่รวมอยู่ในข้อบังคับการผลิต
พนักงานไม่ปฏิบัติงานในลักษณะพักฟื้นตามประมวลกฎหมายแรงงาน สหพันธรัฐรัสเซียและรูปแบบการดำเนินงานที่จัดตั้งขึ้นในองค์กร
การหยุดพักที่ไม่ได้กำหนดไว้ - เวลาที่พนักงานไม่ทำกิจกรรมด้านแรงงานด้วยเหตุผลดังต่อไปนี้:
การละเมิดขั้นตอนปกติของกระบวนการผลิต
การละเมิดวินัยแรงงาน
ในกรณีนี้ การละเมิดขั้นตอนปกติของกระบวนการผลิตอาจเกิดจากสถานการณ์ที่ไม่ขึ้นกับพนักงาน หรือเกิดจากความผิดพลาดของพนักงาน
การละเมิดวินัยแรงงานมักหมายถึงการหยุดพักโดยไม่ได้รับการควบคุมเนื่องจากความผิดของพนักงาน
เหตุผลด้านองค์กรและด้านเทคนิครวมถึงการหยุดทำงานของอุปกรณ์และพนักงานเนื่องจากการรอเอกสารของชิ้นงาน เครื่องมือ
เวลาพักอันเนื่องมาจากการละเมิดวินัยแรงงานเกิดจากการเริ่มงานช้าและงานเสร็จก่อนกำหนด, เวลาพักส่วนเกิน
สำหรับการคำนวณมาตรฐานแรงงาน การแบ่งเวลาค่าใช้จ่ายออกเป็นคาบเกี่ยวกันและไม่คาบเกี่ยวกันเป็นสิ่งสำคัญ
ส่วนที่ทับซ้อนกันนั้นรวมถึงเวลาที่ผู้ปฏิบัติงานดำเนินการองค์ประกอบเหล่านั้นของกระบวนการแรงงานที่ดำเนินการในช่วงเวลาของการทำงานอัตโนมัติของอุปกรณ์
ไม่ทับซ้อนกัน - นี่คือเวลาสำหรับการดำเนินการตามวิธีการของแรงงาน (การตั้งค่าชิ้นงาน การควบคุมคุณภาพ) เมื่อหยุดทำงาน เช่น อุปกรณ์ที่ไม่ทำงาน
ฮาร์ดแวร์ (เวลาเครื่องว่าง) ซึ่งอุปกรณ์ทำงานโดยไม่ต้องมีส่วนร่วมจากพนักงาน เรียกว่าเวลาฮาร์ดแวร์ของเครื่องฟรี
เวลาของกระบวนการผลิตแบ่งออกเป็นองค์ประกอบต่อไปนี้:
1) เวลาของการดำเนินการตามกระบวนการทางเทคโนโลยีโดยตรง
2) เวลาดำเนินการขนส่ง
3) เวลาในการควบคุมและทดสอบผลิตภัณฑ์สำเร็จรูป
4) เวลาพักระหว่างกระบวนการผลิต จากมุมมองของการปันส่วนแรงงาน ค่าใช้จ่ายทั้งหมดแบ่งออกเป็น:
ทำให้เป็นมาตรฐานซึ่งรวมอยู่ในบรรทัดฐานของเวลา ไม่ได้มาตรฐานซึ่งไม่รวมอยู่ในบรรทัดฐานของเวลา
สำหรับพนักงาน ต้นทุนปกติคือเวลาที่ใช้ไปทั้งหมด ซึ่งกำหนดโดยงานการผลิต และการพักที่มีการควบคุม
สำหรับอุปกรณ์ ส่วนประกอบที่ทำให้เป็นมาตรฐานคือเวลาทำงานการผลิตให้เสร็จและเวลาพักที่มีการควบคุม แต่ไม่เพียงในกระบวนการทำงาน แต่ยังอยู่ในกระบวนการรอด้วย
ค่าใช้จ่ายที่ไม่ได้มาตรฐานแสดงถึงการทำงานโดยไม่ได้ตั้งใจและที่ไม่คาดคิด รวมถึงการหยุดพักที่ไม่ได้กำหนดไว้
จากมุมมองของการปันส่วนแรงงาน ค่าใช้จ่ายที่ไม่ได้มาตรฐานทั้งหมดเกี่ยวข้องกับการสูญเสียเวลาทำงาน
อย่างที่ทราบกันดีว่า แรงงานคือความพยายามทางร่างกายและจิตใจของผู้คนในกระบวนการกิจกรรมทางเศรษฐกิจ ช่วงเวลาที่คนงานสร้างความมั่งคั่งทางวัตถุเรียกว่าเวลาทำงาน
รหัสแรงงานสหพันธรัฐรัสเซีย (บทที่ 15 มาตรา 91) กำหนดแนวคิดของเวลาทำงานดังนี้:
เวลางาน - ช่วงเวลาที่ลูกจ้างเป็นไปตามข้อกำหนดและเงื่อนไขแรงงานภายใน สัญญาจ้างต้องปฏิบัติหน้าที่แรงงานตลอดจนระยะเวลาอื่นตามประมวลกฎหมายนี้ กฎหมายของรัฐบาลกลางและกฏระเบียบอื่นๆ นิติกรรมสหพันธรัฐรัสเซียหมายถึงเวลาทำงาน
เนื้อหาของเวลาทำงานมีความโดดเด่นด้วยองค์ประกอบที่หลากหลาย สำหรับการเปิดเผยของพวกเขาคือการจำแนกต้นทุนของเวลาทำงานซึ่งสามารถดำเนินการได้ที่เกี่ยวข้องกับองค์ประกอบสามประการของกระบวนการผลิต: วัตถุของแรงงานคนงานและอุปกรณ์ พื้นฐานของการจำแนกประเภทเหล่านี้คือการจัดสรรสององค์ประกอบของเวลาของกระบวนการผลิต (เวลาทำงาน) และเวลาพัก
การจำแนกต้นทุนของเวลาการทำงานของผู้รับเหมา แสดงในรูปที่ 1 ที่นี่ เวลาทำงาน แปลว่า ช่วงเวลาที่พนักงานเตรียมพร้อมสำหรับการทำงาน การดำเนินการโดยตรงและเสร็จสิ้น ในทางกลับกัน ประกอบด้วยเวลาในการทำงานเพื่อให้งานการผลิตสำเร็จ และเวลาของงานที่งานการผลิตไม่ได้กำหนดไว้
เวลาที่ใช้ในการดำเนินการงานการผลิตคือเวลาที่ใช้ในการจัดเตรียมและดำเนินงานโดยตรง ประกอบด้วยเวลาเตรียมการ-ขั้นสุดท้าย เวลาปฏิบัติงาน และเวลาในการให้บริการสถานที่ทำงาน
เวลาเตรียมการและปิด - นี่คือเวลาที่พนักงานใช้ในการเตรียมตัวสำหรับการปฏิบัติงานและความสมบูรณ์ของงาน (การรับงานสำหรับการทำงานและทำความคุ้นเคยกับเนื้อหา, การรับวัสดุ, เอกสาร, เครื่องมือ, การส่งมอบผลิตภัณฑ์สำเร็จรูป, เครื่องมือ ฯลฯ )
มูลค่าของเวลาเตรียมการ-ขั้นสุดท้ายไม่ได้ขึ้นอยู่กับปริมาณงานที่จะทำให้งานการผลิตเสร็จสมบูรณ์ ดังนั้น ยิ่งงานมีปริมาณมาก ส่วนแบ่งของเวลาเตรียมการ-ขั้นสุดท้ายก็จะน้อยลงตามหน่วยของงานนี้ งาน.
เวลาทำการ - นี่คือช่วงเวลาที่พนักงานหรือกลุ่มพนักงานดำเนินการผลิตโดยตรง มันแบ่งออกเป็นหลักและเสริม
เวลาหลักเรียกว่าเวลาที่วัตถุของแรงงานได้รับการเปลี่ยนแปลงเชิงปริมาณและเชิงคุณภาพตลอดจนการเปลี่ยนแปลงตำแหน่งในอวกาศ ตัวอย่างเช่น การประมวลผลชิ้นส่วนในเครื่องมือกลสำหรับงานโลหะและงานไม้ การเย็บชิ้นส่วนผลิตภัณฑ์ในอุตสาหกรรมเสื้อผ้า เวลาในการตรวจสอบกระบวนการฮาร์ดแวร์อย่างแข็งขันใน การผลิตสารเคมี, ขับรถเมื่อขนส่งสินค้าในการขนส่งทางถนน.
นักแสดงใช้เวลาเสริมไปกับการกระทำที่รับประกันประสิทธิภาพของงานหลัก (การติดตั้งในเครื่องและการถอดวัตถุของงานออกจากเครื่องในเครื่องมือกล การวัดชิ้นส่วนที่ผลิตขึ้น การโหลดอุปกรณ์ด้วยวัตถุดิบและวัสดุในอาหาร อุตสาหกรรม การเปลี่ยนโหมดการทำงานของอุปกรณ์ ฯลฯ)
เวลาให้บริการในสถานที่ทำงาน เป็นเวลาที่ต้องดูแลสถานที่ทำงานและดูแลรักษาอุปกรณ์ให้อยู่ในสภาพใช้งานได้ดี แบ่งออกเป็นช่วงเวลาของการบำรุงรักษาทางเทคนิคและองค์กร
เวลาบำรุงรักษาเกี่ยวข้องกับการดูแลอุปกรณ์เมื่อทำงานเฉพาะกับอุปกรณ์นี้ (เปลี่ยนชิ้นส่วนที่สึกหรอ อุปกรณ์ปรับแต่งและหล่อลื่น การเปลี่ยนตลับหมึกในอุปกรณ์สำนักงาน ฯลฯ)
เวลาบำรุงรักษาขององค์กรคือเวลาในการรักษาสถานที่ทำงานให้อยู่ในสภาพการทำงาน (การทำความสะอาดของเสียอุตสาหกรรม การเคลื่อนย้ายภาชนะที่มีช่องว่าง และผลิตภัณฑ์สำเร็จรูปภายในสถานที่ทำงาน การซักและทำความสะอาดยานพาหนะ เป็นต้น)
ขึ้นอยู่กับลักษณะของการมีส่วนร่วมของผู้รับเหมาในการปฏิบัติงานการผลิต เวลาเตรียมการและเวลาสุดท้ายแบ่งออกเป็นเวลาทำงานด้วยตนเอง เวลาทำงานด้วยตนเองเครื่องจักร และเวลาตรวจสอบการทำงานของอุปกรณ์
เวลาทำมือ เรียกว่างานโดยไม่ต้องใช้เครื่องจักรและกลไกเมื่อใช้เครื่องมือที่ไม่ใช่กลไกแบบแมนนวลเท่านั้น
เวลาทำงานเครื่อง-คู่มือ (รวมถึงการใช้เครื่องจักรแบบแมนนวล) คือช่วงเวลาที่ทำงานโดยเครื่องจักรที่มีส่วนร่วมโดยตรงของพนักงานหรือโดยพนักงานโดยใช้เครื่องมือยานยนต์แบบใช้มือ (สว่านไฟฟ้า ค้อนลม เลื่อยไฟฟ้า)
ภายใต้ยานยนต์และ การผลิตอัตโนมัติกินเวลาทำงานเป็นส่วนใหญ่ เวลาตรวจสอบอุปกรณ์ . สามารถใช้งานได้และไม่โต้ตอบ
เวลาในการตรวจสอบการทำงานของอุปกรณ์คือพนักงานไม่ได้ทำงานทางกายภาพโดยตรง แต่การมีอยู่ของเขาเป็นสิ่งจำเป็นในที่ทำงานเพื่อติดตามความคืบหน้าของกระบวนการทางเทคโนโลยี
เวลาการตรวจสอบแบบพาสซีฟคือช่วงเวลาที่ไม่จำเป็นต้องมีการตรวจสอบการทำงานของอุปกรณ์หรือกระบวนการทางเทคโนโลยีอย่างต่อเนื่อง การตรวจสอบจะดำเนินการเป็นระยะ เวลานี้สามารถใช้ในการทำงานอื่น ๆ ได้ ทำให้มีการตรวจสอบเป็นระยะๆ ของ งานอิสระอุปกรณ์.
ชั่วโมงการทำงานสามารถทับซ้อนกันและไม่ทับซ้อนกันได้ เวลาที่ทับซ้อนกัน - เวลาสำหรับการทำงานใด ๆ ในช่วงเวลาของการทำงานอัตโนมัติของอุปกรณ์ ตัวอย่างเช่น เวลาสำหรับพนักงานในการทำงานเสริมและเวลาสำหรับการทำงานอัตโนมัติของอุปกรณ์ที่ผู้ปฏิบัติงานตรวจสอบจะดำเนินการพร้อมกัน กล่าวคือ จะทับซ้อนกัน
เวลาที่ไม่ทับซ้อนกันคือเวลาสำหรับการทำงานเสริมเมื่ออุปกรณ์หยุดทำงาน (เช่น เมื่อโหลดวัตถุดิบลงในอุปกรณ์ที่ไม่ต่อเนื่อง)
เวลานอกงานคือเวลาที่ใช้ทำงานแปลกหรือไม่ได้ผล
งานที่แปลก - เป็นงานที่เกิดจากความจำเป็นในการผลิต แต่ไม่ได้จัดเตรียมโดยงานการผลิต (เช่น การแก้ไขข้อบกพร่อง)
งานที่ไม่ก่อผล ถือว่าเป็นผลิตภัณฑ์ที่ไม่เพิ่มปริมาณของผลิตภัณฑ์หรือปรับปรุงคุณภาพ (เช่น ระยะทางที่มากเกินไปของรถที่บรรทุกสัมภาระเนื่องจากเส้นทางที่รวบรวมไม่ถูกต้อง)
เวลาพัก - นี่คือช่วงเวลาที่พนักงานไม่ทำงาน เป็นส่วนหนึ่งของเวลาทำงานและควรแยกออกจากช่วงพักกลางวันซึ่งไม่รวมอยู่ในเวลาทำงาน เวลาพักในการทำงานแบ่งออกเป็นเวลาพักที่กำหนดและช่วงพักที่ไม่ได้กำหนดไว้
เวลาพักตามกำหนด เกี่ยวข้องกับเวลาพักซึ่งไม่สามารถเคลื่อนย้ายได้ซึ่งกำหนดขึ้นโดยเทคโนโลยีและการจัดระเบียบของกระบวนการผลิต และเวลาสำหรับการพักผ่อนและความต้องการส่วนบุคคล (เช่น ยิมนาสติกอุตสาหกรรม)
 |
เวลาของการหยุดชะงักที่ไม่สามารถกู้คืนได้ซึ่งกำหนดโดยเทคโนโลยีและการจัดระเบียบของกระบวนการผลิตนั้นพิจารณาจากเงื่อนไขเฉพาะสำหรับการไหลของกระบวนการทางเทคโนโลยีที่เฉพาะเจาะจง (เช่น สำหรับส่วนที่ให้ความร้อนเพื่อให้เย็นลงจนถึงอุณหภูมิที่กำหนด)
มีการหยุดพักเพื่อการพักผ่อนและความต้องการส่วนบุคคลให้กับพนักงานเพื่อฟื้นฟูความสามารถในการทำงานระหว่างกะงาน สำหรับยิมนาสติกอุตสาหกรรม เพื่อสุขอนามัยส่วนบุคคลและความต้องการของตนเอง
เวลาหยุดพักที่ไม่ได้กำหนดไว้ (ถอดได้) เกิดจากการละเมิดกระบวนการผลิตตามปกติและการละเมิดวินัยแรงงาน
เวลาพักอันเนื่องมาจากการละเมิดวินัยแรงงานเป็นผลจากการมาทำงานสาย, ขาดงานโดยไม่ได้รับอนุญาต, การเลิกจ้างก่อนเวลาอันควร, การหยุดทำงานของพนักงานที่ไม่สามารถปฏิบัติหน้าที่ได้เนื่องจากการไม่มีพนักงานคนอื่นฝ่าฝืนวินัยแรงงาน
เวลาของการหยุดชะงักที่เกิดจากการละเมิดกระบวนการผลิตปกติเกิดขึ้นเนื่องจากเหตุผลขององค์กรและทางเทคนิค เกิดจากการจัดระเบียบแรงงานและการผลิตที่ไม่ดี (เช่น การยื่นฟ้องล่าช้าสำหรับ ที่ทำงานวัตถุดิบ วัสดุ ไฟฟ้า การบำรุงรักษาอุปกรณ์ก่อนเวลาที่กำหนด)
การจำแนกประเภทที่เกี่ยวข้องกับเรื่องของแรงงาน ซึ่งเป็นการจำแนกประเภทที่เกี่ยวข้องกับกระบวนการผลิต (หลังจากทั้งหมด เรากำลังพูดถึงต้นทุนที่จำเป็นในการเปลี่ยนวัตถุของแรงงานให้เป็นผลิตภัณฑ์ของแรงงาน) แสดงไว้ในรูปที่ 2
ควรสังเกตว่าค่าใช้จ่ายของเวลาทำงานแบ่งออกเป็นมาตรฐานและไม่ได้มาตรฐาน
ถึง ชั่วโมงการทำงานที่ได้มาตรฐาน
รวมค่าใช้จ่ายที่จำเป็นในการทำงานให้เสร็จสิ้น พวกเขารวมถึง:
- การเตรียมการและครั้งสุดท้าย
- เวลาทำการ
- เวลาให้บริการในสถานที่ทำงาน
- เวลาพักโดยเทคโนโลยีและองค์กรของกระบวนการผลิต
- เวลาสำหรับการพักผ่อนและความต้องการส่วนตัว
ค่าใช้จ่ายทั้งหมดนี้รวมอยู่ในระยะเวลาที่กำหนด
ถึง ค่าใช้จ่ายที่ไม่ได้มาตรฐานของเวลาทำงาน รวมถึงการสูญเสียเวลาอันเนื่องมาจากเหตุผลขององค์กรและทางเทคนิค (เช่น การปิดอุปกรณ์ฉุกเฉิน ข้อบกพร่องที่กำจัดได้ในองค์กรของงาน)